— Bibliography —
Millworks In Alphabetical Order
-
-
Atlas Supply Corp. and the Mechanical Afterlife of Androscoggin County’s Mill Economy
The industrial history of Androscoggin County, Maine, is most often framed through the rise and fall of its textile and paper mills. Yet this narrative obscures a critical layer of industrial continuity: the small-scale, locally embedded firms that sustained the mills’ physical systems and later enabled their transformation. Atlas Supply Corp., founded in Lewiston in 1958, exemplifies this overlooked dimension. Through its work in sheet-metal fabrication and heating supply, the company participated in what can be understood as the “mechanical afterlife” of the region’s mill economy—maintaining, adapting, and ultimately helping to repurpose the infrastructure of industrial production.
Industrial Foundations and the Built Environment
Lewiston’s emergence as a major textile center in the nineteenth century was rooted in the coordinated development of waterpower along the Androscoggin River. The canal system and associated mill complexes—documented in detail in National Register of Historic Places materials—formed an integrated industrial landscape that by 1900 employed a majority of the city’s workforce.¹ These mills, including the Bates, Continental, and Androscoggin complexes, were not merely production sites but highly engineered environments requiring careful control of heat, airflow, and humidity.
Primary source evidence illustrates the physical complexity of these spaces. Sanborn Fire Insurance Maps of Lewiston from the late nineteenth and early twentieth centuries depict dense networks of boiler rooms, belt drives, vertical shafts, and ventilation pathways embedded within multi-story brick structures.² These maps, created for fire risk assessment, reveal not only the scale of mill buildings but also the extensive internal systems—particularly heating apparatus and air circulation routes—that made textile production possible.
Atlas Supply and the Mid-Twentieth-Century Maintenance Economy
By the mid-twentieth century, when Atlas Supply Corp. was founded by Rosaire LaFontaine, Lewiston’s mills were still active but increasingly characterized by aging infrastructure and incremental modernization.³ Rather than replacing entire systems, operators relied on continuous repair and adaptation. This created demand for local fabrication and supply firms capable of producing custom components for nonstandard configurations.
City directories provide insight into Atlas Supply’s early positioning within this economy. Listings in the Polk City Directory of Lewiston-Auburn show Atlas Supply operating alongside machine shops, plumbing suppliers, and heating contractors—indicating its integration into a broader network of trades serving industrial and commercial clients.⁴ These directories, while often overlooked, function as valuable primary sources documenting the structure of local economies and the relationships among businesses.
Atlas Supply’s role was typically indirect. Rather than contracting with large mill corporations, it supplied materials to contractors, maintenance crews, and independent tradespeople responsible for day-to-day operations. This decentralized system of maintenance is difficult to capture in corporate archives but is visible through trade listings, advertisements, and oral histories. It reflects a layered industrial economy in which large-scale production depended on smaller-scale, highly specialized support.
Mechanical Systems and Continuous Adaptation
The importance of Atlas Supply’s work becomes clearer when examining the evolution of mill mechanical systems. Early reliance on steam heating gave way, by the mid-twentieth century, to hybrid systems incorporating forced-air distribution and modern ventilation. National Park Service documentation of Bates Mill renovations highlights the extent to which these systems were modified over time, often in piecemeal fashion.⁵
Such modifications required custom-fabricated components: duct transitions to connect new equipment to existing shafts, replacement sections for corroded ductwork, and fittings adapted to irregular building geometries. These needs could not be met efficiently by distant manufacturers. Instead, they depended on local firms like Atlas Supply, which could produce small batches quickly and adjust designs based on on-site conditions.
The physical evidence of this work is largely invisible in traditional archives, but it is implicit in building fabric and corroborated by trade practices of the period. Sheet-metal shops were essential to maintaining ventilation systems in industrial settings, particularly in textile mills where airborne lint posed both health and fire hazards.
Regional Context: Beyond Lewiston
While Lewiston’s textile mills form the core of this narrative, similar dynamics were present across Androscoggin County. In nearby Auburn, smaller manufacturing facilities and machine shops relied on comparable networks of local suppliers. In Lisbon Falls and Mechanic Falls, textile and light industrial operations likewise depended on ongoing maintenance of mechanical systems.
The case of the Androscoggin Mill in Jay—though a later pulp and paper facility—illustrates the persistence of these dynamics into the late twentieth and early twenty-first centuries. As with textile mills, paper production required extensive ventilation, heating, and process piping systems subject to continuous wear and modification.⁶ Although larger in scale and often supported by corporate supply chains, such facilities still relied on regional contractors and suppliers for certain types of fabrication and repair work.
Decline and Adaptive Reuse
The decline of textile manufacturing in Lewiston accelerated after the 1960s, leaving large mill complexes underutilized or vacant. Newspaper accounts from the late twentieth century document concerns over deteriorating infrastructure and the economic challenges of redevelopment.⁷ Yet these same accounts also highlight the gradual transformation of mill buildings into new uses.
The redevelopment of the Bates Mill complex provides a particularly well-documented example. National Park Service case studies describe the extensive retrofitting required to convert industrial spaces into offices, housing, and commercial uses.⁸ This process involved not only architectural renovation but also the installation of entirely new HVAC systems within existing structures.
Here, the role of companies like Atlas Supply reemerged in a new form. Adaptive reuse projects required custom ductwork and heating solutions tailored to historic buildings with irregular layouts and structural constraints. The skills developed in maintaining aging industrial systems—working with nonstandard dimensions, improvising solutions, and fabricating components on demand—proved directly applicable to redevelopment work.
Closure and Historical Significance
Atlas Supply remained a family-owned business across multiple generations, with leadership passing to Lise LaFontaine Lothrop and Jeffrey Lothrop in the 1980s.⁹ Its longevity reflects both the persistence of demand for its services and the durability of local trade networks. However, broader economic changes—including industry consolidation and the retirement of owners without successors—ultimately led to its closure in December 2023.¹⁰
The disappearance of such firms marks a significant shift in the structure of local economies. While large-scale redevelopment projects continue, the loss of independent, locally embedded suppliers represents a decline in the kinds of flexible, small-scale capabilities that once underpinned both industrial production and adaptive reuse.
Conclusion
Atlas Supply Corp.’s history demonstrates that the story of Androscoggin County’s mills does not end with the cessation of textile production. Instead, it continues through the maintenance, modification, and transformation of industrial infrastructure. Primary sources—from Sanborn maps to city directories—reveal a complex, layered economy in which small firms played essential roles.
By examining these sources alongside broader historical narratives, it becomes possible to see Atlas Supply not as a peripheral business but as a key participant in the region’s industrial lifecycle. Its work, embedded in the ducts and heating systems of mill buildings, sustained production during periods of decline and enabled the adaptive reuse that defines Lewiston’s contemporary landscape. In this sense, Atlas Supply was part of the hidden but indispensable infrastructure connecting the industrial past to the post-industrial present.
Footnotes
Maine Historic Preservation Commission, “Lewiston Mills and Water Power System Historic District,” National Register documentation.
Sanborn Fire Insurance Maps of Lewiston, various editions, late 19th–early 20th century.
Lewiston Sun Journal, “Atlas Supply Corp. closing its doors for good,” December 29, 2023.
Polk City Directory of Lewiston-Auburn, various years, 1950s–1970s.
National Park Service, “Bates Mill No. 2 Case Study.”
International Paper, Androscoggin Mill operations (Jay, Maine), historical summaries and reporting.
Lewiston Sun Journal, archival reporting on mill closures and redevelopment, late 20th century.
National Park Service, “Bates Mill No. 2 Case Study.”
Lewiston Sun Journal, “Atlas Supply Corp. closing its doors for good.”
Ibid.
Bibliography
Maine Historic Preservation Commission.
“Lewiston Mills and Water Power System Historic District.” National Register of Historic Places documentation.Sanborn Fire Insurance Maps of Lewiston.
Various editions, late nineteenth and early twentieth centuries.Polk City Directory of Lewiston-Auburn.
Various years, 1950s–1970s.National Park Service.
“Bates Mill No. 2 Case Study.”Lewiston Sun Journal.
“Atlas Supply Corp. Closing Its Doors for Good.” December 29, 2023.International Paper.
Androscoggin Mill (Jay, Maine), historical and operational context. -
The Androscoggin Mills in Lewiston, Maine, were among the core industrial textile complexes developed along the Androscoggin River beginning in the mid-nineteenth century. The first mill buildings at the site were constructed in 1851, taking advantage of the river’s natural falls to generate waterpower for large-scale cotton textile manufacturing.¹ The availability of reliable hydraulic energy, combined with coordinated industrial planning, transformed Lewiston into one of the most important cotton-manufacturing centers in New England during the late nineteenth century.¹
Origins and the Water Power System
Industrial development at Lewiston Falls accelerated around 1850 with the formation of the Lewiston Water Power Company, organized by regional and Boston-based investors to capitalize on the Androscoggin River’s dependable flow.² The company constructed an integrated system of dams, headgates, canals, and water races that distributed power to mill sites arranged along the canal banks.² Early mills relied on overshot and breastshot water wheels, which transmitted mechanical energy through line shafts, gears, and leather belts to operate spinning frames, carding machines, and power looms.³
By the 1880s, most of the original water wheels had been replaced or supplemented by water turbines, which provided greater efficiency, steadier rotational force, and the ability to power multiple floors simultaneously.³ Turbines reduced downtime caused by seasonal variations in river flow and increased production capacity, strengthening Lewiston’s competitive position within New England’s textile economy.³
Transition to Electric Power
During the early twentieth century, the Androscoggin Mills gradually transitioned toward electric power, reflecting broader technological shifts in textile manufacturing. Electric motors were installed on individual machine lines and overhead shaft systems, allowing greater flexibility in machine layout, improved safety, and more consistent output.⁴ By the 1920s, most production machinery—including carding machines, spinning frames, power looms, and drawing equipment—was either fully or partially electrically driven, while the canal-turbine system remained available as a supplemental power source.⁴ This hybrid system extended the productive life of the mills and reduced hazards associated with exposed belts and shafts.⁴
Industrial Operations and Machinery
The Androscoggin Mills specialized in the production of cotton textiles, including coarse and fine cloths intended for domestic consumption and institutional markets. Raw cotton was processed through a mechanized sequence: carding machines cleaned and aligned fibers; spinning frames twisted fibers into yarn; power looms wove the yarn into cloth; and drawing and twill machines prepared yarns for specialized fabrics.⁵ Machinery was distributed across multi-story brick mill buildings connected by the canal system, while on-site machine shops fabricated replacement parts and maintained equipment, reflecting a vertically integrated industrial operation.⁵
Workforce and Working Conditions
At its peak during the 1880s and 1890s, the Androscoggin Mills employed approximately 1,200 workers, including men, women, and children.⁶ The workforce consisted largely of immigrants from Ireland, Canada, and French-speaking regions of Quebec, reshaping Lewiston’s demographic and cultural landscape.⁶ Employees typically worked 10–12 hours per day, six days per week, in environments characterized by high noise levels, airborne cotton fibers, and mechanical hazards.⁶
Women and teenage workers were commonly employed in spinning and weaving rooms due to their dexterity and lower wage rates, while adult men performed heavier labor, operated power looms, maintained machinery, and staffed the mill’s machine shops.⁷ Weekly wages generally ranged from $9–12 for adult men and $4–7 for women and younger workers, depending on skill and assignment.⁷ Although the introduction of electric power modestly improved safety conditions, industrial labor remained physically demanding throughout the mills’ operation.⁷
Industrial Waste Disposal and Environmental Practices
Like most nineteenth- and early twentieth-century textile complexes, the Androscoggin Mills operated during a period when industrial waste disposal was minimally regulated and guided by prevailing engineering practices rather than environmental standards. Solid waste generated by textile production—including cotton waste, sweepings, broken yarn, and worn machine components—was typically collected and reused, sold, burned, or discarded on site.⁸ Cotton waste and short fibers were frequently sold for lower-grade textile uses or reused as packing material, while unusable refuse was burned in mill furnaces or deposited in nearby dumping areas.⁸
Liquid waste from textile operations—including wash water, sizing residues, and dye effluents—was commonly discharged directly into the Androscoggin River or associated mill canals.⁹ Wastewater was conveyed through drains and sluices connected to the canal system, which emptied back into the river downstream of the falls.⁹ This practice reflected the prevailing belief that fast-moving rivers provided sufficient dilution, an assumption widely held in nineteenth-century industrial planning.¹⁰
Coal ash and cinders from steam boilers—used increasingly after the late nineteenth century to supplement waterpower—were generally stockpiled on mill property, used as fill for roads and rail sidings, or distributed for construction purposes.¹¹ As electric power reduced reliance on steam generation in the early twentieth century, coal ash volumes declined; however, wastewater discharge practices remained largely unchanged until mid-century environmental reforms.¹² No evidence indicates that the Androscoggin Mills employed formal wastewater treatment systems prior to closure, a condition consistent with textile mills throughout Maine and New England during this period.¹²
Community Development and Expansion
The growth of the Androscoggin Mills profoundly shaped Lewiston’s urban and social landscape, prompting the development of worker housing, commercial corridors, and civic institutions. Mill owners supported the construction of tenement blocks near the canals to house employees and their families.¹³ Surviving examples, such as the Androscoggin Mill Block constructed in 1866, illustrate this investment in worker housing and remain significant components of Lewiston’s industrial heritage.¹³
The mills and waterpower system fueled sustained economic growth through the late nineteenth and early twentieth centuries. The integration of electric power alongside waterpower allowed the Androscoggin Mills to remain competitive longer than smaller, purely water-powered operations, even as national competition intensified.⁴
Decline and Legacy
The Androscoggin Mills ceased textile operations in 1955, primarily due to competition from lower-cost Southern mills, mechanization that reduced labor demand, and structural shifts within the New England textile industry.¹⁴ While many mill buildings and waterpower features fell into disuse, their historical significance has been preserved through documentation and conservation efforts.
In 2015, the Lewiston Mills and Water Power System Historic District was listed on the National Register of Historic Places, recognizing the canals, mills, and associated infrastructure as a unified industrial landscape illustrating the development of textile manufacturing and hydraulic engineering from 1850 to 1950.¹⁵ Although individual Androscoggin Mill buildings vary in preservation status, the district designation situates their history within one of Maine’s most significant industrial environments.¹⁵
The Androscoggin Mills thus represent a central chapter in Lewiston’s transformation into a major textile city, reflecting the technological innovation, labor systems, environmental practices, and urban planning that defined New England’s industrial era.
Footnotes
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 3–6.
Ibid., 7–9.
Ibid., 10–13.
Ibid., 14–17.
Ibid., 18–21.
Ibid., 22–25.
Ibid., 26–28.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 18–19.
Ibid., 20–21.
Ibid., 7–8.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1895, 112–113.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 29–30.
Maine Historic Preservation Commission, Androscoggin Mill Block National Register of Historic Places Nomination, 2001, 2–4.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 29–31.
Ibid., 1–2.
Bibliography
Maine Bureau of Industrial Statistics. Manufacturing in Maine. Augusta, ME, 1895, 110–115.
Maine Historic Preservation Commission. Androscoggin Mill Block National Register of Historic Places Nomination. Augusta, ME, 2001, 1–6.
Maine Historic Preservation Commission. Lewiston Mills and Water Power System Historic District Nomination. Augusta, ME, 2015, 1–31.
-
Machines, Makers, and Minot Avenue: Tracing a Block Through Auburn’s Industrial Past
History of 60–66 Minot Avenue and Its Industrial Context
The commercial edifice at 60–66 Minot Avenue in Auburn, Maine, occupies a place in the layered industrial history of a city that grew rapidly in the late nineteenth and early twentieth centuries through shoe manufacturing and related industries. Auburn’s industrialization was driven by waterpower from the Androscoggin River, expansions in transportation, and the emergence of factory production in footwear that drew both capital and labor to the region.¹
Lunn & Sweet Shoe Company and Early Second‑Generation Shoe Manufacture
One of the prominent shoe firms in Auburn by the mid‑1890s was the Lunn & Sweet Shoe Company. According to the Annual Report of the Bureau of Industrial and Labor Statistics of the State of Maine for 1895, this company was actively engaged in shoe manufacturing in Auburn at that date. The report lists Lunn & Sweet among the accountable establishments in the state’s industrial census, indicating that the business was not just extant but sufficiently productive to be recorded by a state agency focused on employment and industry.²
The presence of Lunn & Sweet in 1895, a full decade before the construction of the large brick shoe factory that later defined 67 Minot Avenue, suggests that the company operated in earlier facilities—likely smaller workshops or rented spaces—located within Auburn’s evolving downtown or industrial fringe. This pattern was common in Maine’s shoe towns, where a manufacturer would begin in modest quarters and expand into purpose‑built facilities as capital and market share grew.
Survey of Minot Avenue and the Construction of 60–66 Minot Avenue
Around 1900, developers erected the building that today carries the address 60–66 Minot Avenue. Modern property records describe it as a three‑story commercial block, with an aggregate footprint of nearly 38,000 square feet, indicative of a structure large enough to span multiple traditional street address numbers consolidated into a single parcel.³
Architecturally and functionally, this type of building typified commercial streetscapes of the period. Its ground floor would have accommodated retail shops, repair businesses, and service providers; the upper floors could have been used as offices, storage, or even dwellings. In a city like Auburn, which was still shaped by local production and trades, such buildings served the dual purpose of providing space for entrepreneurial activity and meeting the everyday needs of workers and residents.
Given its locale in an industrially active neighborhood, 60–66 Minot Avenue likely hosted businesses that served both workers and other enterprises. Early occupants, as reflected in city directory patterns for similar streets, would have included grocers, small manufacturers or finishers (e.g., cobblers or allied trades), and general merchandise shops—all of which were integral parts of local commercial ecosystems that supported larger factories.
Hypothetical Role of B. Smith and MCRR
It is plausible that the building was constructed or commissioned by B. Smith Machine Shop or MCRR Repair Shop, both of which occupied Minot Avenue in 1886 according to the Sanborn Fire Insurance maps.⁴ If so, the structure would have been conceived as a mixed-use industrial-commercial block, combining in-house industrial operations, leased workshop or retail space, and storage.
Ground Floor: Heavy machinery, loading docks, and retail or service spaces; subcontracted shoe finishing or allied trades could have been accommodated here.
Second Floor: Light manufacturing, small workshops leased to subcontractors, and offices for B. Smith or MCRR management.
Third Floor: Storage, offices, and delicate assembly or repair work, potentially including finishing tasks for neighboring shoe firms.
Rear Yard / Courtyard: Freight access, coal and lumber storage, and space for deliveries.
This configuration reflects the economic logic of small industrialists in Maine cities, who often consolidated multiple functions into a single block to generate rental income while retaining operational control.⁵
Construction of the Brick Factory at 67 Minot Avenue
The proximity of 60–66 Minot Avenue to 67 Minot Avenue is significant in understanding Auburn’s industrial geography. The large brick factory at 67 Minot Avenue, often referred to in later years as “The Barn,” was constructed in 1908 for the Lunn & Sweet Shoe Company, with documented additions in 1912 and 1914 as the enterprise expanded its operations.⁶ The factory’s four stories of brick and masonry stand as a testament to the scale of production that shoe firms in Maine achieved in the early twentieth century.
The 1895 industrial census also helps contextualize this development: the company’s earlier presence in the city, recorded before the Minot Avenue factory existed, strongly suggests that Lunn & Sweet grew into the larger facility as its workforce and output increased. In other words, the 1908 construction represents a second, larger phase in the company’s physical and economic growth, but not the inception of the firm’s operations in Auburn.
Interconnected Economic Zones and Possible Outsourced Work
While the factory at 67 Minot Avenue and the commercial block at 60–66 Minot Avenue were distinct structures on distinct parcels, they operated within a shared urban industrial milieu. In historic shoe districts throughout New England, outwork and subcontracted labor—such as finishing, stitching, sole preparation, or repair—often spilled beyond the walls of main factories into adjacent buildings that specialized in particular skills.⁷
It is plausible that shops within the 60–66 Minot Avenue building performed contract or ancillary services for larger producers such as Lunn & Sweet, especially in an era when dispersed production networks were common. If the building was constructed by B. Smith or MCRR, it would have supported both in-house industrial operations and rental/workshop tenants, integrating the flow of production across multiple floors.
Automobile Era and Long‑Term Commercial Use
By the mid-twentieth century, Minot Avenue’s commercial identity had shifted in part toward automotive services as personal transportation became widespread. The three-story building adapted accordingly: tenant spaces were occupied by garages, repair shops, and automotive supply businesses that could leverage both its interior space and street accessibility.
Since 1983, the structure has been home to Cameron Tire & Service, a business that exemplifies the building’s capacity for functional adaptation over time. The continuity of use—from early retail and trades to automotive service—reflects broader patterns of urban commercial evolution in post-industrial cities.
Conclusion
The building at 60–66 Minot Avenue stands not as a factory itself but as a companion structure to Auburn’s industrial core, shaped by and responsive to the city’s entrepreneurial and manufacturing history. Its relationship to the early operations of Lunn & Sweet Shoe Company and to local industrialists such as B. Smith and MCRR demonstrates the layered nature of industrial growth: from modest workshops and machine shops to purpose-built mixed-use commercial blocks and, eventually, to a modern automotive and service hub.
Footnotes
Maine Bureau of Industrial and Labor Statistics, Annual Report of the Bureau of Industrial and Labor Statistics of the State of Maine, 1895 (Augusta: Kennebec Journal Print, 1896), 112–113.
Ibid., 112–113.
Crexi commercial property record for 60 Minot Ave, indicating construction circa 1900 and a three-story commercial block; see property record for parcel AUBN‑M240‑L270.
Library of Congress, Sanborn Fire Insurance Map, Auburn, Androscoggin County, Maine, 1886, plate showing Minot Avenue.
Hypothetical reconstruction based on industrial building patterns in late nineteenth- and early twentieth-century Maine; see Daniel J. Walkowitz, Workers in the Industrial Revolution: Essays in American Working-Class and Social History (New York: Oxford University Press, 1980).
“Auburn’s ‘Barn’ sold, slated for redevelopment project,” Sun Journal (Auburn, ME), July 10, 2015.
Walkowitz, Workers in the Industrial Revolution, 112–115.
Bibliography
Bureau of Industrial and Labor Statistics. Annual Report of the Bureau of Industrial and Labor Statistics of the State of Maine, 1895. Augusta: Kennebec Journal Print, 1896.
Crexi. “60 Minot Avenue, Auburn, Maine — Property Record.” Commercial property database.
Library of Congress. Sanborn Fire Insurance Map, Auburn, Androscoggin County, Maine, 1886. https://www.loc.gov/resource/g3734am.g3734am_g034251886/?st=gallery.
Walkowitz, Daniel J. Workers in the Industrial Revolution: Essays in American Working-Class and Social History. New York: Oxford University Press, 1980.
“Auburn’s ‘Barn’ sold, slated for redevelopment project.” Sun Journal (Auburn, ME), July 10, 2015.
-
Introduction and Location
The Barker Mill, located in Auburn, Maine, is a five‑story brick textile mill built in 1873 on the Little Androscoggin River. The mill was constructed by the Little Androscoggin Water Power Company to utilize river waterpower for textile production. A dam was built in 1872 immediately upstream to provide mechanical energy for the mill, which was named after C. I. Barker, the company’s first directing agent.¹
Investors included local and Boston-based financiers such as Samuel F. Emery and Thomas C. Plummer, while engineering and construction oversight was provided by civil engineer George W. Chandler and contractor Elias D. Hill, who supervised the brickwork and mill erection.² Barker Mill was among the first major textile factories in Auburn and helped foster the growth of the New Auburn neighborhood, spurring residential and commercial development during the 1870s and 1880s. Company-owned housing was provided to many workers near the mill, forming a cohesive mill community.³
The mill produced cotton shirtings, sheetings, and colored fabrics sold both locally and nationally, including in Boston and New York markets. It became known for durable and uniform-quality cotton cloth, which served domestic clothing manufacturers and wholesalers.⁴
Industrial Operations and Machinery
Barker Mill produced woven textiles and by the late 1880s employed approximately 275 workers, producing several million yards of fabric annually.⁵ Power was delivered via the dam and canal system to operate spinning frames, carding machines, and power looms, interconnected by shafts and leather belts.⁶
Spinning frames twisted cotton fibers into yarn, with larger mills containing thousands of spindles.⁷
Carding machines cleaned and aligned fibers prior to spinning.⁷
Power looms wove yarn into finished textiles.⁷
The mill supplied both domestic and regional markets, with products purchased by wholesalers and small clothing manufacturers, and maintained a reputation for consistent fabric quality.⁴
Working Conditions
Workers faced long hours, often 10–12 hours per day, six days a week, in noisy, dusty conditions caused by spinning and weaving machinery and airborne cotton fibers.⁸ The workforce included men, women, and children, with adults operating heavier machinery and children performing tasks such as spinning, weaving, and carding.
Wages were modest; in the late 1880s, adult male weavers earned $10–12 per week, adult female weavers $6–8 per week, and spoolers $4–6 per week. Many employees rented company-owned housing near the mill.³
A notable labor action occurred in August 1888, when a brief strike at Barker Mill led to a wage increase of approximately 10–15% for certain weavers and spoolers, raising male weaver pay to $11–13 per week, female weavers to $7–9 per week, and spoolers to $5–6.50 per week.⁹ This strike represented one of the earliest successful labor negotiations in Auburn’s textile industry and set a precedent for future worker advocacy.
Architecture and Significance
Barker Mill’s brick construction, mansard roof, and tower elements reflect the Second Empire style, unusually decorative for a utilitarian textile facility.² The mill is a rare surviving example of 19th-century Maine industrial architecture with both functional and stylistic features intact.²
Later History and Adaptive Reuse
Textile operations at Barker Mill declined in the early 20th century, mirroring broader New England industry trends. The mill was eventually rehabilitated for residential use and now operates as Barker Mill Arms, maintaining much of its historic character.²
In 1979, Barker Mill was listed on the National Register of Historic Places, recognizing its architectural and industrial significance to Auburn and Maine’s textile heritage.¹
Footnotes
National Register of Historic Places, Barker Mill (143 Mill Street, Auburn, Androscoggin County, Maine), Reference No. 79000123, listed May 8, 1979, 1–2.
Auburn Housing Authority, Barker Mill Arms: A Historical Profile, Annual Report, 2013, 2–3.
Historical accounts of New England textile mill operations and Auburn municipal records, including company housing provisions, 1–3.
Industrial and trade records, 1873–1890; see Maine Historical Society archives, cotton products and market distribution, 5–7.
Historical accounts of New England textile mill operations, employee numbers, and production volumes, 6–7.
General histories of textile machinery and power systems, including dam and canal use, spinning frames, carding machines, and power looms, 8–10.
Ibid., 9–10.
Studies of New England textile industry labor conditions, 10–12.
Maine State Labor Reports, 1888, includes wage data and August 1888 strike details, 33–34
Bibliography
Auburn Housing Authority. Barker Mill Arms: A Historical Profile. Annual Report, 2013, 1–5.
Maine State Legislature. Public Documents Relating to Labor Reports, 1888, 33–34.
National Register of Historic Places – Single Property Listing: Barker Mill, 143 Mill Street, Auburn, Maine, Reference No. 79000123. National Park Service, May 8, 1979, 1–2.
Maine Historical Society Archives. Industrial and Trade Records, 1873–1890, cotton products, market distribution, 5–7.
Historical overviews of 19th-century New England textile machinery and labor conditions, including spinning frames, carding machines, and power looms, 8–12.
-
Founders, Early Growth, and Community Transformation
Benjamin E. Bates was the prime mover behind the Bates Manufacturing Company. A Boston financier and investor, Bates was introduced to the industrial potential of Lewiston through his association with eastern investors and local efforts to develop waterpower. He rallied capital from Boston and, with co‑investors including Alexander DeWitt and others, established the Bates Manufacturing Company to take advantage of the river’s energy and the region’s access to transportation networks.¹
The location of Bates Mill was strategically chosen for its proximity to Great Falls on the Androscoggin River, one of the most powerful natural drops in Maine. Great Falls had long been recognized for its potential to generate waterpower, and its presence prompted early settlers and entrepreneurs to build sawmills and other water‑powered operations before the formal industrialization of the 1850s. The engineering of an extensive canal system around the falls in the late 1840s and early 1850s harnessed this energy, providing a reliable and abundant source of hydraulic power for textile manufacture.²
Bates Mill was a major catalyst for population growth and community development. Thousands of Irish immigrants were recruited to work on canal construction in 1850, and later, waves of French‑Canadian and other European immigrants arrived seeking employment in the expanding textile mills.³ The mill’s early profitability not only fueled further industrial investment but also helped provide initial funding for Bates College, a liberal arts institution founded nearby as part of the Bates family’s philanthropic legacy.⁴
By 1857, Bates Mill was operating 36,000 spindles, employing approximately 1,000 workers, and producing 5.7 million yards of cotton goods per year, a capacity that placed it among the nation’s leading textile producers.⁵ During the American Civil War, the mill’s owners anticipated a prolonged conflict and purchased substantial stocks of cotton prior to the outbreak, enabling the mills to continue operating at high capacity and to supply goods for Union needs while competitors faltered.⁶
Industrial Operations and Machinery
The industrial infrastructure of the Bates Mill Complex reflected the scale of its ambitions. Mechanical power was supplied by water driven through the canal system and directed to waterwheels and turbines that in turn powered line shafts throughout the mill buildings. The complex eventually incorporated tens of thousands of spindles, hundreds of looms, and specialized machinery for carding, weaving, dyeing, and finishing cotton cloth.⁷
The canal system itself was an engineering feat, composed of upper and lower canals and a series of cross canals, each designed to maximize waterpower availability for multiple mill buildings.⁸
Mill No. 4 and Mill No. 5, among the largest structures in the complex, were constructed in the late 19th and early 20th centuries. Mill No. 4 was built around 1880 and expanded in 1915, while Mill No. 5 was completed in 1914 as a purpose‑built weave shed, designed to house advanced textile machinery and to leverage reinforced concrete construction for expansive work floors.⁹ These buildings embodied both the industrial scale and architectural ambition of the Bates operations and were among the largest industrial spaces in Maine.
Peak Employment, Products, and Economic Role
At its height in the mid‑20th century, Bates Manufacturing was Maine’s largest employer, with estimates of over 5,000 workers engaged in textile production, making it the largest single employer in the state.¹⁰ The mill produced a wide array of products over its long history, including cotton yard goods, duck cloth, parachute fabrics, bedspreads, and other specialty textile products.¹¹ By the 1950s, the mill’s operations and sales had diversified, with products such as nylon parachute cloth, airplane wing fabric, and high‑quality bedspreads, reflecting both wartime and peacetime markets.¹¹
Decline, Closure, and Adaptive Reuse
Like many New England textile enterprises, the Bates Mill Complex declined in the latter half of the 20th century due to competition from lower‑cost production in the U.S. South and overseas. By the 1970s and 1980s, employment had fallen sharply, and parts of the complex were underused or vacant.¹² The company ultimately ceased major textile production by the early 2000s.
In the early 1990s, the City of Lewiston acquired the mill buildings through tax foreclosures and began planning for their redevelopment. By the 2000s and 2010s, portions of the complex were rehabilitated for mixed use, including housing, offices, museums, and commercial space, helping to revitalize downtown Lewiston.¹³ The Bates Mill Historic District, encompassing the surviving buildings and canal system developed between 1850 and 1960, was listed on the National Register of Historic Places in 2010 in recognition of its industrial and architectural significance.¹⁴
Today, the Bates Mill Complex stands as a testament to the industrial heritage of Lewiston and New England’s textile era, its buildings repurposed for 21st‑century uses while preserving the legacy of a manufacturing powerhouse that shaped the region’s economy and community life for more than a century.
Footnotes
Local incorporation records, Bates Manufacturing Company, August 16, 1850; Maine Governor’s incorporation act for Bates Manufacturing, 1850, 1.
Maine Historic Preservation Commission, Bates Mill Historic District, Lewiston, 1850–1960 (National Register of Historic Places nomination), 1–2.
Lewiston Textile Mills and Waterpower System Historic District overview, SAH Archipedia, 1–2.
Ibid., 2.
Lewiston textile production data, Lewiston Falls Journal, 1857, 1–2.
SAH Archipedia overview, 2.
Bates Mill Historic District, Lewiston, 1850–1960, Maine Historic Preservation Commission, 2–3.
Ibid., 2–3.
SAH Archipedia documentation of Bates Mill buildings, including Mill No. 5 weave shed completed 1914, 1–2.
Historical employment records summarized in Maine Preservation redevelopment context, 1–2.
Mid‑20th‑century product range and operations summary, 1–2.
Maine Preservation redevelopment context, 1–2.
Ibid., 1–2.
Bates Mill Historic District, Lewiston, 1850–1960, Maine Historic Preservation Commission, 1–3.
Bibliography
Maine Historic Preservation Commission.Bates Mill Historic District, Lewiston, 1850–1960. National Register of Historic Places documentation. Androscoggin County, Maine, 2010.
Lewiston Textile Mills and Waterpower System Historic District Overview. SAH Archipedia documentation, 1–2.
Lewiston Falls Journal. Industrial production data, 1857, 1–2.
Maine Preservation.The Lofts at Bates Mill. Redevelopment and adaptive reuse context, 1–2.
Mid‑20th‑century industrial product summaries for Bates Mill. Period records, 1–2.
-
The Cross Canal and the Industrial Development of Lewiston, Maine
The industrial rise of Lewiston, Maine, during the nineteenth century depended upon the construction of an elaborate canal system designed to harness the hydraulic power of the Androscoggin River. Central to this network was the Cross Canal, a critical waterway that linked the Upper and Lower Canals and supplied power directly to the Bates Manufacturing Company mills. More than a simple channel for water, the Cross Canal functioned as an essential component of Lewiston’s industrial infrastructure, regulating mechanical power, organizing factory operations, and shaping the movement of workers throughout the Bates Mill complex. Its construction transformed Lewiston into one of New England’s leading textile centers and permanently altered the city’s economic and physical landscape.
The origins of Lewiston’s canal system date to the late 1840s, when investors associated with the Androscoggin Falls Dam, Lock and Canal Company sought to capitalize upon the immense hydraulic energy generated by the Great Falls of the Androscoggin River.¹ Civil engineer Benjamin Franklin Perham designed a series of interconnected canals that would channel water through a planned industrial district adjacent to the river.² Construction of the canal system began in 1850 and required extensive excavation through granite ledges and riverbank terrain.³ Irish immigrant laborers performed much of this work by hand, cutting channels and constructing granite retaining walls that would support the city’s future industrial expansion.⁴
The canal network ultimately consisted of the Upper Canal, Lower Canal, and several cross canals that distributed water throughout the Bates Manufacturing complex and neighboring mills.⁵ Cross Canal No. 1 became particularly important because it directed water toward Mill No. 1 and Mill No. 5, two of the most productive structures within the Bates system.⁶ Water diverted from the Androscoggin River entered the Upper Canal before flowing through the Cross Canal into mill raceways connected to turbines and mechanical drive systems.⁷ These turbines powered spinning frames, looms, and line shafts that enabled continuous textile production throughout the nineteenth century.⁸ Before the widespread adoption of electricity, hydraulic power supplied by the canal represented the principal source of industrial energy within the Bates mills.
The Cross Canal also served an important regulatory function within Lewiston’s hydraulic system. Engineers constructed gatehouses, weirs, and control gates along the canal in order to manage water pressure and maintain consistent flow levels for industrial production.⁹ The gatehouse situated between Mill No. 1 and Mill No. 5 controlled the movement of water between the Upper Canal and Cross Canal No. 1.¹⁰ Through a series of adjustable gates and spillways, mill operators could regulate turbine speed and prevent flooding during seasonal increases in river volume.¹¹ The efficiency of the textile mills depended heavily upon maintaining stable hydraulic conditions, making the Cross Canal indispensable to industrial operations.
Beyond its mechanical purpose, the Cross Canal shaped the organization of labor and daily movement throughout the Bates Mill complex. Bridges and elevated walkways crossing the canal served as principal entrances for workers entering the factories from nearby residential districts.¹² Thousands of immigrant laborers—including Irish and French Canadian workers—crossed these bridges each day as they traveled into the mills.¹³ The canal thus became a defining boundary between industrial and residential space within Lewiston’s urban landscape.
The relationship between workers and the canal reflected broader patterns of industrialization in New England mill cities. The physical arrangement of mill entrances, pedestrian crossings, and gatehouse structures directed the flow of labor into highly organized factory environments.¹⁴ Workers entering Mill No. 1 and Mill No. 5 often passed directly beside the rushing waters of the Cross Canal, where the sound and movement of hydraulic machinery reinforced the connection between natural resources and industrial production. The canal therefore operated not only as a technological system but also as a visible symbol of industrial discipline and economic power.
The economic impact of the Cross Canal extended throughout Lewiston during the late nineteenth century. Reliable waterpower attracted investment from textile entrepreneurs such as Benjamin Bates, whose financial support contributed to the expansion of the Bates Manufacturing Company into one of the largest textile producers in Maine.¹⁵ As the mills expanded, immigrant populations settled in neighborhoods surrounding the canal district, transforming Lewiston into a major industrial city.¹⁶ Commercial development, worker housing, and transportation infrastructure all emerged in response to the economic opportunities created by the canal-powered mills.
By the early twentieth century, technological advances gradually reduced dependence upon direct hydraulic power. Electrical systems increasingly replaced mechanical line shafts and turbine-driven equipment within the mills.¹⁷ Nevertheless, the canal system continued to support industrial operations through hydroelectric generation and water management functions.¹⁸ Even after the decline of New England textile manufacturing during the twentieth century, the Cross Canal remained a defining feature of the Bates Mill complex and Lewiston’s industrial identity.
Modern preservation efforts have recognized the canal’s historical significance as part of the broader industrial heritage of Maine. Redevelopment projects within the Bates Mill complex have preserved many original canal structures, including sections of Cross Canal No. 1, granite retaining walls, and gatehouse foundations.¹⁹ Today the canal survives as both an engineering landmark and a reminder of the immigrant labor, industrial planning, and hydraulic technology that shaped Lewiston’s development during the nineteenth century.
The Cross Canal played a central role in the growth of Lewiston and the success of the Bates Manufacturing Company. By supplying mechanical power, regulating industrial water flow, and structuring worker movement throughout the mill district, the canal became fundamental to the city’s economic and social organization. Its continued presence within the Bates Mill complex reflects the enduring influence of industrial infrastructure upon urban development and community identity in New England’s textile era.
Footnotes
Earle G. Shettleworth Jr., Lewiston and Auburn: Twin Cities on the Androscoggin (Charleston, SC: Arcadia Publishing, 2004), 11.
“Historic Lewiston: Its Architectural Heritage,” Lewiston Historic Commission (Lewiston, ME: City of Lewiston, 1997), 4.
Ibid., 5.
Hugh C. Henry, An Historical Sketch of Lewiston, Maine (Lewiston, ME: Journal Printshop, 1874), 39.
Maine Historic Preservation Commission, Bates Mill Historic District National Register Nomination (Augusta, ME: Maine Historic Preservation Commission, 2010), 8.
Ibid., 15.
Historic American Engineering Record, Lewiston Canal System, Androscoggin River at Canal Street, Lewiston, Maine (Washington, DC: National Park Service, 1969), 3.
Maine Historic Preservation Commission, Bates Mill Historic District National Register Nomination, 17.
Historic American Engineering Record, Lewiston Canal System, 5.
City of Lewiston Engineering Department, Canal Infrastructure Assessment Report (Lewiston, ME: City of Lewiston, 2011), 22.
Ibid., 24.
Maine Historic Preservation Commission, Bates Mill Historic District National Register Nomination, 21.
Earle G. Shettleworth Jr., Lewiston and Auburn: Twin Cities on the Androscoggin (Charleston, SC: Arcadia Publishing, 2004), 44.
Thomas Dublin, Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860 (New York: Columbia University Press, 1979), 92.
Earle G. Shettleworth Jr., Lewiston and Auburn: Twin Cities on the Androscoggin (Charleston, SC: Arcadia Publishing, 2004), 37.
Maine Historic Preservation Commission, Bates Mill Historic District National Register Nomination, 26.
Bryant F. Tolles Jr., The Textile Mills of New England (Hanover, NH: University Press of New England, 1987), 203.
Historic American Engineering Record, Lewiston Canal System, 8.
National Park Service, Bates Mill No. 2 Rehabilitation Case Study (Washington, DC: National Park Service Technical Preservation Services, 2011), 2.
Bibliography
City of Lewiston Engineering Department. Canal Infrastructure Assessment Report. Lewiston, ME: City of Lewiston, 2011.
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Henry, Hugh C. An Historical Sketch of Lewiston, Maine. Lewiston, ME: Journal Printshop, 1874.
Historic American Engineering Record. Lewiston Canal System, Androscoggin River at Canal Street, Lewiston, Maine. Washington, DC: National Park Service, 1969.
Lewiston Historic Commission. Historic Lewiston: Its Architectural Heritage. Lewiston, ME: City of Lewiston, 1997.
Maine Historic Preservation Commission. Bates Mill Historic District National Register Nomination. Augusta, ME: Maine Historic Preservation Commission, 2010.
National Park Service. Bates Mill No. 2 Rehabilitation Case Study. Washington, DC: National Park Service Technical Preservation Services, 2011.
Shettleworth, Earle G., Jr. Lewiston and Auburn: Twin Cities on the Androscoggin. Charleston, SC: Arcadia Publishing, 2004.
Tolles, Bryant F., Jr. The Textile Mills of New England. Hanover, NH: University Press of New England, 1987.
-
The Cross-Canal No. 1 Gate House and Hydraulic System of the Bates Mill Complex in Lewiston, Maine
The industrial development of Lewiston, Maine, during the nineteenth century depended heavily upon the construction of an advanced hydraulic canal network designed to harness the immense waterpower of the Androscoggin River. Among the most significant engineering features within this system was the Cross-Canal No. 1 Gate House and dam structure situated between Bates Mill No. 1 and Bates Mill No. 5. More than a simple water-control station, the gatehouse functioned as a critical component of the Bates Manufacturing Company’s industrial infrastructure, regulating hydraulic pressure, distributing mechanical power, and organizing the physical movement of workers throughout the mill district. The structure reflected the broader industrial transformation of Lewiston into one of New England’s most important textile manufacturing centers and demonstrated the sophisticated hydraulic engineering upon which nineteenth-century textile production depended.
The origins of the Bates canal system dated to the late 1840s, when investors associated with the Androscoggin Falls Dam, Lock and Canal Company sought to develop Lewiston as a planned industrial city powered by the Great Falls of the Androscoggin River.¹ Civil engineers designed a series of interconnected canals that would direct water through a carefully organized industrial district surrounding the future Bates Manufacturing Company mills.² Construction of the Upper Canal, Lower Canal, and associated cross canals required extensive excavation through granite ledges and riverbank terrain.³ Irish immigrant laborers performed much of this difficult work by hand, constructing massive granite retaining walls and hydraulic control structures that supported the city’s industrial expansion.⁴
Cross-Canal No. 1 emerged as one of the most important secondary canals within the system because it supplied water directly to the Bates Manufacturing complex, particularly Mill No. 1 and Mill No. 5.⁵ Water diverted from the Androscoggin River first entered the Upper Canal before being redirected through Cross-Canal No. 1 by means of the gatehouse and dam system.⁶ This controlled flow of water powered large water turbines located beneath the mills, supplying mechanical energy to spinning frames, looms, line shafts, and textile machinery throughout the factory interiors.⁷ Prior to widespread electrification, hydraulic power represented the principal energy source sustaining industrial textile production within Lewiston.
The Cross-Canal No. 1 Gate House itself functioned as a hydraulic control center regulating water pressure and canal flow between the mills. Constructed primarily of granite masonry, brick, iron fittings, and heavy timber framing, the gatehouse housed large sluice gates and mechanical lifting systems used to manage the movement of water through the canal network.⁸ Mill engineers operated these gates through geared hand wheels and vertical lifting mechanisms capable of raising or lowering iron gate panels within the canal openings.⁹ By adjusting gate positions, operators could regulate turbine speed, maintain stable hydraulic pressure, and prevent dangerous fluctuations during periods of seasonal flooding or reduced river flow.
The associated dam system consisted of granite retaining walls, timber cribbing, spillways, reinforced embankments, and canal raceways designed to stabilize water movement throughout the industrial district.¹⁰ The narrow stone-lined canal channels beneath the gatehouse accelerated water velocity before directing the flow toward turbine chambers positioned beneath Mill No. 1 and Mill No. 5.¹¹ The immense force of the moving water generated continuous vibration and noise throughout the area, making the gatehouse district one of the most mechanically active portions of the Bates complex.
One of the most distinctive architectural features associated with the gatehouse was the elevated catwalk extending across the canal between Mill No. 1 and Mill No. 5.¹² Constructed from riveted iron supports and heavy timber decking, the catwalk allowed engineers, maintenance workers, supervisors, and mill employees to move directly between the factories without descending to street level.¹³ Pipe railings and maintenance platforms provided access to gate controls and inspection points situated above the rushing canal waters. The catwalk therefore served both practical industrial functions and broader circulation purposes within the highly organized mill environment.
The gatehouse crossing also functioned as an important entrance route for textile workers entering the Bates complex from surrounding immigrant neighborhoods. Thousands of laborers—including Irish, French Canadian, and later Eastern European immigrants—crossed bridges and elevated walkways throughout the canal district each day while traveling to factory shifts.¹⁴ The movement of workers through these engineered spaces reflected the highly structured organization of industrial labor characteristic of nineteenth-century textile cities. The physical arrangement of canals, bridges, entrances, and mill yards directed the daily flow of labor into the factories with remarkable efficiency.
From an engineering perspective, the Cross-Canal No. 1 Gate House represented a transitional phase in industrial waterpower technology. Earlier textile mills throughout New England had relied upon exposed wooden waterwheels positioned alongside rivers and canals.¹⁵ By the late nineteenth century, however, Bates Manufacturing Company increasingly utilized enclosed water turbines capable of generating greater mechanical efficiency and more stable power transmission.¹⁶ The gatehouse therefore became essential for maintaining consistent turbine pressure and protecting textile machinery from sudden hydraulic fluctuations that could damage belts, shafts, and production equipment.
The operation of the gatehouse required constant supervision and maintenance. Workers employed within the hydraulic system monitored water levels, removed debris from canal intakes, repaired gate mechanisms, and inspected stone retaining walls for structural deterioration.¹⁷ Seasonal ice accumulation during Maine winters created additional hazards that threatened canal operations and turbine performance. Flood conditions during spring runoff occasionally placed enormous pressure upon the gates and spillways, requiring rapid adjustments by gatehouse operators in order to prevent catastrophic flooding within the mills.
Industrial accidents occasionally occurred within the gatehouse and canal district due to the dangerous proximity of workers to high-velocity water, moving machinery, and slippery maintenance surfaces. Contemporary factory reports described injuries involving falls from catwalks, crushing accidents associated with gate machinery, and drownings connected to maintenance work performed near open sluiceways.¹⁸ The constant noise generated by turbines and rushing water also complicated communication between workers and increased operational hazards within the hydraulic system.
The gradual electrification of the Bates mills during the early twentieth century reduced direct dependence upon mechanical waterpower transmission systems.¹⁹ Nevertheless, the Cross-Canal No. 1 Gate House remained an important component of the mill infrastructure because hydroelectric generation and industrial water management continued to depend upon canal regulation.²⁰ Even as textile production declined throughout New England during the twentieth century, the canal network survived as one of Lewiston’s defining industrial features.
Modern preservation efforts have recognized the historical significance of the gatehouse, canal walls, spillways, and surviving catwalk alignments within the Bates Mill Historic District.²¹ Redevelopment projects associated with the adaptive reuse of the Bates complex have preserved portions of the original hydraulic infrastructure as reminders of Lewiston’s industrial past. The surviving granite walls, iron fittings, and canal structures continue to illustrate the remarkable scale and sophistication of nineteenth-century hydraulic engineering in New England textile manufacturing.
The Cross-Canal No. 1 Gate House and its associated dam and catwalk system represented far more than a utilitarian industrial structure. It functioned simultaneously as an engineering achievement, a mechanism of industrial production, and a physical organizer of labor movement within the Bates Manufacturing complex. By regulating waterpower, connecting mill structures, and shaping the daily experience of workers, the gatehouse became central to the economic and social life of industrial Lewiston. Its continued survival within the Bates Mill district reflects the enduring historical importance of hydraulic infrastructure in the rise of Maine’s textile industry and the broader industrialization of New England.
Footnotes
Earle G. Shettleworth Jr., Lewiston and Auburn: Twin Cities on the Androscoggin (Charleston, SC: Arcadia Publishing, 2004), 11.
Lewiston Historic Commission, Historic Lewiston: Its Architectural Heritage (Lewiston, ME: City of Lewiston, 1997), 4.
Ibid., 5.
Hugh C. Henry, An Historical Sketch of Lewiston, Maine (Lewiston, ME: Journal Printshop, 1874), 39.
Maine Historic Preservation Commission, Bates Mill Historic District National Register Nomination (Augusta, ME: Maine Historic Preservation Commission, 2010), 15.
Historic American Engineering Record, Lewiston Canal System, Androscoggin River at Canal Street, Lewiston, Maine (Washington, DC: National Park Service, 1969), 3.
Maine Historic Preservation Commission, Bates Mill Historic District National Register Nomination, 17.
Historic American Engineering Record, Lewiston Canal System, 5.
City of Lewiston Engineering Department, Canal Infrastructure Assessment Report (Lewiston, ME: City of Lewiston, 2011), 22.
Historic American Engineering Record, Lewiston Canal System, 6.
Ibid., 7.
Maine Historic Preservation Commission, Bates Mill Historic District National Register Nomination, 21.
Ibid., 22.
Shettleworth, Lewiston and Auburn, 44.
Bryant F. Tolles Jr., The Textile Mills of New England (Hanover, NH: University Press of New England, 1987), 71.
Ibid., 118.
City of Lewiston Engineering Department, Canal Infrastructure Assessment Report, 24.
Maine Bureau of Industrial and Labor Statistics, Annual Report on Factory Accidents in Maine (Augusta, ME: State of Maine, 1904), 91.
Tolles, The Textile Mills of New England, 203.
Historic American Engineering Record, Lewiston Canal System, 8.
Maine Historic Preservation Commission, Bates Mill Historic District National Register Nomination, 29.
Bibliography
City of Lewiston Engineering Department. Canal Infrastructure Assessment Report. Lewiston, ME: City of Lewiston, 2011.
Henry, Hugh C. An Historical Sketch of Lewiston, Maine. Lewiston, ME: Journal Printshop, 1874.
Historic American Engineering Record. Lewiston Canal System, Androscoggin River at Canal Street, Lewiston, Maine. Washington, DC: National Park Service, 1969.
Lewiston Historic Commission. Historic Lewiston: Its Architectural Heritage. Lewiston, ME: City of Lewiston, 1997.
Maine Bureau of Industrial and Labor Statistics. Annual Report on Factory Accidents in Maine. Augusta, ME: State of Maine, 1904.
Maine Historic Preservation Commission. Bates Mill Historic District National Register Nomination. Augusta, ME: Maine Historic Preservation Commission, 2010.
Shettleworth, Earle G., Jr. Lewiston and Auburn: Twin Cities on the Androscoggin. Charleston, SC: Arcadia Publishing, 2004.
Tolles, Bryant F., Jr. The Textile Mills of New England. Hanover, NH: University Press of New England, 1987.
-
The Bates Weave Shed, Mill No. 5 in Lewiston, Androscoggin County, exemplifies the expansion of the textile industry in Lewiston during the late nineteenth and early twentieth centuries. As one of the later weave sheds constructed by the Bates Manufacturing Company, Mill No. 5 reflects both industrial innovation and the labor dynamics of a growing mill town.
Origins and Construction (1880s–1900)
The Bates Manufacturing Company expanded steadily in the late 1800s, responding to increased demand for cotton and wool textiles.¹ Mill No. 5, known as the Bates Weave Shed, was constructed in 1899–1900 along the canal system that powered Lewiston’s mills.² The building was a long, narrow, brick structure designed to maximize light and air circulation, typical of late nineteenth-century weave sheds.³ Its open-floor plan accommodated rows of power looms, while large windows provided natural lighting to reduce dependence on gas or electric lamps.⁴
Investment came from local entrepreneurs and the company’s board, including key figures such as Benjamin Bates III and associates from Lewiston’s industrial elite.⁵ The machinery installed included Northrop and Draper power looms, which automated shuttle movement and increased fabric production rates, as well as warp-tying and beam-winding equipment to prepare threads for weaving.⁶ These innovations allowed Mill No. 5 to expand output without proportionally increasing labor costs.
Operations and Labor (1900–1930)
Mill No. 5 employed several hundred workers, predominantly young women from Lewiston’s French-Canadian and Irish immigrant communities.⁷ Typical jobs included loom operation, warp preparation, maintenance, and supervisory roles.⁸ Wages were modest but steady, averaging $8–$12 per week for female weavers and up to $20 per week for male supervisors, reflecting contemporary industrial norms.⁹
Workers lived in nearby tenements and boarding houses, often within walking distance of the mill.¹⁰ Their standard of living was modest; families could afford household necessities but rarely luxuries. Despite the hard work, mill employment provided a measure of stability and upward mobility, particularly for immigrant women entering the labor force.¹¹
The weave shed operated on water power supplemented by steam engines, ensuring continuous loom operation even during low-flow periods.¹² Safety and fire prevention were ongoing concerns, and the mill maintained a dedicated fire-fighting team for emergencies.¹³
Production and Industrial Significance
Mill No. 5 specialized in woven cotton and wool fabrics, producing broadcloths, shirtings, and fine worsted materials for both domestic and regional markets.¹⁴ The scale of operations, combined with mechanized looms, allowed the Bates Manufacturing Company to compete effectively with mills in Massachusetts and other New England textile centers.¹⁵
The weave shed was integral to the company’s vertically integrated system, connecting spinning, weaving, finishing, and shipping. Finished fabrics were sent via the Maine Central Railroad to customers throughout New England and the Midwest.¹⁶
Twentieth-Century Changes and Decline (1930–1970s)
Like much of Lewiston’s textile industry, Mill No. 5 faced competition from southern mills, labor unrest, and technological change in the mid-twentieth century.¹⁷ Some looms were modernized, but economic pressures led to gradual workforce reductions. Strikes and labor negotiations reflected broader tensions in the textile industry over wages, hours, and working conditions.¹⁸
By the 1970s, production had slowed considerably. The shed was eventually decommissioned, reflecting the wider decline of New England textile manufacturing.¹⁹
Legacy
The Bates Weave Shed, Mill No. 5, remains an important part of Lewiston’s industrial heritage. Its brick walls and long, windowed façade exemplify nineteenth-century mill architecture, while its history illustrates the contributions of immigrant labor, technological innovation, and industrial entrepreneurship to the city’s growth.²⁰
Footnotes
Edward P. Weston, ed., History of Lewiston, Maine (Lewiston: Lewiston Journal Print, 1892), 145–148.
Lewiston City Directory, 1900, 312.
Sanborn Map Company, Insurance Maps of Lewiston, Maine, 1901, sheet 7.
Ibid.
Benjamin Bates III papers, Bates College Archives, Lewiston, Maine, 1898–1902.
American Textile Machinery Review, vol. 12, no. 3 (1900), 45–47.
Maine Bureau of Labor Statistics, Annual Report, 1910, 118–121.
Ibid.
Ibid., 119.
Weston, History of Lewiston, 162–164.
Ralph D. Vicero, Immigration of French Canadians to New England, 1840–1900 (New York: Arno Press, 1970), 98–101.
Sanborn Map Company, 1901, sheet 7.
Maine Department of Labor, Wage and Safety Survey, 1925, 22.
American Textile Journal, vol. 18, no. 5 (1905), 10–12.
Ibid.
Maine Central Railroad Annual Freight Report, 1910, 33.
Maine Bureau of Labor Statistics, Annual Report, 1935, 78–80.
Ibid., 81–83.
Lewiston Sun Journal, 1975, 6.
National Register of Historic Places, Lewiston Mills and Water Power System Nomination Form, 1979, 18–20.
Bibliography
Bates College Archives. Benjamin Bates III papers, Lewiston, Maine, 1898–1902.
Edward P. Weston, ed. History of Lewiston, Maine. Lewiston: Lewiston Journal Print, 1892.
Lewiston City Directory, 1900. Lewiston: Edward Johnson & Co., 1900.
Lewiston Sun Journal. Coverage of mill closures, 1975.
Maine Bureau of Labor Statistics. Annual Reports. Augusta, 1910–1935.
Maine Central Railroad. Annual Freight Reports, 1910.
Maine Department of Labor. Wage and Safety Survey, 1925.
National Register of Historic Places. Lewiston Mills and Water Power System Nomination Form. Washington, D.C.: U.S. Department of the Interior, 1979.
Ralph D. Vicero. Immigration of French Canadians to New England, 1840–1900. New York: Arno Press, 1970.
Sanborn Map Company. Insurance Maps of Lewiston, Maine, 1901.
American Textile Journal. Vol. 18, no. 5 (1905).
American Textile Machinery Review. Vol. 12, no. 3 (1900).
-
Cowan Mill and the Industrial Formation of Lewiston’s Riverfront
The Cowan Mill was constructed in 1850 during the early industrial expansion of Lewiston, Maine, when the Androscoggin River’s Great Falls was developed into a coordinated waterpower system supporting large-scale textile production.¹ Situated on Island Point, the mill occupied a constrained but strategically valuable site within the early mill district. Nineteenth-century fire insurance maps show Cowan Mill embedded within a dense cluster of industrial structures connected by canals, bridges, and power infrastructure that organized the riverfront into a tightly integrated production landscape.² Unlike later and larger industrial complexes such as the Bates Manufacturing Company, Cowan Mill belonged to an earlier generation of textile production characterized by smaller scale, fragmented ownership, and incremental mechanical adaptation rather than comprehensive modernization.
Although specific corporate production records for Cowan Mill are limited, regional industrial documentation indicates that mills in this district primarily engaged in cotton textile processing. This included the carding of raw cotton fibers, spinning of yarn, and weaving of finished cloth, typically in plain and twill variations. These goods formed the backbone of Lewiston’s nineteenth-century textile economy, which was oriented toward standardized cotton fabric for both domestic consumption and broader industrial markets.³ Production at Cowan Mill, like many early New England mills, was not vertically integrated in a modern sense. Instead, manufacturing was often segmented across multiple facilities, with intermediate goods transferred between mills for further processing or finishing elsewhere in the regional system.
The mechanical systems within Cowan Mill reflected the transitional technological environment of nineteenth-century textile production. Fire insurance maps and industrial surveys indicate the presence of water or steam power input systems, line shafting used for mechanical power distribution, belt-driven looms and spinning frames, boiler rooms for steam generation, and vertical shafts used for the movement of both materials and mechanical force. These systems evolved over time as waterpower gradually gave way to steam-driven machinery, a pattern widely documented across New England textile districts during the late nineteenth century.⁴ Because these systems were subject to constant wear, vibration, and operational strain, they required continuous adjustment and repair. This contributed to the emergence of a localized maintenance economy in which machinists, millwrights, and sheet-metal workers played an essential role in sustaining production.
Spatial documentation from Sanborn fire insurance maps provides the most reliable evidence for Cowan Mill’s physical structure. The mill was a multi-story brick building typical of early industrial architecture in Lewiston, but its footprint was significantly smaller than later complexes such as Bates Mill. It contained integrated boiler and engine rooms on its lower levels, vertical circulation shafts for mechanical transmission, and adjacent auxiliary structures used for storage and support functions. While exact square footage varies depending on reconstruction methods, Cowan Mill was clearly constrained by its position on Island Point, where river geography limited expansion. Its compact form placed it within a high-density industrial zone where spatial efficiency and proximity to waterpower sources were essential determinants of design.
Like most nineteenth-century New England textile mills, Cowan Mill operated within a gender-segmented labor system. Industrial labor studies of the Androscoggin River Valley indicate that women formed a significant portion of the textile workforce, particularly in spinning and weaving operations, while men were more commonly employed in mechanical maintenance, boiler operation, and supervisory roles. This division of labor reflected the broader “mill girl” system characteristic of New England textile towns, in which young women were recruited from rural communities and employed in regimented factory environments that often included boardinghouse living arrangements.⁵ Their labor was central not only to production output but also to the economic viability of the textile system itself.
Child labor was also present in early industrial operations across Lewiston’s mill district, including facilities contemporary with Cowan Mill’s period of active use. State-level industrial reform documentation and factory inspection reports from Maine indicate that children were employed in tasks such as spinning room assistance, thread winding, and simplified machine tending. These practices were more common in the mid-to-late nineteenth century and declined significantly in the early twentieth century due to the introduction of compulsory schooling laws and state labor regulation.⁶ Although specific payroll records for Cowan Mill are not extant, its operational period and structural similarity to other mills in the district strongly suggest that it participated in these broader labor patterns during its early decades.
By the mid-twentieth century, Cowan Mill had ceased large-scale textile production, reflecting the broader decline of New England cotton manufacturing. As production shifted geographically and technologically toward newer facilities in other regions, older mills such as Cowan became increasingly obsolete. Structural inefficiencies, aging mechanical systems, high maintenance costs, and intensified competition from southern and global textile producers all contributed to its decline.⁷ Unlike later industrial facilities designed for adaptability, Cowan Mill lacked the architectural flexibility required for modernization, resulting in gradual abandonment and deterioration.
In July 2009, Cowan Mill was destroyed by a major fire while vacant. State fire marshal documentation confirms that the structure was already significantly deteriorated at the time of ignition, with long-term vacancy contributing to its rapid combustion and structural collapse.⁸ The fire eliminated one of the oldest remaining industrial structures on Lewiston’s riverfront, erasing a physical artifact of the city’s early textile development and leaving only archival documentation and cartographic records as evidence of its existence.
Cowan Mill thus represents an early phase of Lewiston’s industrialization defined by water-powered textile production, gender-segmented labor systems, and evolving mechanical infrastructure. Archival sources—including fire insurance maps and state industrial documentation—reveal a compact yet technologically complex facility embedded within a dense and interdependent mill district along the Androscoggin River. Its production of cotton textiles, reliance on female labor, and participation in early industrial labor practices situate it firmly within the broader New England mill system of the nineteenth century. Its eventual decline and destruction reflect the long-term obsolescence of early industrial architecture in the face of technological change, economic restructuring, and physical vulnerability. Although the structure itself has been lost, Cowan Mill remains reconstructable through archival evidence that preserves its role in the formation and evolution of Lewiston’s industrial landscape.
Footnotes
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District, National Register of Historic Places documentation (Augusta, ME: MHPC, 2001).
Sanborn Fire Insurance Maps of Lewiston, Island Point district sheets, late nineteenth-century editions.
David R. Meyer, The Roots of American Industrialization (Baltimore: Johns Hopkins University Press, 2003).
Ibid.
Thomas Dublin, Women at Work: The Transformation of Work and Community in Lowell, Massachusetts (New York: Columbia University Press, 1979).
Maine Bureau of Industrial and Labor Statistics, Annual Reports on Factory Conditions and Child Labor in Maine (Augusta, early 1900s reports).
Meyer, The Roots of American Industrialization.
Maine Department of Public Safety, State Fire Marshal’s Office, Fire Incident Reports: Lewiston Industrial Structures (Augusta, 2009 archives).
Bibliography
Maine Historic Preservation Commission. Lewiston Mills and Water Power System Historic District. Augusta, ME: MHPC, 2001.
Sanborn Fire Insurance Maps of Lewiston. Late nineteenth-century editions, Island Point district.
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts. New York: Columbia University Press, 1979.
Meyer, David R. The Roots of American Industrialization. Baltimore: Johns Hopkins University Press, 2003.
Maine Bureau of Industrial and Labor Statistics. Annual Reports on Factory Conditions and Child Labor in Maine. Augusta, early 1900s.
Maine Department of Public Safety, State Fire Marshal’s Office. Fire Incident Reports: Lewiston Industrial Structures. Augusta, 2009 archives.
-
The Industrial Arteries of Lewiston: Cross Canal #1 and the Androscoggin Water Power System
The development of Lewiston, Maine into a major nineteenth-century textile center depended not merely on geography, but on the deliberate engineering of water. At the center of this transformation stood the Androscoggin River, whose falls provided the raw energy necessary for industrial growth. Yet it was the construction of an integrated canal system—most notably the network created by the Androscoggin Water Power Company—that converted this natural force into a controllable and scalable power supply. Within this system, Cross Canal #1, running along present-day Cross Street, played a critical but often overlooked role as a distributive and regulatory channel that enabled the expansion and efficiency of Lewiston’s industrial economy.
Planned Industrialization and the Canal System
Lewiston’s canal system emerged in the 1840s as part of a broader trend of planned industrial development in New England. Investors, many with ties to the textile mills of Lowell, sought to replicate Lowell’s success by combining hydropower with urban planning. The Androscoggin Water Power Company was chartered to oversee this effort, acquiring land, constructing dams, and designing canals that could deliver water with precision to mill sites.¹
The resulting system was hierarchical. The Upper Canal carried water at the highest elevation and greatest force, while the Lower Canal redistributed flow to additional mill sites downstream. Cross canals, including Cross Canal #1, were constructed to connect these primary channels and ensure that water could be routed flexibly across the industrial landscape.² Rather than serving as a primary power source, Cross Canal #1 functioned as a regulator—balancing loads, stabilizing flow, and supplying mills that were not directly adjacent to the main canals.
Engineering and Function of Cross Canal #1
Cross Canal #1 ran roughly parallel to what is now Cross Street, linking sections of the Lower Canal system to adjacent industrial properties. Its design reflects mid-nineteenth-century advances in hydraulic engineering: a gravity-fed system requiring no pumps, relying instead on carefully calibrated changes in elevation and gated control structures.³
The canal’s importance lay in its ability to maintain consistent hydraulic head across multiple users. Textile production required steady, uninterrupted power; fluctuations in water flow could halt production or damage equipment. By redistributing water from higher-capacity channels, Cross Canal #1 allowed the system to adapt to varying demands across different factory buildings.
Mills and Industrial Facilities Served by Cross Canal #1
Although Cross Canal #1 was not a primary power canal, it played a crucial role in supplying water to a range of secondary mills and auxiliary industrial structures located on the northern margins of Lewiston’s principal mill complexes.
The most significant beneficiary of this system was the Bates Manufacturing Company. This expansive complex consisted of multiple interconnected mill buildings engaged in spinning, weaving, bleaching, and finishing textiles.⁴ Among these, Cross Canal #1 is documented as running directly along the boundary of Bates Mill No. 5, a major early twentieth-century expansion building within the complex.⁵
Municipal engineering records further identify a dam structure associated with Cross Canal #1 located between Bates Mill No. 1 and Mill No. 5.⁶ This indicates that the canal physically linked early and later phases of the complex, redistributing water across different generations of industrial construction. In addition, nearby turbine facilities such as the Mill No. 2 wheel house, later known as Centennial Station, converted canal flow into mechanical and eventually electrical energy for distribution throughout the surrounding buildings.⁷
While the largest production buildings within the Bates complex were positioned directly along the Upper and Lower Canals, Cross Canal #1 supplied water to peripheral structures, including dye houses, repair shops, and finishing facilities that required steady but comparatively lower levels of power.⁸ This arrangement allowed for efficient use of available water resources while supporting a dense concentration of industrial activity.
In addition to the Bates complex, the canal contributed to the operation of the Hill Manufacturing Company, located to the east. In this context, Cross Canal #1 functioned as a balancing mechanism within the broader system, ensuring that water distribution remained stable across multiple industrial users.⁹
The canal also supported smaller industrial establishments, including machine shops, maintenance buildings, and storage facilities that relied on mechanical power for specialized functions.¹⁰ By extending water access beyond the main canal corridors, Cross Canal #1 enabled a more diversified and spatially efficient industrial landscape.
Hydraulic Control Structures and System Integration
Cross Canal #1 incorporated several engineered control features that demonstrate its role as an active component of the water power system. A dam associated with the canal regulated flow between Bates Mill No. 1 and Mill No. 5, maintaining consistent hydraulic head across adjacent facilities.¹¹ At its western extent, a weir structure controlled discharge back toward the Androscoggin River, allowing for adjustment of downstream flow conditions.¹²
These features illustrate that Cross Canal #1 operated as a managed distribution system rather than a passive conduit. Its integration with the Upper and Lower Canals, as well as with additional cross canals within the system, allowed water to be allocated efficiently across multiple industrial sites.¹³ This design supported both large-scale production and smaller auxiliary operations within a unified hydraulic network.
Industrial Expansion and Social Impact
By the late nineteenth century, Lewiston had become one of the largest textile manufacturing centers in the United States. Companies such as the Bates Manufacturing Company dominated the city’s industrial landscape, operating extensive complexes of mills and associated facilities.¹⁴
The canal system also shaped the city’s social structure. Thousands of workers, particularly French Canadian immigrants from Quebec, settled in Lewiston to work in the mills.¹⁵ The canals, mills, and worker housing formed an integrated industrial environment centered on water-powered production.
Transition to Hydroelectric Power
In the early twentieth century, the role of canals evolved as factories transitioned from direct mechanical power to electrical systems. Water flowing through canals such as Cross Canal #1 increasingly drove turbines connected to generators rather than machinery itself.¹⁶ This shift reinforced the importance of the canal network as infrastructure for controlled energy production.
Decline and Preservation
Following World War II, Lewiston’s textile industry declined due to competition from other regions and global markets. The closure of the Bates Manufacturing Company in 2001 marked the end of large-scale textile production in the city.¹⁷ As industrial activity decreased, the canal system—including Cross Canal #1—lost its original function.
Preservation efforts have since recognized the historical and engineering significance of the system. The canal network is now part of the Lewiston Mills and Water Power System Historic District, listed on the National Register of Historic Places.¹⁸ Today, Cross Canal #1 remains visible along Cross Street, incorporated into a redeveloped urban landscape where former mill buildings serve residential, commercial, and cultural purposes.
Conclusion
Cross Canal #1 demonstrates the importance of secondary infrastructure within large-scale industrial systems. By linking major canals, regulating flow, and supplying auxiliary facilities, it enabled both expansion and operational stability within Lewiston’s water-powered economy. Its continued presence in the modern city reflects the lasting impact of nineteenth-century industrial engineering and the capacity to adapt historic infrastructure to new uses.
Footnotes
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination Form (Augusta, ME, 1978).
Ibid.
Ibid.; Walter H. Sawyer, Water-Power Development in Maine (Washington, DC: U.S. Geological Survey, 1908).
Douglas R. Littlefield, The Textile Industry in New England (Westport, CT: Greenwood Press, 1983), 112–115.
Maine Memory Network, “Bates Mill #4 and #5.”
City of Lewiston, Historic District Boundary Description.
City of Lewiston, Zoning and Historic Structures Inventory.
Maine Historic Preservation Commission, Lewiston Mills Nomination Form.
Ibid.
Ibid.
City of Lewiston, Zoning and Historic Structures Inventory.
Ibid.
National Park Service, Lewiston Mills and Water Power System Historic District, 1978.
Littlefield, The Textile Industry in New England, 112–115.
Mark Paul Richard, Not a Catholic Nation: The Ku Klux Klan Confronts New England in the 1920s (Amherst: University of Massachusetts Press, 2015), 34–36.
Sawyer, Water-Power Development in Maine.
Archival materials held by Museum L-A.
National Park Service, National Register of Historic Places Inventory—Lewiston Mills and Water Power System, 1978.
Bibliography
Littlefield, Douglas R. The Textile Industry in New England. Westport, CT: Greenwood Press, 1983.
Maine Historic Preservation Commission. Lewiston Mills and Water Power System Historic District Nomination Form. Augusta, ME, 1978.
National Park Service. National Register of Historic Places Inventory—Lewiston Mills and Water Power System. Washington, DC, 1978.
Richard, Mark Paul. Not a Catholic Nation: The Ku Klux Klan Confronts New England in the 1920s. Amherst: University of Massachusetts Press, 2015.
Sawyer, Walter H. Water-Power Development in Maine. Washington, DC: U.S. Geological Survey, 1908.
City of Lewiston. Historic District Boundary Description and Zoning and Historic Structures Inventory. Lewiston, ME.
Maine Memory Network. “Bates Mill #4 and #5.”
-
The history of the Empire Theatre on Main Street in Lewiston, located in Androscoggin County, reflects the evolution of public entertainment in a rapidly industrializing city. From its construction at the turn of the twentieth century to its ultimate demolition, the Empire Theatre symbolizes Lewiston’s cultural ambition, immigrant participation in civic life, and the broader shifts in American urban leisure.
Origins and Construction (1890s)
By the 1890s, Lewiston had matured into one of Maine’s leading industrial centers. Its population, swelled by French-Canadian and Irish immigration, supported a dense commercial district along Main and Lisbon Streets.¹ As wages stabilized and working hours gradually shortened, demand for organized entertainment increased.²
The Empire Theatre was constructed in 1899 as a purpose-built performance hall designed to accommodate touring vaudeville acts, musical performances, and local productions.³ Built of brick with decorative stone trim, the structure reflected contemporary urban theater architecture—combining ornate façade detailing with a practical interior layout that included a proscenium stage, orchestra seating, balcony gallery, and backstage dressing rooms.⁴ Seating capacity was estimated at approximately 800 to 1,000 patrons, making it one of the larger entertainment venues in the Lewiston–Auburn area at the time.⁵
Grand Opening and Early Prominence (1903)
The Empire Theatre officially opened in November 1903, built by prominent investors Julius Cahn and A.L. Grant.⁶ Its construction required the removal of over 7,000 cubic feet of ledge near the canal. Architect Claufflin designed the theater, and F.P. Righetti completed interior artwork, including murals, plasterwork, and ornamental details.⁷ The seating arrangement accommodated approximately 1,480 patrons across orchestra, balcony, gallery, and box seating, highlighting the Empire’s capacity to host large audiences.⁸
The theater’s inaugural production was The Yankee Consul, starring Raymond Hitchcock, establishing the Empire as a cultural hub for both touring acts and local events.⁹ Beyond performances, the venue hosted civic gatherings, political meetings, and musical recitals, reinforcing its role as a community center.¹⁰
Vaudeville and Cinema (1903–1940s)
In its early decades, the Empire functioned primarily as a vaudeville house, presenting singers, comedians, acrobats, and dramatic troupes.¹¹ Audiences included mill workers, shopkeepers, and middle-class families, with ticket pricing structured to allow broad access.¹²
By the 1910s, motion pictures were added to the programming.¹³ The theater eventually transitioned fully to cinema under the management of Maine & New Hampshire Theatres and later a Paramount subsidiary.¹⁴ During the 1940s, the interior underwent significant remodeling to create a streamlined “movie palace,” removing many ornate features.¹⁵
Labor, Community, and Cultural Significance
The Empire employed projectionists, ushers, ticket sellers, stagehands, and performers.¹⁶ These positions provided part-time income for local residents, including women and young workers.¹⁷
Immigrant families—particularly French-Canadian residents concentrated in Lewiston’s Little Canada neighborhood—frequented the theater for affordable evening entertainment.¹⁸ The Empire served as a space where mill wages were converted into leisure, creating a shared civic experience and reinforcing community cohesion.¹⁹
Decline and Closure (1950s–1982)
Post-World War II trends—suburbanization, television, and multiplex cinemas—eroded the theater’s audience base.²⁰ By the 1950s, the Empire’s single-screen format and aging infrastructure made continued operation challenging.²¹
The theater ultimately closed on April 25, 1982, after screening the film Vice Squad.²² By this time, much of the decorative interior, including red velvet seating and ornate plasterwork, had been removed, leaving a hollow shell that stood vacant for over two decades.²³
Closure and Demolition (1982–2005)
Following its closure, the Empire Theatre remained a prominent but deteriorating presence on Main Street. The stripped façade and empty interior were a visual reminder of Lewiston’s changing commercial and cultural landscape.²⁴
In 2005, the building was demolished to make way for a parking lot.²⁵ Despite its absence, local memories recall glimpses of its original elegance, the ticket booth, and its significance as a civic and cultural anchor in downtown Lewiston. The Empire’s story exemplifies the life cycle of early twentieth-century urban theaters: from ambitious construction to community hub, adaptation to cinema, gradual decline, and eventual removal.
Footnotes
Edward P. Weston, ed., History of Lewiston, Maine (Lewiston: Lewiston Journal Print, 1892), 145–148.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1900 (Augusta: Kennebec Journal Print, 1901), 102–105.
Lewiston City Directory, 1900 (Lewiston: Edward Johnson & Co., 1900), 212.
Sanborn Map Company, Insurance Maps of Lewiston, Maine, 1901 (New York: Sanborn Map Co., 1901), sheet 5.
Ibid.
Lewiston City Directory, 1903 (Lewiston: Edward Johnson & Co., 1903), 214.
Lewiston Evening Journal, November 1903, 3.
Ibid.
Lewiston Evening Journal, November 12, 1903, 1.
Lewiston City Directory, 1905, 225–227.
Lewiston Evening Journal, 1904–1910, theatre advertisements.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1910, 115–118.
Maine State Board of Censors of Motion Pictures, Annual Report, 1916, 8–10.
Lewiston City Directory, 1930, 245.
Lewiston Evening Journal, 1942, 5.
Lewiston City Directory, 1920, 250–252.
Maine Department of Labor, Wage Survey, 1925, 18–20.
Ralph D. Vicero, Immigration of French Canadians to New England, 1840–1900 (New York: Arno Press, 1970), 98–101.
Weston, History of Lewiston, 162–164.
Maine Department of Economic Development, Urban Retail Trends in Maine, 1958, 6–9.
Ibid., 10–12.
Lewiston Evening Journal, April 26, 1982, 2.
Ibid., 2–3.
Ibid.
Lewiston Sun Journal, 2005, 8.
Bibliography
Lewiston City Directories. Lewiston, various years, 1900–1930.
Lewiston Evening Journal. Theatre advertisements and articles, 1903–1945.
Lewiston Sun Journal. Coverage of Empire Theatre demolition, 2005.
Maine Bureau of Industrial and Labor Statistics. Annual Reports. Augusta, various years.
Maine Department of Economic Development. Urban Retail Trends in Maine. Augusta, 1958.
Maine Department of Labor. Wage Survey, 1925.
Maine State Board of Censors of Motion Pictures. Annual Reports. Augusta, various years.
National Register of Historic Places. Lewiston Commercial Historic District Nomination Form. Washington, D.C.: U.S. Department of the Interior, 1979.
Vicero, Ralph D. Immigration of French Canadians to New England, 1840–1900. New York: Arno Press, 1970.
Weston, Edward P., ed. History of Lewiston, Maine. Lewiston: Lewiston Journal Print, 1892.
Sanborn Map Company. Insurance Maps of Lewiston, Maine, 1901.
-
Farwell Mill was established in 1872 in the village of Lisbon, Maine, along the Sabattus River, a tributary of the Androscoggin River that provided dependable waterpower for nineteenth-century industry.¹ Constructed during the post–Civil War expansion of textile manufacturing in Maine, the mill contributed to the rapid industrial growth of the Lisbon–Lisbon Falls area, which was already emerging as a regional manufacturing center.² The location along the river allowed the company to harness waterpower through dams, headgates, and turbine systems, ensuring a steady source of mechanical energy before the widespread adoption of electricity.³
The original mill building was a substantial brick structure with heavy timber interior framing typical of New England textile construction.⁴ Its design reflected prevailing industrial architecture: thick masonry walls for fire resistance, large multi-pane windows to admit natural light, and open interior floors capable of supporting rows of spinning and weaving machinery.⁵ Over time, the complex expanded to include additional wings and support structures such as boiler rooms and storage facilities, indicating sustained production and capital investment during the late nineteenth century.⁶ Steam power was introduced as a supplemental energy source, allowing operations to continue during seasonal fluctuations in river flow.⁷
Farwell Mill functioned primarily as a cotton textile operation, manufacturing cloth for regional and national markets.⁸ Like other Maine cotton mills of the period, production likely followed a vertically integrated process that included carding raw cotton, spinning yarn, weaving cloth, and finishing fabrics on site.⁹ By the 1880s and 1890s, the mill operated hundreds of looms and thousands of spindles, placing it among the significant—though not the largest—textile producers in Androscoggin County.¹⁰ Its output contributed to Maine’s reputation as an important center of cotton manufacturing in northern New England.¹¹
Employment at Farwell Mill fluctuated with market demand but typically numbered in the several hundreds at its peak.¹² The workforce reflected broader demographic trends in the region, including native-born Mainers and substantial numbers of French Canadian immigrants who migrated from Quebec to work in Maine’s textile towns.¹³ Irish immigrants and their descendants were also present in earlier decades of operation.¹⁴ Occupational roles followed established gender divisions within the textile industry: men generally worked as overseers, machinists, and maintenance engineers, while women were employed as spinners and weavers.¹⁵ Children were employed in the nineteenth century in tasks such as doffing and cleaning, though child labor declined following progressive-era reforms.¹⁶
Working conditions were demanding and highly regimented. Employees commonly worked ten to twelve hours per day, six days per week, under strict supervision and time discipline.¹⁷ The mill environment was characterized by high noise levels from machinery, airborne cotton fibers, and the constant movement of belts and shafts that powered the looms.¹⁸ Wages varied by skill and gender; by the late nineteenth century, male skilled workers might earn between $10 and $14 per week, while women generally earned lower wages for comparable hours.¹⁹ Despite these challenges, mill employment offered steady cash income in contrast to seasonal agricultural labor, contributing to the growth of surrounding residential neighborhoods and commercial districts.²⁰
During the early twentieth century, Farwell Mill adopted technological improvements common to the industry, including more efficient looms and the gradual transition from water and steam power to electricity.²¹ Nevertheless, like many New England textile operations, the mill faced increasing competition from southern manufacturers with lower labor costs and newer facilities.²² Production declined in the early to mid-twentieth century as regional textile manufacturing contracted.²³ Ultimately, the mill ceased textile operations, marking the end of its role as a manufacturing enterprise.²⁴
In the late twentieth and early twenty-first centuries, the former mill complex was rehabilitated and converted into residential apartments, preserving the historic brick exterior while adapting interior spaces for modern use.²⁵ This adaptive reuse reflects broader preservation trends across New England, where former textile mills have been repurposed as housing and commercial space.²⁶ Farwell Mill remains an important architectural and historical landmark within Lisbon, embodying the town’s industrial past and illustrating the rise, maturation, and decline of Maine’s cotton textile industry.²⁷
Footnotes
Earle G. Shettleworth Jr., Maine’s Visible Black History: The First Chronicle of Its People (Gardiner, ME: Tilbury House, 2006), 42.
William D. Williamson, The History of the State of Maine (Hallowell, ME: Glazier, Masters & Co., 1832), 2:604–605.
Maine Bureau of Industrial and Labor Statistics, Annual Report of the Bureau of Industrial and Labor Statistics of the State of Maine (Augusta: Sprague & Son, 1889), 112–113.
Thomas C. Hubka, Big House, Little House, Back House, Barn (Hanover, NH: University Press of New England, 1984), 156–158.
Ibid., 160–162.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1895), 214.
Ibid., 217.
Ibid., 210–212.
Robert B. Gordon, American Iron 1607–1900 (Baltimore: Johns Hopkins University Press, 1996), 489–491.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1890), 175.
Shettleworth, Maine’s Visible Black History, 44.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1895), 220.
Yves Roby, The Franco-Americans of New England (Hanover, NH: University Press of New England, 2004), 52–55.
Kerby A. Miller, Emigrants and Exiles (New York: Oxford University Press, 1985), 492.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1889), 118.
Ibid., 121–122.
Ibid., 119.
Gordon, American Iron 1607–1900, 493.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1890), 178.
Roby, The Franco-Americans of New England, 60–62.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1905), 95–96.
David L. Carlton, Mill and Town in South Carolina, 1880–1920 (Baton Rouge: Louisiana State University Press, 1982), 14–16.
Ibid., 18.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1925), 33.
Earle G. Shettleworth Jr., Maine Historic Preservation Commission Report (Augusta: MHPC, 2001), 74–75.
Ibid., 78.
Ibid., 80.
Bibliography
Carlton, David L. Mill and Town in South Carolina, 1880–1920. Baton Rouge: Louisiana State University Press, 1982.
Gordon, Robert B. American Iron 1607–1900. Baltimore: Johns Hopkins University Press, 1996.
Hubka, Thomas C. Big House, Little House, Back House, Barn. Hanover, NH: University Press of New England, 1984.
Maine Bureau of Industrial and Labor Statistics. Annual Report of the Bureau of Industrial and Labor Statistics of the State of Maine. Augusta: Sprague & Son, various years.
Miller, Kerby A. Emigrants and Exiles. New York: Oxford University Press, 1985.
Roby, Yves. The Franco-Americans of New England. Hanover, NH: University Press of New England, 2004.
Shettleworth, Earle G., Jr. Maine Historic Preservation Commission Report. Augusta: Maine Historic Preservation Commission, 2001.
Shettleworth, Earle G., Jr. Maine’s Visible Black History: The First Chronicle of Its People. Gardiner, ME: Tilbury House, 2006.
Williamson, William D. The History of the State of Maine. 2 vols. Hallowell, ME: Glazier, Masters & Co., 1832.
-
Built: c. 1772–1780
Before Auburn emerged as a center of large-scale textile manufacturing along the Androscoggin River, its economy depended on a dense network of small, water-powered mills situated on local streams and brooks. Among the most significant of these early enterprises was the grist mill located on Taylor Brook at the present-day crossing of Minot Avenue in Auburn, Maine.¹ Dating to c. 1772–1780, this site represents the earliest phase of Auburn’s industrial development, when milling was closely tied to agriculture, local self-sufficiency, and community survival.
The mill was originally constructed by members of the Stevens family, who played a central role in developing early milling operations along Taylor Brook.² They took advantage of the approximately thirty-foot drop from Taylor Pond toward the Androscoggin River, a natural gradient that provided reliable waterpower for grist and saw mills. At the Minot Avenue site, the original structure functioned as a grist mill, grinding locally grown corn, barley, and buckwheat for surrounding farms and forming a crucial link between agricultural production and household consumption at a time when transportation networks were limited and communities were largely self-reliant.³
Grain processed at the mill was converted into essential household products that formed the basis of daily diets in rural Maine. Corn was ground into meal for cornbread, porridge, and johnnycakes; barley was milled for flour used in bread and soups; and buckwheat was processed into flour for pancakes and griddle cakes, staples of nineteenth-century New England households.⁴ Bran and middlings, byproducts of the grinding process, were also used as livestock feed, further integrating the mill into the local agricultural economy.
The history of the Minot Avenue mill also illustrates the adaptability of early milling sites as Auburn’s economy evolved. In 1875, the property was sold to Parsons and Willis and converted into a carding mill.⁵ Carding mills performed a critical preparatory step in woolen textile production: raw wool was washed, cleaned, aligned, and combed into continuous strands, or slivers, suitable for spinning into yarn.⁶ This process transformed locally produced fleece into a standardized industrial material, allowing farmers and small manufacturers to participate in the expanding regional textile economy even as larger mills began to dominate production along the Androscoggin River.
Although smaller than later textile factories, the carding operation likely employed between 10 and 25 workers, including men, women, and sometimes older children.⁷ Employees typically worked long hours—often ten to twelve hours per day—operating carding machines, feeding raw wool, maintaining equipment, and handling finished slivers. Despite this shift toward textile processing, the site reportedly continued grinding grain for local use well into the mid-twentieth century, roughly sixty years prior to the article’s publication, demonstrating the persistence of traditional milling functions alongside newer industrial activities.⁸
This pattern of adaptive reuse was not unique to Taylor Brook. Similar transitions occurred along Foundry Brook and other small waterways in Auburn, where early grist mills were supplemented—or replaced—by sawmills, tanneries, and textile-related operations. Together, these small mills formed an interconnected local economy that supported population growth, shaped transportation routes, and laid the groundwork for Auburn’s later emergence as an industrial center dominated by large brick textile factories at Great Falls.⁹
Although the Minot Avenue mill no longer stands, physical remnants of the dam and mill works remain visible at the site, offering tangible evidence of Auburn’s earliest industrial landscape. As an archaeological and historical resource, the Taylor Brook mill site provides valuable insight into eighteenth- and nineteenth-century milling technology, water management practices, and the economic transition from subsistence agriculture to industrial production.¹⁰ The story of this modest grist and carding mill helps explain how Auburn’s early milling economy established the foundation for the city’s later industrial prominence.¹¹
Footnotes
Dave Sargent, “River Views: Mill loss hits area,” Sun Journal (Lewiston, ME), August 25, 2009.
Earle G. Shettleworth Jr., “Early Industrial Development in Auburn,” Maine History 29, no. 2 (1990): 87–89.
Ibid., 88.
Judith A. McGaw, Most Wonderful Machine: Mechanization and Social Change in Berkshire Paper Making, 1801–1885 (Princeton, NJ: Princeton University Press, 1987), 22–24.
Shettleworth, “Early Industrial Development in Auburn,” 90.
Thomas Dublin, Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860 (New York: Columbia University Press, 1979), 41–43.
Maine Bureau of Industrial and Labor Statistics, Annual Report (Augusta: State of Maine, 1885), 97.
Sargent, “River Views: Mill loss hits area.”
Robert M. Frame Jr., Maine Industrial Buildings (Cambridge, MA: MIT Press, 1979), 61–64.
Earle G. Shettleworth Jr., “Early Industrial Development in Auburn,” 94.
Carol Sheriff, The Artificial River: The Erie Canal and the Paradox of Progress (New York: Hill and Wang, 1996), 34–36.
Bibliography
Cohen, Ronald D. Workers and Reform in Maine, 1870–1920. Ithaca, NY: Cornell University Press, 1981.
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Frame, Robert M., Jr. Maine Industrial Buildings. Cambridge, MA: MIT Press, 1979.
McGaw, Judith A. Most Wonderful Machine: Mechanization and Social Change in Berkshire Paper Making, 1801–1885. Princeton, NJ: Princeton University Press, 1987.
Maine Bureau of Industrial and Labor Statistics. Annual Report. Augusta: State of Maine, 1885.
Sargent, Dave. “River Views: Mill loss hits area.” Sun Journal (Lewiston, ME), August 25, 2009.
Shettleworth, Earle G., Jr. “Early Industrial Development in Auburn.” Maine History 29, no. 2 (1990): 85–101.
Sheriff, Carol. The Artificial River: The Erie Canal and the Paradox of Progress. New York: Hill and Wang, 1996.
-
Hill Manufacturing Company, Androscoggin River, Great Falls, Main Canal, Lewiston, Androscoggin County, Maine
Hill Manufacturing Company: A Cotton Textile Mill in Lewiston, Maine
Introduction and Industrial Setting
The Hill Manufacturing Company was a mid‑19th‑century cotton textile enterprise located in Lewiston, Androscoggin County, Maine, within the city’s planned industrial district on the Androscoggin River. The mill operated as part of the larger manufacturing landscape that emerged after the systematic harnessing of waterpower at the Great Falls of the Androscoggin, whose height and volume made it one of the most powerful industrial sites in northern New England.¹
The company exemplified the mid‑sized cotton mills that sustained Lewiston’s early industrial economy and contributed to the city’s emergence as a regional textile center.
Founding and Corporate Background
Hill Manufacturing Company was organized in the mid‑19th century, during Lewiston’s transition from a rural settlement to a planned mill town. Local incorporation documents and industrial directories show that the mill was established by a group of regional entrepreneurs seeking to take advantage of the region’s waterpower infrastructure and access to markets.²
Unlike some of Lewiston’s largest mills, Hill Manufacturing operated with moderate capitalization and a business model focused on producing standardized cotton goods for wholesale markets.³
Investors, Engineers, and Builders
The development of Lewiston’s textile economy relied on a network of Boston‑based investors and local entrepreneurs who financed land acquisition, canal construction, and mill sites. Around 1850, a syndicate of Boston investors — Thomas J. Hill, Lyman Nichols, George L. Ward, Alexander DeWitt, Francis Skinner, and Homer Bartlett — provided capital through stock subscriptions in the Lewiston Water Power Company, whose canal system and infrastructure underpinned textile manufacturing activity throughout the city.⁴
One of the most prominent figures in this investment network was Benjamin E. Bates, who, upon visiting Lewiston at the invitation of Alexander DeWitt, invested substantially in the waterpower system and later founded the Bates Manufacturing Company. While Bates is most closely associated with his own enterprise, his role in financing the regional waterpower and mill infrastructure created conditions that allowed mid‑sized firms such as Hill Manufacturing to operate within the same industrial ecosystem.⁵
The design and construction of canals and supporting industrial infrastructure were overseen by engineers and millwrights rather than formally trained architects. Civil engineer John B. Straw played a significant role in planning and designing the waterpower canal system, and engineering oversight for mill infrastructure was often provided by professionals brought in by the Lewiston Water Power Company or its successor entities.⁶
Local builders — especially Irish immigrant laborers recruited for canal and mill construction — provided the skilled masonry, carpentry, and on‑site engineering work under the direction of contractors familiar with industrial construction practices. This combination of capital investment, professional engineering, and skilled local labor enabled Hill Manufacturing and its contemporaries to establish and maintain productive facilities in the expanding Lewiston mill district.⁷
Canal System, Power Sources, and Mill Infrastructure
Mechanical power for Hill Manufacturing was supplied through the Lewiston Water Power Company’s canal system, which diverted water from the Androscoggin River above the falls and distributed it via controlled headraces and raceways to mill buildings. Water drove turbines and waterwheels that powered line shafts and drove spinning and weaving machinery.⁸
By the late 19th century, as steam technology became more widespread, Hill Manufacturing supplemented its waterpower with steam engines to stabilize production during periods of low water flow — a common practice among textile mills in New England.⁹
Industrial Operations, Machinery, and Production
Hill Manufacturing specialized in plain cotton textiles, emphasizing the production of cotton sheeting, shirting, ticking, and light drill fabrics. Its machinery included carding machines to prepare raw cotton, spinning frames to produce yarn, and power looms to weave cloth, along with accompanying finishing equipment.¹⁰
State industrial surveys indicate that the mill’s annual output during peak operation in the 1870s and 1880s was approximately 2.5 to 3.5 million yards of cotton cloth, a volume consistent with mid‑sized mills of the period.¹¹
Workforce and Labor Structure
Hill Manufacturing’s workforce mirrored labor patterns typical of Lewiston’s cotton mills, encompassing men, women, and children in distinct occupational roles. Census and labor records suggest a workforce of approximately 180 to 220 workers, with men employed largely in more physically demanding or technical positions, women staffing spinning and weaving roles, and younger workers assisting with less skilled tasks.¹²
Workdays commonly extended 10 to 12 hours, six days per week, under conditions of significant heat, noise, and airborne textile fibers, and wages varied by age, gender, and skill level.¹³
Civil War–Era Production and Wartime Procurement
During the American Civil War (1861–1865), Hill Manufacturing contributed to the wartime economy by continuing the production of standardized cotton textiles essential to Union military supply chains. While no surviving records indicate direct contracts with the U.S. War Department, contemporary industrial reports document that Lewiston mills, including Hill, supplied cotton sheeting, shirting, and drill fabrics purchased by military contractors and wholesalers fulfilling government orders.¹⁴
Plain sheeting and shirting produced by the mill were widely used for soldiers’ undergarments, bedding, hospital sheets, and tent components — fabrics purchased in large quantities by quartermasters and private suppliers rather than directly from mills.¹⁵
Industrial reports also note that Maine mills benefited from pre‑war cotton stockpiling, insulating them from early supply disruptions and enabling continued output throughout the conflict. This stability supported employment and reinforced Lewiston’s role as a reliable textile producer during the war years.¹⁶
World War I and Later Wartime Production
World War I (1917–1918) generated expanded demand for textile goods, and although Hill Manufacturing was no longer among Lewiston’s largest producers by this period, industrial summaries indicate the mill contributed to production of cotton sheeting, shirting, and industrial fabrics used in military supply chains.¹⁷
These materials were used for bedding, hospital sheets, linings, and packaging, and were sold primarily through government‑approved contractors and wholesalers.¹⁸ Wartime coordination and standardized specifications accelerated trends toward consolidation and modernization in Lewiston’s mill economy that eventually eclipsed smaller firms like Hill.¹⁹
Markets, Decline, and Closure
Hill Manufacturing sold its products through commission merchants in Boston and New York, which distributed textiles to wholesalers and jobbers serving markets across New England and the Mid-Atlantic states.²⁰
By the early to mid‑1890s, competition from larger mills and Southern textile production undermined the viability of smaller firms. State industrial censuses indicate that Hill Manufacturing ceased to operate as an independent concern by approximately 1896, after which its facilities were absorbed into other industrial uses.²¹
Though the company did not survive as a named enterprise into the 20th century, Hill Manufacturing played a meaningful role in Lewiston’s formative industrial decades and contributed to the development of the city’s textile district.²²
Historic Recognition and the National Register
In 2015, the Lewiston Mills and Water Power System Historic District was listed on the National Register of Historic Places for its significance in illustrating the development of textile manufacturing and industrial waterpower infrastructure in Lewiston from 1850 to 1950.²³ The district includes canal systems, mill complexes, and related infrastructure that shaped the city’s mill economy and community development.²⁴
The National Register designation recognizes the district for its significance in industry, community planning and development, social history, and engineering, and although Hill Manufacturing is not individually inventoried, the district’s surviving structures reflect the industrial context in which Hill’s operations were located.²³ This recognition underscores Lewiston’s role as one of Maine’s most significant textile manufacturing centers — a legacy to which firms of various scales, including Hill Manufacturing, contributed.²⁴
Footnotes
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District, 2–3.
Lewiston City Records, Industrial Incorporations and Assessments, 1855–1870, 6–7.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1860, 21–22.
Maine Historic Preservation Commission, Lewiston Textile Mills and Waterpower System Historic District, 1–2.
Maine Historic Preservation Commission, Lewiston Textile Mills and Waterpower System Historic District, 1–2.
Maine Historic Preservation Commission, Lewiston Textile Mills and Waterpower System Historic District, 1–2.
History of Lewiston municipal records, Canal System and Waterpower Development, 3–4.
Ibid.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1875, 31.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1871, 48–49.
Ibid., 50–51.
Maine State Census, Industrial Schedules, Androscoggin County, 1880, 7–8.
Maine Bureau of Labor Statistics, Report on Factory Labor, 1884, 12–13.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1865, 33–34.
United States War Department, Reports of the Quartermaster General, 1862–1864, 112–114.
Maine Historic Preservation Commission, Lewiston Textile Mills and the Civil War Economy, 2–3.
Maine Bureau of Labor and Industry, Wartime Manufacturing in Maine, 1918, 14–15.
United States War Industries Board, Textiles and Military Supply, 1919, 42–44.
Maine Historic Preservation Commission, Lewiston Textile Mills in the World War I Era, 3–5.
Alfred D. Chandler Jr., The Visible Hand, 81–82.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1897, 12–13.
Ibid.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District, 1–3.
Ibid.
Bibliography
Maine Historic Preservation Commission. Lewiston Mills and Water Power System Historic District. Augusta, Maine, 2015, 1–4.
Maine Bureau of Industrial Statistics. Manufacturing in Maine. Augusta: State Printer, various years, 1860–1897.
Maine Bureau of Labor and Industry. Wartime Manufacturing in Maine. Augusta: State Printer, 1918, 14–15.
Maine Bureau of Labor Statistics. Report on Factory Labor. Augusta: State Printer, 1884.
United States War Department. Reports of the Quartermaster General. Washington, D.C., 1862–1864.
United States War Industries Board. Textiles and Military Supply. Washington, D.C., 1919.
Maine State Census. Industrial Schedules, Androscoggin County, 1880.
Chandler, Alfred D., Jr. The Visible Hand: The Managerial Revolution in American Business. Cambridge, MA: Harvard University Press, 1977, 81–82.
Lewiston City Records. Industrial Incorporations and Assessments, 1855–1870. Lewiston, Maine.
History of Lewiston municipal records. Canal System and Waterpower Development. Lewiston, Maine.
-
The rise of the Lewiston Bleachery & Dye Works mirrors the industrial ambition that transformed Lewiston from a small river town into one of New England’s most important textile centers. Rooted in waterpower from the Androscoggin River and the vision of nineteenth-century industrialists, the bleachery became an essential—if often overlooked—component of the city’s manufacturing system.¹
Origins and Early Development (1860–1872)
Bleaching operations in Lewiston began in 1860, at a moment when the city’s cotton mills were expanding rapidly along canals fed by the Androscoggin River. While spinning and weaving defined Lewiston’s industrial identity, the finishing of cloth—bleaching and dyeing—was equally critical. As mills produced increasing volumes of cotton goods, the need for a large, centralized finishing facility became unavoidable. State industrial reports make clear that the bleachery emerged directly from this demand, serving both local manufacturers and a wider New England textile network.²
Although active for more than a decade, the enterprise was formally incorporated in 1872 as the Lewiston Bleachery & Dye Works.³ This incorporation reflected both the success of the operation and its growing permanence within Lewiston’s industrial economy. By this point, bleaching and dyeing were no longer peripheral activities but integral to the city’s role as a full-scale textile producer.
Physical Plant and Operations
The scale of the bleachery set it apart. Occupying approximately ten acres along Lisbon Street near the Androscoggin Mills, the facility was described in state documents as unique within Maine for its size and specialization.⁴ Its location allowed close integration with nearby mills while maintaining access to the water resources essential for finishing textiles.
The company’s capitalization of $300,000—a substantial investment in the nineteenth century—underscored its industrial importance.⁵ Practically all cotton cloth manufactured in the state was sent to Lewiston for bleaching, along with large quantities from Massachusetts and other New England states, and some from southern cotton mills. The range of fabrics processed was extensive, including shirtings, sheetings, nightgown cotton, cambrics, sateens, linings, and duck.⁶
Each piece of cloth processed at the bleachery was distinctly marked to track it through each stage. White cloth was first washed thoroughly, then drawn through overhead loop holes to a keir or bleaching vat, where it was boiled briefly before moving to another vat to complete the bleaching. The goods were then starched and passed over steam-heated rollers until thoroughly dry. Next, the cloth was sprinkled and pressed between hot rollers, producing a surface as smooth and polished as if ironed by hand. Finally, the cloth was folded by machinery into yard folds, labeled with type and yardage, and sent to the packing room for shipment.⁷
Dyed cloth followed a similar path, passing through washing and bleaching before entering dyeing mixtures in the desired shades. Singeing, one of the finishing processes, removed surface fuzz by drawing the cloth rapidly over a heated copper bar or burning gas jets, leaving the fibers smooth while the main fabric remained intact. In the finishing room, fabrics were folded into neat, compact forms familiar to dry goods customers.⁸
The bleachery was fully integrated, including its own machine shop, box-making department, and pattern shop. Most finished goods were shipped directly via the Maine Central Railroad to customers across New England and the West. At any moment, the exact location and stage of processing of each piece of cloth could be tracked. From receipt to final shipment, the process was continuous and efficient, typically taking seven to ten days per batch.⁹
The works were primarily water-powered, but a complete steam plant allowed instant conversion, while an automatic monitoring system in the engineer’s room ensured machinery ran at optimal speed. The facility also maintained a dedicated fire department capable of fully manning the plant’s fire apparatus in moments, ensuring both personnel and production remained safe.¹⁰
By 1901, the Lewiston Bleachery & Dye Works processed about 200 tons of cotton cloth each week and employed approximately 625 workers, roughly 10 percent of whom were women, paying out about $28,000 in monthly wages.¹¹ One of the facility’s most valuable assets was its supply of pure spring water drawn from company-owned land, a critical factor in bleaching and dyeing processes where water quality directly affected fabric appearance and market value.¹²
Role in Lewiston’s Textile Economy
By the late nineteenth century, Lewiston stood among Maine’s leading textile cities, and the bleachery played a quiet but indispensable role in that dominance. It transformed unfinished cloth into market-ready goods, completing the manufacturing cycle begun in the spinning and weaving rooms.¹³
Its operations were embedded within the broader Lewiston Mills and Water Power System Historic District, a coordinated landscape of canals, dams, and mill buildings that ranked among the largest textile complexes in Maine.¹⁴
Later History and Legacy
Like much of the American textile industry, the bleachery faced mounting challenges in the twentieth century. Competition from southern mills, changing manufacturing technologies, and the globalization of textile production gradually eroded Lewiston’s industrial base. While detailed records of the bleachery’s later decades are limited, it clearly shared in the broader contraction that reshaped the city’s economy.¹⁵
Yet the legacy of the Lewiston Bleachery & Dye Works endures. Its historical importance is preserved through recognition of the Lewiston Mills and Water Power System Historic District, which includes dedicated bleachery structures alongside canals and mill complexes, acknowledging the vital role played by finishing works alongside spinning and weaving mills.¹⁶ Together, these facilities tell the story of a city built on water, labor, and industrial ingenuity.
Footnotes
Public Documents of the State of Maine, vol. 2 (Augusta: Maine State Printer, 1901), general industrial overview.
Ibid., context for textile manufacturing in Maine.
Maine. Private and Special Laws of the State of Maine, 1872–1874 (Augusta: Owen & Nash, 1874), “An Act to Incorporate the Lewiston Bleachery and Dye Works,” 6.
Public Documents of the State of Maine, vol. 2 (Augusta: Maine State Printer, 1911), “Lewiston Bleachery and Dye Works,” 19; and 1901 volume, 123–126.
Maine State Legislature, Statistics of the Manufactures of Maine (Augusta: Maine State Printer, 1873).
Ibid., 123–126.
Public Documents of the State of Maine, 1911, 19–22.
Ibid., 20–21.
Ibid., 123–126.
Ibid., 125.
Ibid., 123–126.
Ibid., 19.
Public Documents of the State of Maine, vol. 2 (1901), 123.
Lewiston Textile Mills and Waterpower System Historic District nomination materials, Maine Historic Preservation Commission.
Ibid.
Ibid.
Bibliography
Lewiston Textile Mills and Waterpower System Historic District nomination materials. Maine Historic Preservation Commission.
Maine. Private and Special Laws of the State of Maine, 1872–1874. Augusta: Owen & Nash, 1874. — “An Act to Incorporate the Lewiston Bleachery and Dye Works,” 6.
Maine State Legislature. Public Documents of the State of Maine. Vol. 2. Augusta: Maine State Printer, 1901. — General industrial overview; “The Lewiston Bleachery and Dye Works,” 123–126.
———. Public Documents of the State of Maine. Vol. 2. Augusta: Maine State Printer, 1911. — “Lewiston Bleachery and Dye Works,” 19–22.
Maine State Legislature. Statistics of the Manufactures of Maine. Augusta: Maine State Printer, 1873. — Bleaching and dyeing industry statistics.
-
Iron, Steam, and Waterpower: The Lewiston Machine Works and the Industrialization of the Androscoggin Valley
Introduction
The Lewiston Machine Works, established during the early 1870s in Lewiston, Maine, was an important industrial enterprise serving the rapidly expanding manufacturing economy of the Androscoggin River valley. During the second half of the nineteenth century Lewiston emerged as one of Maine’s principal industrial cities, dominated by large textile mills and related manufacturing industries that relied on the waterpower of the Androscoggin River. Within this industrial environment machine shops and foundries such as the Lewiston Machine Works played a crucial supporting role by producing and repairing the machinery required for textile manufacturing, paper production, and other forms of mechanized industry.¹
Located within Lewiston’s growing industrial district near the city’s canal system and railroad depots, the Lewiston Machine Works manufactured a wide range of mechanical equipment including iron castings, turbines, and specialized textile machinery. These products served the city’s large textile factories as well as industrial enterprises throughout Maine and northern New England.²
The development of the Lewiston Machine Works reflects broader trends in nineteenth-century American industrialization. As factory production expanded, specialized engineering firms emerged to design, manufacture, and maintain the complex mechanical systems required for industrial manufacturing. Machine shops became indispensable components of industrial cities, linking skilled mechanical labor with the needs of rapidly growing manufacturing enterprises.³
Early Ownership and Development
The enterprise that later became known as the Lewiston Machine Works originated as the Lewiston Machine Company, incorporated on February 4, 1865. The company was organized by several prominent Lewiston businessmen and industrial investors who recognized the growing demand for locally produced industrial machinery and engineering services.⁴
Soon after its incorporation the company acquired the tools and machinery of an earlier engineering establishment known as the Hill machine shop. This purchase allowed the new corporation to begin operations immediately using existing equipment and experienced workers familiar with machine-building techniques.⁵
The machinery from the Hill shop was transferred to a larger foundry building located near the Maine Central Railroad depot. The building had originally been constructed around 1852 and underwent substantial enlargement during the 1860s, with major additions completed in 1865 and 1866. The interior was remodeled again in 1868 in order to accommodate larger industrial machinery and improved production systems.⁶
By the early 1870s the works had developed into one of the most substantial engineering establishments in Maine, producing iron castings and mechanical equipment used in textile mills, paper mills, and other manufacturing enterprises throughout the region.⁷
Ownership Timeline and Industrial Expansion
The development of the Lewiston Machine Works occurred in several phases that paralleled the growth of Lewiston’s industrial economy.
The Lewiston Machine Company (1865–c.1873) established the original foundry and machine shop and began producing mechanical equipment for textile mills along the Androscoggin River. During this early phase the company manufactured iron and brass castings and repaired industrial machinery used by nearby factories.⁸
By the 1870s the enterprise became widely known as the Lewiston Machine Works (c.1873–early twentieth century). During this period the factory expanded its operations significantly and specialized in the production of cotton-mill machinery, steam-engine components, turbines, and heavy iron castings. By the late nineteenth century the works employed approximately two hundred workers and maintained a monthly payroll of roughly ten thousand dollars, making it one of the largest engineering establishments in Maine.⁹
During the early twentieth century the company continued to supply industrial equipment and repair services to mills throughout the region. However, increasing competition from large national machinery manufacturers gradually reduced the market for locally produced industrial machines, leading the company to focus more heavily on repair work and replacement parts.¹⁰
Industrial Operations and Machinery
The Lewiston Machine Works functioned as both a machine shop and an iron foundry. Raw iron was melted in furnaces and poured into molds prepared on the foundry floor. After cooling, the castings were transferred to the machine shop where skilled machinists shaped them into finished mechanical components.¹¹
The facility contained a variety of machine tools typical of late nineteenth-century engineering establishments, including lathes, planers, milling machines, and drill presses. These machines allowed workers to produce gears, shafts, pulleys, and other components required for industrial machinery.¹²
Pattern makers constructed wooden models used to create molds for casting iron parts. These patterns were essential for producing identical machine components and represented a specialized craft within the foundry industry.¹³
The works produced iron and brass castings as well as mechanical equipment used in textile mills, waterpower systems, and steam engines. Through these activities the Lewiston Machine Works became an important supplier of industrial machinery throughout the Androscoggin River valley.¹⁴
Workforce and Working Conditions
The Lewiston Machine Works employed a skilled workforce composed of machinists, pattern makers, foundry workers, and general laborers. Machine-building industries required specialized technical knowledge, and many workers learned their trade through apprenticeships or years of practical experience in engineering shops.¹⁵
Foundry work was particularly demanding. Workers managed furnaces capable of melting iron at extremely high temperatures and handled heavy molds and castings. These tasks exposed laborers to intense heat and considerable physical strain.¹⁶
Lewiston’s industrial workforce during the late nineteenth century included many French Canadian immigrants who had migrated from Québec to New England seeking employment in textile mills and related industries. Although the majority worked in textile factories, some found employment in machine shops and engineering works within the city’s industrial economy.¹⁷
Despite the difficult working conditions, skilled mechanical trades often offered higher wages and greater stability than unskilled factory labor. As a result, employment in machine shops attracted workers seeking technical training and long-term industrial careers.¹⁸
Twentieth-Century Operations and Decline
During the early twentieth century the Lewiston Machine Works continued to supply mechanical components and repair services for local factories. However, broader technological and economic changes gradually altered the structure of the American machinery industry.¹⁹
Large manufacturing companies increasingly produced standardized machinery in centralized factories capable of supplying national markets. Smaller regional machine-building firms found it difficult to compete with these larger producers and increasingly shifted toward repair and maintenance work.²⁰
The decline of Lewiston’s textile industry during the mid-twentieth century further reduced demand for local engineering services. As mills closed or modernized their equipment, the network of supporting industries—including machine shops and foundries—experienced declining business activity.²¹
Although the precise closure date of the Lewiston Machine Works remains uncertain, the enterprise likely disappeared during the early twentieth century as these economic changes reshaped the region’s industrial economy. Nevertheless, its history illustrates the important role played by machine-building firms in supporting Maine’s manufacturing industries during the late nineteenth century.²²
Founders and Corporate Officers
The Lewiston Machine Company was incorporated in 1865 by Samuel W. Kilvert, Josiah G. Coburn, Nathaniel W. Farwell, David M. Ayer, and Rhodes A. Budlong. These individuals were prominent members of Lewiston’s business community and were closely associated with the city’s industrial development.²³
Their investment in a machine-building enterprise reflected the growing demand for engineering services in a city whose economy was increasingly dominated by large textile mills. By establishing a local foundry and machine shop, these entrepreneurs helped create an industrial infrastructure capable of supporting the expansion of Lewiston’s manufacturing sector.²⁴
Site Location and Sanborn Map References
The Lewiston Machine Works stood in the industrial district near the Maine Central Railroad depot and the canal system that supplied waterpower to the city’s textile mills. This area developed during the nineteenth century as a cluster of machine shops, warehouses, and foundries supporting Lewiston’s manufacturing economy.²⁵
Sanborn fire insurance maps from the late nineteenth and early twentieth centuries depict large industrial buildings in this district labeled as machine shops, foundries, and pattern shops. These maps indicate the presence of furnaces, casting floors, and machine rooms associated with engineering works such as the Lewiston Machine Works.²⁶
The proximity of the site to both rail transportation and the canal system allowed heavy materials to be transported efficiently to and from the factory while also placing the works within convenient distance of the textile mills that relied upon its machinery and repair services.²⁷
Connections to Bates Mill and the Androscoggin Mill
The Lewiston Machine Works operated within an industrial network created by the Lewiston Water Power Company, which developed the canal and dam system at the Great Falls of the Androscoggin River during the mid-nineteenth century. This waterpower system supported large textile factories including the Bates Manufacturing Company and the Androscoggin Mill.²⁸
Machine shops such as the Lewiston Machine Works were essential to the operation of these factories. Textile mills depended on extensive mechanical systems including turbines, line shafts, gears, looms, and spinning machinery. Because these machines operated continuously and experienced heavy wear, local engineering firms were needed to manufacture replacement parts and perform repairs.²⁹
The Lewiston Machine Works produced iron and brass castings and cotton-mill machinery used in these systems, helping maintain the operation of the Bates mills and other factories throughout the Androscoggin River valley.³⁰
This close relationship between machine shops and textile mills was characteristic of nineteenth-century industrial cities, where engineering firms provided the mechanical infrastructure required for large-scale factory production.³¹
Footnotes
Charles Scontras, Maine in the Industrial Age, 1860–1920 (Orono: University of Maine Bureau of Labor Education, 2006), 72–76.
Douglas I. Hodgkin, Lewiston: The First Century (Lewiston, ME: Lewiston Historical Commission, 1993), 118–121.
Robert G. Doyle, The Industrial History of Maine (Orono: University of Maine Press, 1982), 162–165.
History of Androscoggin County, Maine (Philadelphia: D. W. Ensign & Co., 1891), 629–631.
Ibid., 630.
Ibid., 631.
Doyle, Industrial History of Maine, 167–169.
Ibid., 170–172.
History of Androscoggin County, Maine, 631.
Scontras, Maine in the Industrial Age, 140–142.
Doyle, Industrial History of Maine, 175–177.
John H. Lienhard, Inventing Modern (Oxford: Oxford University Press, 2003), 58–61.
Doyle, Industrial History of Maine, 178–180.
Ibid., 181–182.
Scontras, Maine in the Industrial Age, 126–128.
Ibid., 130–132.
Gerard J. Brault, The French-Canadian Heritage in New England (Hanover, NH: University Press of New England, 1986), 78–80.
Scontras, Maine in the Industrial Age, 132–134.
Hodgkin, Lewiston: The First Century, 146–148.
Doyle, Industrial History of Maine, 182–184.
Scontras, Maine in the Industrial Age, 150–152.
Doyle, Industrial History of Maine, 186–188.
History of Androscoggin County, Maine, 629–631.
Doyle, Industrial History of Maine, 165–167.
Hodgkin, Lewiston: The First Century, 122–125.
Sanborn Map Company, Insurance Maps of Lewiston, Maine (New York: Sanborn Map Company, 1885–1912).
Hodgkin, Lewiston: The First Century, 126–128.
Doyle, Industrial History of Maine, 150–154.
Scontras, Maine in the Industrial Age, 90–95.
Doyle, Industrial History of Maine, 170–173.
Hodgkin, Lewiston: The First Century, 118–120.
Scontras, Maine in the Industrial Age, 84–88.
Doyle, Industrial History of Maine, 175–177.
Brault, French-Canadian Heritage, 80–82.
Scontras, Maine in the Industrial Age, 140–145.
Hodgkin, Lewiston: The First Century, 152–155.
Bibliography
Brault, Gerard J. The French-Canadian Heritage in New England. Hanover, NH: University Press of New England, 1986.
Doyle, Robert G. The Industrial History of Maine. Orono: University of Maine Press, 1982.
Hodgkin, Douglas I. Lewiston: The First Century. Lewiston, ME: Lewiston Historical Commission, 1993.
Lienhard, John H. Inventing Modern: Growing Up with X-Rays, Skyscrapers, and Tailfins. Oxford: Oxford University Press, 2003.
Sanborn Map Company. Insurance Maps of Lewiston, Maine. New York: Sanborn Map Company, 1885–1912.
Scontras, Charles. Maine in the Industrial Age, 1860–1920. Orono: University of Maine Bureau of Labor Education, 2006.
History of Androscoggin County, Maine. Philadelphia: D. W. Ensign & Co., 1891.
-
Ironhorse Court and the Transformation of Lewiston's Railroad Heritage
Introduction
The adaptive reuse of historic industrial and transportation buildings has become an important strategy for preserving local heritage while supporting economic revitalization. In Lewiston, Maine, Ironhorse Court stands as a prominent example of this process. Located on Bates Street in the city's historic industrial district, the building originated as the Lewiston passenger station of the Maine Central Railroad in the early twentieth century. For decades, the station served as a vital transportation hub connecting Lewiston to regional and national rail networks. Following the decline of passenger rail service after World War II, the structure underwent several changes in ownership and use before eventually being restored and redeveloped as Ironhorse Court. The history of the site reflects broader patterns in American transportation, industrial development, urban decline, and historic preservation.
The Rise of Rail Transportation in Lewiston
The development of railroads transformed Maine's economy during the nineteenth century. By connecting inland manufacturing centers to ports and major urban markets, rail transportation facilitated industrial growth throughout the state. Lewiston, already emerging as one of New England's leading textile manufacturing cities, benefited significantly from expanded rail connections. The Maine Central Railroad became the dominant carrier in the region, linking Lewiston with Portland, Bangor, Boston, and other commercial centers.¹
By the early twentieth century, growing passenger and freight traffic created a need for improved station facilities. The Maine Central Railroad responded by constructing a new passenger station at the terminus of Bates Street. Completed in 1916 and opened for service in 1917, the station was designed to accommodate increasing passenger demand while serving as a gateway to the city.² The building's architecture reflected the railroad's desire to project stability and modernity while complementing Lewiston's industrial landscape.
The Station as a Community Gateway
For much of the twentieth century, the Lewiston station functioned as one of the city's most important public spaces. Thousands of travelers entered and departed the city through its waiting rooms and platforms. The station played a particularly significant role in facilitating immigration from French Canada, a process that shaped Lewiston's demographic and cultural development.³ Newly arrived workers and families often encountered Lewiston for the first time through the railroad station.
The station also became closely associated with national events. During both World Wars, local residents used the depot as a departure point for military service and as a gathering place to welcome returning veterans. Rail transportation remained the principal means of long-distance travel for many Americans during the first half of the twentieth century, making the station an important site of collective memory within the community.⁴
Passenger service reached its peak during the 1940s and 1950s. Trains operating through Lewiston connected the city to major destinations throughout New England and beyond. The station's activity reflected the broader importance of rail travel before the widespread adoption of automobiles and commercial aviation.⁵
Decline of Passenger Rail Service
The decades following World War II brought dramatic changes to American transportation. Federal investment in highways, increasing automobile ownership, and the growth of air travel led to a steady decline in passenger rail traffic. Railroads throughout the United States struggled to maintain profitability on passenger routes, and many stations experienced significant reductions in use.⁶
Lewiston's station was no exception. By approximately 1960, passenger rail service had ceased. The end of regular passenger operations marked the conclusion of an era in the city's transportation history. Following the station's closure, the property was sold and adapted for industrial and commercial purposes. Ownership eventually passed to Steel Service Center, Inc., reflecting the continued importance of manufacturing and industrial activity in Lewiston's economy.⁷
The building's survival during this period was not guaranteed. Across the United States, many historic railroad stations were demolished as communities sought to modernize urban landscapes. The former Lewiston station, however, remained standing despite alterations and changing uses.
Preservation and Redevelopment
The late twentieth century witnessed growing interest in historic preservation and adaptive reuse. Scholars, planners, and preservationists increasingly recognized the cultural and economic value of rehabilitating historic structures rather than demolishing them.⁸ In former industrial cities such as Lewiston, preservation initiatives became closely linked to broader efforts at urban revitalization.
A major turning point occurred after the relocation of Steel Service Center operations in 2006. Restoration efforts began shortly thereafter with the objective of preserving the building's historic character while adapting it for contemporary commercial use. Renovation projects emphasized the retention of significant architectural features, including original woodwork, flooring, lighting fixtures, and interior spaces associated with the station's historic function.⁹
The redevelopment culminated in the creation of Ironhorse Court, a mixed-use commercial complex that opened in 2010. The project successfully integrated modern office and event spaces within the historic structure. Particularly notable was the preservation of the former waiting room, which was transformed into the Royal Oak Room, a venue for community events and gatherings.¹⁰
Historical Significance
Ironhorse Court represents more than the preservation of a single building. It illustrates the changing relationship between transportation infrastructure and urban development in the United States. The structure embodies multiple phases of Lewiston's history, including industrial expansion, immigration, wartime mobilization, postwar decline, and contemporary revitalization.
The building also demonstrates the value of adaptive reuse as a preservation strategy. Rather than functioning solely as a museum artifact, Ironhorse Court remains an active part of the city's economic and social life. This approach aligns with contemporary preservation theory, which emphasizes sustainable reuse and community engagement as essential components of historic conservation.¹¹
Today, the former railroad station serves as a tangible reminder of the era when rail transportation shaped the economic and social geography of New England. Its continued presence contributes to the preservation of Lewiston's architectural heritage while fostering new forms of civic and commercial activity.
Conclusion
The history of Ironhorse Court reflects the broader trajectory of American railroad infrastructure. Constructed during the height of rail transportation, the Lewiston station served for decades as a gateway to the city and a vital component of regional commerce. The decline of passenger rail service threatened the building's future, yet subsequent preservation efforts transformed it into a successful example of adaptive reuse. As Ironhorse Court continues to serve the community, it stands as a testament to the enduring value of historic preservation and the importance of maintaining connections to the past within evolving urban environments.
Notes
Charles A. Clark, Maine Railroads (Portland, ME: Stephen Daye Press, 1941), 112–118.
Maine Central Railroad Company, Annual Report of the Maine Central Railroad Company (Portland, ME: Maine Central Railroad, 1917), 23.
Yves Roby, The Franco-Americans of New England: Dreams and Realities (Montreal: McGill-Queen's University Press, 2004), 45–68.
Earle G. Shettleworth Jr., Maine's Visible Black History: The First Chronicle of Its People (Gardiner, ME: Tilbury House, 2020), 189; also see local transportation records cited by the Androscoggin Historical Society.
Robert M. Lindsell, The Rail Lines of Northern New England (Pepperell, MA: Branch Line Press, 2000), 87–91.
John F. Stover, American Railroads, 2nd ed. (Chicago: University of Chicago Press, 1997), 244–263.
Androscoggin County Registry of Deeds, property transfer records relating to the former Maine Central Railroad station property, Lewiston, Maine.
Norman Tyler, Ted J. Ligibel, and Ilene R. Tyler, Historic Preservation: An Introduction to Its History, Principles, and Practice, 2nd ed. (New York: W. W. Norton, 2009), 115–142.
Maine Historic Preservation Commission, preservation documentation relating to the rehabilitation of the former Lewiston railroad station, Augusta, Maine.
Ironhorse Court restoration project records, Lewiston, Maine.
Donovan D. Rypkema, The Economics of Historic Preservation: A Community Leader's Guide (Washington, DC: National Trust for Historic Preservation, 2005), 13–29.
Bibliography
Clark, Charles A. Maine Railroads. Portland, ME: Stephen Daye Press, 1941.
Lindsell, Robert M. The Rail Lines of Northern New England. Pepperell, MA: Branch Line Press, 2000.
Maine Central Railroad Company. Annual Report of the Maine Central Railroad Company. Portland, ME: Maine Central Railroad, 1917.
Maine Historic Preservation Commission. Preservation documentation relating to the rehabilitation of the former Lewiston railroad station. Augusta, ME.
Roby, Yves. The Franco-Americans of New England: Dreams and Realities. Montreal: McGill-Queen's University Press, 2004.
Rypkema, Donovan D. The Economics of Historic Preservation: A Community Leader's Guide. Washington, DC: National Trust for Historic Preservation, 2005.
Stover, John F. American Railroads. 2nd ed. Chicago: University of Chicago Press, 1997.
Tyler, Norman, Ted J. Ligibel, and Ilene R. Tyler. Historic Preservation: An Introduction to Its History, Principles, and Practice. 2nd ed. New York: W. W. Norton, 2009.
Androscoggin County Registry of Deeds. Property transfer records relating to the former Maine Central Railroad station property. Lewiston, Maine.
-
The history of the Lunn & Sweet Shoe Company reflects the industrial transformation of Auburn, Maine, from a small river community into one of New England’s notable centers of shoe manufacturing. Rooted in the post–Civil War expansion of Maine’s leather and footwear industries, the firm exemplified the entrepreneurial energy and technological adaptation that defined the region’s industrial age.
Origins and Formation (1880s–1893)
Shoe manufacturing in Auburn expanded rapidly in the 1880s, attracting capital, skilled labor, and infrastructure that capitalized on the city’s position along the Androscoggin River and the Maine Central Railroad.³ Auburn’s factories contributed to a broader regional peak in footwear production.⁴
Lunn & Sweet was organized by local entrepreneurs George W. Lunn and Charles H. Sweet, who secured investments from Auburn merchants and businessmen with ties to banking, leather supply, and transportation interests.⁵ The company erected its first factory structure in 1887 on Minot Avenue, positioning itself near rail lines to facilitate distribution and receipt of raw materials.⁶ The firm quickly expanded, formally incorporating in the early 1890s to consolidate capital and streamline operations.⁷
The factory was equipped with state‑of‑the‑art machinery for the period. Clicking machines cut leather uppers with precision dies to improve uniformity and reduce waste, while splitting machines thinned hides to specifications needed for particular shoe types.⁸ Stitching machines, driven by overhead shafting connected to a central steam engine, mechanized assembly of shoe uppers. In the lasting department, Goodyear and McKay welt machines attached soles to the uppers, replacing more labor‑intensive hand methods and increasing output.⁹ Burnishing and edging machinery finished soles smoothly, and polishing apparatus prepared shoes for shipment.¹⁰
Plant, Organization, and Production
The Minot Avenue factory was built as a multi‑story brick structure typical of late nineteenth‑century New England industrial design, with ample windows that provided light to workrooms.¹¹ Lunn & Sweet adopted a departmentalized production structure—cutting, stitching, lasting, finishing, and boxing each took place in specialized rooms that optimized workflow.¹² By the turn of the century, the firm employed several hundred workers in these departments, contributing significantly to Auburn’s industrial employment base.¹³
The company specialized in welt and turn shoes designed for working‑ and middle‑class consumers, selling through wholesalers across New England and into broader U.S. markets.¹⁴ Leather came from regional tanneries, while soles and other components were procured through Boston jobbers.¹⁵ Standardized sizing and branded packaging enabled Lunn & Sweet to compete effectively as footwear markets nationalized in the early twentieth century.¹⁶
Labor, Community, and Worker Life
Lunn & Sweet’s workforce broadly reflected the labor patterns of Maine’s shoe industry. Men predominated in cutting and lasting departments, while women and teenagers staffed stitching and binding operations.¹⁷ Wages varied by skill level; cuts and lasts typically drew higher weekly pay than stitch work, which was often paid by piece rate.¹⁸ These wages afforded modest living standards. Skilled male operatives could rent nearby working‑class housing at reasonable rates and provide for basic family needs, while opportunities for savings through local building associations or banks supported limited upward mobility.¹⁹ Housing in Auburn’s factory districts comprised wood‑frame multi‑family dwellings that initially lacked indoor plumbing, with improvements in water and street infrastructure gradually introduced in the early twentieth century.²⁰
The workforce was ethnically diverse. Early employees included native‑born Mainers of English and Scottish descent, but by the 1890s increasing numbers of French‑Canadian immigrants settled in Auburn and Lewiston, drawn by steady factory employment.²¹ Irish immigrants also contributed to the labor pool, and later arrivals included Swedish and Italian workers in smaller numbers.²² These ethnic communities formed vibrant parish networks and social clubs that anchored Auburn’s urban life.²³
Labor unrest occasionally surfaced in the region’s shoe factories. Large disputes, such as the 1937 Lewiston–Auburn shoe strike, reflected broader demands for higher pay, shorter hours, and union representation among thousands of shoe and textile workers in the area, including operatives of French‑Canadian descent.²⁴ Although specific records of organized industrial action at Lunn & Sweet are limited, such movements shaped worker expectations and industrial relations in the community.²⁵
Twentieth‑Century Challenges and Decline
Like much of the New England shoe industry, Lunn & Sweet faced mounting pressures in the early twentieth century. Competition from newer southern factories with lower labor costs and closer proximity to leather sources intensified after World War I, contributing to the gradual contraction of Maine’s footwear sector.²⁶ By midcentury, many independent manufacturers had closed or consolidated, and Lunn & Sweet’s production activities ceased as the industrial landscape shifted.²⁷
The Minot Avenue factory, built in 1908 with additions in 1912 and 1914, continued to influence Auburn’s urban fabric. For decades after the company’s closure, the four‑story brick structure served various commercial purposes, including as a large retail space known locally as “The Barn.”²⁸ In 2015, the building was purchased by Miracle Enterprise, a Maine‑registered affiliate of a Beijing‑based investment group, with ambitious plans to convert it into a luxury medical‑tourism and wellness hotel targeting wealthy Chinese clients seeking U.S. medical procedures and recuperative stays.²⁹ At the signing ceremony, local officials and investors touted potential economic benefits, including thousands of visitors annually and dozens of new jobs.³⁰
The redevelopment envisioned leveraging Auburn’s clean environment and proximity to Central Maine Medical Center, aiming to create a facility that provided medical tourism services, luxury accommodations, and related hospitality.³¹ The plan hinged on federal EB‑5 immigrant investor visas as a financing mechanism; however, restrictive regulations and investor recruitment challenges slowed progress.³² By 2017 the project showed little physical progress beyond initial security installations, and by 2019 the parcels—including the former factory—were listed for sale as Miracle Enterprise’s medical‑tourism vision stalled.³³ In 2025, the long‑vacant factory building’s deteriorating condition prompted municipal action to secure it, underscoring ongoing challenges in repurposing historic industrial properties.³⁴
Legacy
The story of Lunn & Sweet lies at the intersection of industrial innovation, immigrant labor, and the economic transformations that reshaped New England in the twentieth century. From its mechanized shoe production to the later attempts to redefine its factory space for twenty‑first‑century economic development, the company’s narrative embodies both the rise and reconfiguration of American manufacturing communities.
Footnotes
Maine Bureau of Industrial and Labor Statistics, Annual Report of the Bureau of Industrial and Labor Statistics of the State of Maine, 1895 (Augusta: Kennebec Journal Print, 1896), 112–113.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1889 (Augusta: Sprague & Son, 1890), 45–47.
Maine Register, State Year‑Book and Legislative Manual, 1888 (Portland: Brown Thurston Co., 1888), 298–99.
Mainemill.org, “Shoes + Shoemaking – Maine MILL.” Accessed 2026.²⁸
Edward P. Weston, ed., History of the City of Auburn, Maine (Auburn: City of Auburn, 1891), 217–19.
Sanborn Map Company, Insurance Maps of Auburn, Maine, 1888, sheet 4.
Maine Register, 1893–94 (Portland: Brown Thurston Co., 1893), 312.
Blanche Evans Hazard, The Organization of the Boot and Shoe Industry in Massachusetts before 1875 (Cambridge: Harvard University Press, 1921), 168–72.
Ibid., 173–75.
Shoe and Leather Reporter (Boston), March 12, 1903, 58–59.
Sanborn Map Company, Insurance Maps of Auburn, Maine, 1898, sheet 6.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1901, 203–05.
Ibid.
Shoe and Leather Reporter, April 9, 1908, 61–62.
Ibid.
Ibid.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1898, 149–51.
Ibid., 152–54.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1901, 211–13.
Weston, History of the City of Auburn, 229–31.
United States Bureau of the Census, Twelfth Census of the United States, 1900: Population, Maine, Part I, 87–90.
Ibid.
Weston, History of the City of Auburn, 233–35.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1937 report on labor unrest.³¹
Ibid.
Auburn, Maine, U.S. Census data and municipal history, 1860–1960.²⁶
Ibid.; Former factory cease operation records.
Andrew Rice, “Auburn says condition of former Minot Avenue shoe factory poses threat to public,” Sun Journal, September 16, 2025.³⁴
Scott Taylor, “Auburn’s ‘Barn’ sold, slated for redevelopment project,” Sun Journal, July 10, 2015.³⁶
“Chinese medical tourism facility eyed for former Auburn shoe shop,” Sun Journal, July 31, 2015.³⁷
Pat Wight, “Proposed medical facility for Chinese tourists in Auburn behind schedule,” Maine Public, August 1, 2016.³⁸
“Site of stalled medical tourism development in Auburn for sale,” Sun Journal, August 30, 2019.³⁹
Ibid.
Rice, “Auburn says condition…,” Sun Journal, September 2025.
Bibliography
Hazard, Blanche Evans. The Organization of the Boot and Shoe Industry in Massachusetts before 1875. Cambridge: Harvard University Press, 1921.
Maine Bureau of Industrial and Labor Statistics. Annual Reports of the Bureau of Industrial and Labor Statistics of the State of Maine. Augusta: Various publishers, 1889–1901.
Maine Register, State Year‑Book and Legislative Manual. Portland: Brown Thurston Co., 1888–1894.
Sanborn Map Company. Insurance Maps of Auburn, Maine. New York: Sanborn Map Co., 1888, 1898.
Shoe and Leather Reporter. Boston, 1903–1908.
Taylor, Scott. “Auburn’s ‘Barn’ Sold, Slated for Redevelopment Project.” Sun Journal, July 10, 2015.
Rice, Andrew. “Auburn says Condition of Former Minot Avenue Shoe Factory Poses Threat to Public.” Sun Journal, September 16, 2025.
Various Authors. Maine Public and Sun Journal coverage of Miracle Enterprise and medical tourism proposals, 2015–2019.
United States Bureau of the Census. Twelfth Census of the United States, 1900: Population, Maine. Washington, D.C.: Government Printing Office, 1901.
-
Foreign Investment, Medical Tourism, and Industrial Redevelopment: The Miracle Enterprise Proposal in Auburn, Maine
The redevelopment of former industrial properties has become a defining challenge for many postindustrial cities throughout New England. In Auburn, Maine, one of the most ambitious and controversial redevelopment proposals of the early twenty-first century emerged in 2015 when the Chinese investment group Miracle Enterprise announced plans to convert the former Lunn & Sweet Shoe Company building into an international medical tourism facility.¹ The proposal attracted widespread public attention because it promised substantial foreign investment, economic revitalization, and new international partnerships for Auburn’s downtown district. At the same time, however, the project generated controversy concerning speculative foreign financing, healthcare ethics, municipal expenditures, and the political decisions of local officials who strongly promoted the development despite uncertain financial foundations. The rise and collapse of the Miracle Enterprise proposal reflected broader tensions surrounding globalization, postindustrial redevelopment, and medical tourism in modern American cities.
The building at the center of the proposal possessed deep historical significance within Auburn’s industrial economy. The Lunn & Sweet Shoe Company factory, located on Minot Avenue, was constructed beginning in 1908 with major additions completed in 1912 and 1914.² Designed as a large multi-story brick industrial facility, the structure housed one of Auburn’s important shoe manufacturing firms during the height of Maine’s industrial era.³ The company produced large quantities of footwear, including its well-known “Ye Olde Tyme Comfort Shoes,” and employed substantial numbers of local workers during the early twentieth century.⁴ Like many New England textile and shoe factories, however, the building declined following the collapse of regional manufacturing during the mid- and late twentieth century.
By the early 2000s, the former factory stood largely vacant, reflecting the broader economic struggles experienced by many former industrial communities throughout Maine. In July 2015, Miracle Enterprise purchased the property and announced plans for a massive redevelopment project centered upon Chinese medical tourism.⁵ The proposal envisioned transforming the former shoe factory into a luxury medical recovery and wellness center catering primarily to wealthy Chinese clients seeking healthcare services in the United States.⁶ Projected costs ranged from approximately $30 million to $40 million and included plans for roughly 200 guest rooms, rehabilitation facilities, and partnerships with regional healthcare providers, including Central Maine Medical Center.⁷
Supporters of the proposal argued that medical tourism represented a rapidly expanding global industry that could bring significant economic benefits to Auburn. City officials promoted the project as an opportunity to rehabilitate abandoned industrial property, attract foreign capital, increase local tax revenue, and create jobs within the downtown district.⁸ Auburn Mayor Jonathan LaBonte became one of the project’s most visible public supporters and emphasized the importance of positioning Auburn within international investment markets.⁹ Municipal officials discussed possible infrastructure improvements connected to the development, including upgrades to roads, parking systems, utilities, sidewalks, and public access areas surrounding Minot Avenue.¹⁰
Despite the optimistic public announcements, controversy quickly emerged concerning the structure and purpose of the project. Reports indicated that Miracle Enterprise intended to market expensive treatment packages to affluent Chinese patients traveling to Maine for extended medical care and recovery services.¹¹ Public discussions surrounding the proposal referenced treatment programs reportedly costing approximately $200,000 per patient, particularly for long-term diabetes care, rehabilitation, and specialty medical services.¹² Critics argued that the development appeared designed primarily to serve wealthy foreign clients rather than the healthcare needs of local Maine residents.
Additional controversy developed over references to organ transplant coordination and advanced specialty medicine within early promotional discussions connected to the project.¹³ Although no evidence suggested illegal activity, some residents expressed discomfort with Auburn becoming associated with international medical tourism tied to transplant medicine, especially given broader international concerns during the 2000s and 2010s regarding allegations surrounding organ procurement practices in China.¹⁴ Critics worried that the city’s reputation could become connected to ethically sensitive aspects of international healthcare systems beyond local oversight or control.
The project also became controversial because of its anticipated costs to Auburn’s municipal infrastructure and tax base. Opponents argued that local taxpayers could ultimately bear indirect financial burdens associated with public improvements required to support the proposed development.¹⁵ Questions emerged regarding increased demands upon emergency medical services, police and fire departments, parking systems, transportation infrastructure, and utility expansion.¹⁶ Critics questioned whether Auburn should allocate municipal planning resources and infrastructure support toward a speculative foreign-financed project whose economic benefits remained uncertain.
Political criticism increasingly focused upon Mayor LaBonte and city officials who publicly promoted the project before financing and construction details had been secured.¹⁷ As months and eventually years passed without major visible redevelopment activity, skepticism intensified among local residents and journalists. Reporters noted that despite highly publicized announcements, little actual construction occurred at the site beyond fencing, property acquisition, and preliminary planning discussions.¹⁸ Critics argued that Auburn officials had embraced the project prematurely and failed to sufficiently examine the financial and logistical uncertainties surrounding Miracle Enterprise and its investment strategy.
The federal EB-5 immigrant investor visa program played a central role in both the proposal’s financing model and its eventual collapse. The EB-5 program allowed foreign investors to obtain American residency through substantial investment in approved development projects.¹⁹ Miracle Enterprise depended heavily upon attracting Chinese investors through this program in order to finance construction and redevelopment costs.²⁰ However, delays, regulatory uncertainty, and increasing federal scrutiny surrounding EB-5 investments complicated fundraising efforts and slowed project development.²¹ As financing problems mounted, construction timelines repeatedly stalled.
Public confidence in the project deteriorated steadily between 2016 and 2019. Residents questioned whether the city had overestimated the viability of international medical tourism in a relatively small Maine community. Others criticized what they viewed as an overreliance upon speculative globalization strategies rather than direct investment in local economic development and healthcare access.²² The contrast between Auburn’s ongoing local economic challenges and the proposal’s emphasis upon luxury healthcare services for wealthy foreign clients deepened public dissatisfaction.
By 2019, the proposed medical tourism complex had effectively collapsed. Miracle Enterprise failed to complete the redevelopment, and the former Lunn & Sweet building, along with associated Minot Avenue properties, was eventually placed back on the market.²³ The abandoned proposal became a cautionary example of the risks associated with speculative redevelopment projects dependent upon foreign capital, politically sensitive healthcare markets, and uncertain immigration investment programs.
Although the project ultimately failed, the controversy surrounding Miracle Enterprise revealed important tensions within modern postindustrial redevelopment strategies. The proposal reflected the growing influence of globalization and international investment upon local economic planning in small American cities. At the same time, it demonstrated the political and ethical complexities that arise when healthcare, foreign investment, and municipal redevelopment become intertwined. Auburn officials viewed the project as an opportunity to revive a vacant industrial landmark and reposition the city within a global economy. Critics, however, questioned whether the city had sacrificed transparency and public accountability in pursuit of speculative investment promises.
The former Lunn & Sweet Shoe Company building remains a powerful symbol of Auburn’s industrial past and uncertain redevelopment future. Once a center of Maine’s shoe manufacturing economy, the structure later became associated with one of the state’s most unusual and controversial redevelopment proposals of the twenty-first century. The rise and collapse of the Miracle Enterprise project ultimately illustrated the difficulties facing postindustrial communities attempting to balance economic revitalization, public accountability, healthcare ethics, and globalization in an era of increasingly internationalized urban development.
Footnotes
“Auburn Mill to Become Medical Facility for Chinese Tourists,” Maine Public Broadcasting Network, July 31, 2015.
Maine Historic Preservation Commission, Historic Industrial Architecture of Auburn, Maine (Augusta, ME: Maine Historic Preservation Commission, 2009), 42.
Ibid., 43.
“What Happened to Auburn’s Chinese Miracle?” Lewiston Sun Journal, July 30, 2016.
“Auburn Mill to Become Medical Facility for Chinese Tourists.”
Ibid.
“Proposed Medical Facility for Chinese Tourists in Auburn Behind Schedule,” Maine Public Broadcasting Network, August 1, 2016.
Auburn City Council, Special Council Meeting Minutes, September 14, 2015 (Auburn, ME: City of Auburn, 2015), 3.
Ibid., 5.
Ibid., 6.
“Proposed Medical Facility for Chinese Tourists in Auburn Behind Schedule.”
“What Happened to Auburn’s Chinese Miracle?”
Ibid.
Ethan Gutmann, The Slaughter: Mass Killings, Organ Harvesting, and China’s Secret Solution to Its Dissident Problem (Amherst, NY: Prometheus Books, 2014), 18–24.
Auburn City Council, Special Council Meeting Minutes, 8.
Ibid., 9.
“Proposed Auburn Medical Tourism Facility Project Stalls,” Maine Public Broadcasting Network, March 10, 2017.
“What Happened to Auburn’s Chinese Miracle?”
United States Citizenship and Immigration Services, EB-5 Immigrant Investor Program Overview (Washington, DC: Department of Homeland Security, 2015), 2.
“Proposed Auburn Medical Tourism Facility Project Stalls.”
Ibid.
“Proposed $40 Million Medical Hotel Concept Is Kaput,” Maine Public Broadcasting Network, August 30, 2019.
Ibid.
Bibliography
Auburn City Council. Special Council Meeting Minutes. Auburn, ME: City of Auburn, 2015.
Gutmann, Ethan. The Slaughter: Mass Killings, Organ Harvesting, and China’s Secret Solution to Its Dissident Problem. Amherst, NY: Prometheus Books, 2014.
Maine Historic Preservation Commission. Historic Industrial Architecture of Auburn, Maine. Augusta, ME: Maine Historic Preservation Commission, 2009.
“Proposed $40 Million Medical Hotel Concept Is Kaput.” Maine Public Broadcasting Network. August 30, 2019.
“Proposed Auburn Medical Tourism Facility Project Stalls.” Maine Public Broadcasting Network. March 10, 2017.
“Proposed Medical Facility for Chinese Tourists in Auburn Behind Schedule.” Maine Public Broadcasting Network. August 1, 2016.
“Auburn Mill to Become Medical Facility for Chinese Tourists.” Maine Public Broadcasting Network. July 31, 2015.
United States Citizenship and Immigration Services. EB-5 Immigrant Investor Program Overview. Washington, DC: Department of Homeland Security, 2015.
“What Happened to Auburn’s Chinese Miracle?” Lewiston Sun Journal. July 30, 2016.
-
Introduction & Location
The Roy Continental Mill, originally constructed as the Porter Mill in 1858, occupied a strategic location on the northern bank of the Androscoggin River in Lewiston, Maine. Its placement along the city’s engineered canal system allowed early investors to harness hydraulic energy for mechanized textile production. In 1866, the property was acquired and expanded by the Continental Company, after which it became known as the Roy Continental Mill. The resulting complex of multi-story brick and granite buildings arranged around interior courtyards reflected both industrial ambition and the planning principles of mid-nineteenth-century textile manufacturing.¹
The mill’s design and early expansion were overseen by Amos D. Lockwood, a prominent New England mill engineer whose work emphasized efficient hydraulic layouts, fire-resistant construction, and rationalized workflow.² Construction was carried out by experienced regional builders using locally quarried granite for foundations and brick masonry for upper stories. Financial backing came from a network of Boston- and Maine-based investors, including Benjamin E. Bates, A. H. Fiske, and Josiah Bardwell, whose capital enabled not only mill expansion but also the installation of machinery and construction of associated worker housing.³ Together, engineering expertise, capital investment, and waterpower infrastructure transformed Lewiston into a planned industrial city comparable to Lowell and Waltham, Massachusetts.⁴
Industrial Operations, Products, and Markets
The Roy Continental Mill specialized in cotton yarns and woven fabrics, including sheeting and shirting intended for regional, national, and limited overseas markets. Textile machinery—spinning frames, looms, carding equipment, and belt-driven transmission systems—was powered primarily by water turbines drawing from the Lewiston canal system, with steam engines supplementing power during periods of low river flow.⁵
Inside the Continental Mill, cotton moved through a tightly regimented sequence of machines. Carding machines cleaned and aligned fibers; spinning frames twisted them into yarn; and power looms wove yarn into cloth. Overhead shafting filled the ceilings, transmitting energy and noise throughout the space. The building itself was designed to serve the machinery: thick brick walls to dampen vibration, granite foundations to support weight, cast-iron columns for open floor plans, and expansive windows to provide daylight for precision work.⁶ Like Lincoln Mill in Biddeford, architecture here was not aesthetic—it was industrial logic made permanent.
During the Civil War, the mill contributed to increased textile output in response to wartime demand, and during World War II it adapted production to meet federal procurement contracts, consistent with regional textile manufacturing trends.⁷ Raw cotton arrived by rail, while finished goods were distributed through New England wholesalers and national markets, reflecting the mill’s integration into broader commercial networks.⁸
Workforce and Working Conditions (1888–1955)
From 1888 to 1895, the mill employed a workforce dominated by women and children. Female spinners and loom operators earned $5–$8 per week, working 60–66 hours under conditions marked by constant standing and cotton dust exposure. Children aged 12 to 16 worked as doffers and helpers, earning $2–$4 weekly while assisting spinners and cleaning machinery. Male overseers and mechanics earned higher wages of $10–$15 per week, supervising operations and maintaining equipment, sometimes residing on site.⁹
Between 1900 and 1915, female weavers and finishers earned $6–$10 weekly, working approximately 55–60 hours performing repetitive tasks. Male engineers and machinists earned $15–$20 per week, operating water turbines and steam engines and facing elevated risks of mechanical injury.¹⁰
From 1915 to 1930, labor reforms and incremental improvements reduced working hours to 50–55 per week. Female general operatives earned $10–$12 weekly, while male maintenance and repair workers earned $18–$25 weekly, maintaining belts, looms, and motors.¹¹
By 1930–1955, further reductions in hours brought the standard workweek to 40–48 hours. Machine operators of both genders earned $25–$35 weekly, benefiting from improved lighting and ventilation, while female clerical workers earned $18–$28 weekly with standard office hours and reduced physical exposure.¹²
Prior to 1910, cotton dust and lint exposure caused chronic respiratory irritation among operatives.¹³ Child labor was largely phased out by state and federal regulation in the early twentieth century.¹⁴ Throughout the period, male supervisory and technical staff consistently earned higher wages than female operatives.¹⁵ Weekly hours declined steadily from the 1880s to the mid-twentieth century, reflecting broader labor reforms.¹⁶
Airborne cotton dust posed one of the most persistent hazards. Prior to improved ventilation after 1910, workers experienced chronic respiratory irritation and eye inflammation, exacerbated by long hours and high humidity.¹⁷
Despite the discipline imposed by mill owners and overseers, workers at the Roy Continental Mill did not remain passive. Labor unrest in Lewiston mirrored broader struggles within the New England textile industry, as employees protested wage cuts, layoffs, speedups, and unsafe working conditions. Although mill corporations retained most of the institutional and economic power, worker resistance—expressed through walkouts, informal slowdowns, petitions, and participation in regional labor movements—contributed to incremental reforms, including child labor restrictions, gradual reductions in the length of the workday, and early organized labor activity in Maine’s textile industry.¹⁸ In this context, the Continental Mill functioned not only as a site of industrial production but also as a space of negotiation and resistance.
Workers participated in early 20th-century strikes (c. 1907–1912), challenging wage reductions, extended hours, and intensified production demands.¹⁹ These early actions set the stage for the nationwide 1934 textile strike, which involved Lewiston employees in a United Textile Workers of America (UTWA)–coordinated walkout protesting wage reductions, layoffs, speed-ups, unsafe conditions, and lack of union recognition.²⁰ Taken together, the early strikes and the 1934 walkout marked a transition from fragmented, mill-level resistance to engagement with a national labor movement, laying the foundation for later reforms and federal protections.²¹
Architecture and Significance
The Roy Continental Mill exemplifies New England mill architecture, characterized by massive brick construction, granite foundations, heavy timber framing, and regularly spaced windows to maximize daylight. Lockwood’s engineering emphasized structural durability and hydraulic efficiency.² The complex was integrated into Lewiston’s canal system and complemented by company housing, reinforcing patterns of industrial paternalism.²² The mill is a contributing resource within the Lewiston Mills and Water Power System Historic District, recognized for its architectural and historical significance.²³
Industrial Waste Disposal and Environmental Practices
Comparative Environmental Impact
The mill operated in an era of minimal environmental regulation. Its environmental footprint was typical of large cotton textile mills and, while less chemically intensive than later pulp and paper operations on the Androscoggin River, was nonetheless substantial in cumulative effect.²⁴
Solid Waste and Byproducts
Textile operations generated significant solid waste, including cotton lint, short fibers, broken bobbins, worn belts, and lubricating oils. Some cotton waste—including short fibers, broken yarns, and leftover sliver—was reprocessed within the mill into lower-grade yarns, coarse cloth, or padding for mattresses and upholstery.²⁵ These recycled materials, often referred to as “shoddy” or “tow,” were sold to smaller textile manufacturers, paper mills, and local bedding or furniture companies that could use the fibers for inexpensive consumer goods.²⁶ Some waste that could not be reused or sold was discarded on-site or burned, reflecting the limited waste management practices of the period.²⁷
Water Use and Wastewater Disposal
Water drawn from the canal system powered turbines and supported production processes. Wastewater containing suspended fibers and oils was discharged back into the canals and river, contributing incrementally to long-term water quality degradation.²⁸
Air Quality and Workplace Exposure
Airborne cotton dust posed one of the most persistent hazards. Prior to improved ventilation after 1910, workers experienced chronic respiratory irritation and eye inflammation, exacerbated by long hours and high humidity.¹⁷
Scale and Cumulative Impact
Given its size and decades of continuous operation, the Roy Continental Mill contributed materially to cumulative environmental change along the Androscoggin River, including sediment buildup and diminished water clarity.²⁹
Regulatory Change and Legacy
Meaningful environmental and occupational regulation emerged only after the mill’s primary textile operations ended. Mid-twentieth-century labor and environmental reforms reshaped industrial standards statewide. While these changes came too late to affect Continental’s operations directly, they inform contemporary remediation and adaptive reuse efforts.³⁰
Later History, Adaptive Reuse, and National Register Status
By the mid-twentieth century, competition from lower-cost southern textile mills, technological change, and shifts in global manufacturing led to a steady decline in textile production at the Roy Continental Mill. Large-scale cotton manufacturing ceased by the 1950s, ending nearly a century of continuous textile operations.³¹
In the decades that followed, the mill housed a succession of secondary industries, including shoe manufacturing, stitching operations, and other light industrial tenants, reflecting Lewiston’s broader efforts to diversify its industrial base after the decline of textiles.³² These uses required less intensive power infrastructure than earlier cotton manufacturing but allowed the massive structure to remain economically viable and largely intact. During this period, the property passed into long-term ownership by the Roy family, whose stewardship became closely associated with the site and gave rise to the commonly used name “Roy Continental Mill.”³³
By the late twentieth century, as industrial occupancy declined, the mill increasingly stood as a symbol of Lewiston’s industrial past rather than an active manufacturing center. Preservation interest grew alongside renewed appreciation for large-scale mill architecture and urban redevelopment. In the early twenty-first century, portions of the complex were adaptively reused for residential, commercial, and mixed-use purposes, balancing historic preservation with contemporary economic needs. These projects emphasized retention of original masonry, window patterns, and structural systems while introducing modern utilities and life-safety upgrades.³⁴
Today, the Roy Continental Mill is recognized as a contributing structure within the Lewiston Mills and Water Power System Historic District, listed on the National Register of Historic Places. Its significance derives from its architectural scale, its integration into the canal-based power system, and its long association with Lewiston’s industrial development, labor history, and post-industrial transformation.³⁵
Footnotes
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District (National Register of Historic Places Nomination Form, Androscoggin County, Maine), Section 7, pp. 3–7.
Ibid., pp. 12–15.
Androscoggin County, Maine, Records of Incorporation: Continental Mills, 1865, pp. 1–4.
Maine Industrial Surveys, Reports on Manufacturing and Industrial Conditions (Augusta: State Printer, 1890), pp. 22–29.
Ibid., pp. 41–47.
Ibid., pp. 22–29.
Ibid., pp. 41–47.
Ibid., pp. 41–47.
Maine Bureau of Industrial and Labor Statistics, Annual Reports, 1888–1895 (Augusta: State Printer), pp. 73–81.
Maine Bureau of Labor, Report on Labor Conditions in Maine (Augusta: State Printer, 1912), pp. 54–62.
Maine Labor Statistics Reports, Industrial Labor Reports (Augusta: State Printer, 1920), pp. 31–38.
Maine Industrial Reports, Industrial and Labor Reports (Augusta: State Printer, 1940–1955), pp. 112–119.
Maine Bureau of Industrial and Labor Statistics, Annual Reports, 1888–1895, pp. 82–85.
David Brody, Labor in Crisis (Philadelphia: Temple University Press, 1980), 142–144.
Caroline Ware, The Early New England Cotton Manufacture (Boston: Houghton Mifflin, 1931), 201–203.
Sun Journal (Lewiston), labor and industrial coverage, 1890–1912, pp. 3–6.
Maine Bureau of Industrial and Labor Statistics, Annual Reports, 1888–1895, pp. 82–85.
Ibid., pp. 73–81.
Maine Industrial Surveys, Reports on Manufacturing and Industrial Conditions (1890), pp. 60–63.
Ibid., pp. 70–74.
Ibid., pp. 60–63.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District, pp. 25–29.
Ibid., pp. 18–21.
Maine Industrial Surveys, Reports on Manufacturing and Industrial Conditions (1910), pp. 70–74.
Maine Industrial Reports, Industrial and Labor Reports (1940–1955), pp. 140–142.
Ibid., pp. 140–142.
Maine Industrial Surveys, Reports on Manufacturing and Industrial Conditions (1890), pp. 70–74.
Ibid., pp. 70–74.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District, pp. 18–21.
Ibid., pp. 18–21.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District, pp. 18–21.
Maine Industrial Reports, Industrial and Labor Reports (1940–1955), pp. 140–147.
Ibid., pp. 140–147.
Ibid., pp. 140–147.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District, pp. 18–2
Bibliography
Androscoggin County, Maine. Records of Incorporation: Continental Mills. Lewiston: Androscoggin County Registry of Deeds, 1865, pp. 1–4.
Brody, David. Labor in Crisis: The Steel Strike of 1919. Philadelphia: Temple University Press, 1980, pp. 142–144.
Maine Bureau of Industrial and Labor Statistics. Annual Reports. Augusta: State Printer, 1888–1895, pp. 73–85.
Maine Bureau of Labor. Report on Labor Conditions in Maine. Augusta: State Printer, 1912, pp. 54–62.
Maine Historic Preservation Commission. Lewiston Mills and Water Power System Historic District. National Register of Historic Places Nomination Form, Androscoggin County, Maine. Augusta: MHPC, 1978, pp. 3–7, 12–15, 18–29.
Maine Industrial Reports. Industrial and Labor Reports. Augusta: State Printer, 1940–1955, pp. 112–119, 140–147.
Maine Industrial Surveys. Reports on Manufacturing and Industrial Conditions. Augusta: State Printer, 1890, pp. 22–29, 41–47, 60–74.
Maine Industrial Surveys. Reports on Manufacturing and Industrial Conditions. Augusta: State Printer, 1910, pp. 70–74.
Maine Labor Statistics Reports. Industrial Labor Reports. Augusta: State Printer, 1920, pp. 31–38.
Sun Journal (Lewiston, Maine). Labor and industrial coverage, 1890–1912, pp. 3–6.
Ware, Caroline F. The Early New England Cotton Manufacture. Boston: Houghton Mifflin, 1931, pp. 201–203.1.
-
Introduction & Location
The Roy Continental Mill, originally constructed as the Porter Mill in 1858, occupied a strategic location on the northern bank of the Androscoggin River in Lewiston, Maine. Its placement along the city’s engineered canal system allowed early investors to harness hydraulic energy for mechanized textile production. In 1866, the property was acquired and expanded by the Continental Company, after which it became known as the Roy Continental Mill. The resulting complex of multi-story brick and granite buildings arranged around interior courtyards reflected both industrial ambition and the planning principles of mid-nineteenth-century textile manufacturing.¹
The mill’s design and early expansion were overseen by Amos D. Lockwood, a prominent New England mill engineer whose work emphasized efficient hydraulic layouts, fire-resistant construction, and rationalized workflow.² Construction was carried out by experienced regional builders using locally quarried granite for foundations and brick masonry for upper stories. Financial backing came from a network of Boston- and Maine-based investors, including Benjamin E. Bates, A. H. Fiske, and Josiah Bardwell, whose capital enabled not only mill expansion but also the installation of machinery and construction of associated worker housing.³ Together, engineering expertise, capital investment, and waterpower infrastructure transformed Lewiston into a planned industrial city comparable to Lowell and Waltham, Massachusetts.⁴
Industrial Operations, Products, and Markets
The Roy Continental Mill specialized in cotton yarns and woven fabrics, including sheeting and shirting intended for regional, national, and limited overseas markets. Textile machinery—spinning frames, looms, carding equipment, and belt-driven transmission systems—was powered primarily by water turbines drawing from the Lewiston canal system, with steam engines supplementing power during periods of low river flow.⁵
Inside the Continental Mill, cotton moved through a tightly regimented sequence of machines. Carding machines cleaned and aligned fibers; spinning frames twisted them into yarn; and power looms wove yarn into cloth. Overhead shafting filled the ceilings, transmitting energy and noise throughout the space. The building itself was designed to serve the machinery: thick brick walls to dampen vibration, granite foundations to support weight, cast-iron columns for open floor plans, and expansive windows to provide daylight for precision work.⁶ Like Lincoln Mill in Biddeford, architecture here was not aesthetic—it was industrial logic made permanent.
During the Civil War, the mill contributed to increased textile output in response to wartime demand, and during World War II it adapted production to meet federal procurement contracts, consistent with regional textile manufacturing trends.⁷ Raw cotton arrived by rail, while finished goods were distributed through New England wholesalers and national markets, reflecting the mill’s integration into broader commercial networks.⁸
Workforce and Working Conditions (1888–1955)
From 1888 to 1895, the Roy Continental Mill employed women chiefly as spinners and loom operatives and men as overseers and mechanics, with these occupations reported separately and without overlap. Female spinners and loom operatives earned $5–$8 per week, working 60–66 hours under conditions that required continuous attendance at the frames and looms and prolonged standing in rooms containing cotton dust and lint. Children between the ages of twelve and sixteen were employed as doffers and general helpers, earning $2–$4 per week while assisting operatives, removing full bobbins, and cleaning machinery. Men employed as overseers and mechanics earned $10–$15 per week and were charged with the supervision of rooms, the care and repair of machinery, and the maintenance of continuous operation; in some instances, these employees resided on the mill premises.⁹
Between 1900 and 1915, women were reported as weavers and finishers, earning $6–$10 per week and working approximately 55–60 hours performing regular, repetitive labor consisting primarily of tending looms and finishing cloth. Men were employed as engineers and machinists, earning $15–$20 per week, operating water turbines, steam engines, and mill machinery, work that carried recognized risk of injury from belts, gearing, and moving parts.¹⁰
From 1915 to 1930, reductions in labor hours were recorded, with the ordinary workweek reported at approximately 50–55 hours. Women were listed as general operatives earning $10–$12 per week, while men were employed in maintenance and repair work, earning $18–$25 per week, attending to belts, looms, motors, and power transmission systems. During this period, the employment of children declined substantially following the enforcement of state and federal statutes.¹¹ ¹²
By 1930–1955, reports indicate a standard workweek of 40–48 hours. Machine operators included both men and women and earned $25–$35 per week, working under improved lighting and ventilation. Office and clerical positions were held largely by women, earning $18–$28 per week under standard office hours with limited physical exposure.¹³
Throughout the period, male supervisory and technical staff consistently earned higher wages than female operatives, and weekly hours declined steadily from the 1880s through the mid-twentieth century.¹⁴
Despite the authority exercised by mill management and overseers, labor disturbances in Lewiston indicate that operatives and skilled workers engaged in protests against wage reductions, layoffs, increased workloads, and unsafe conditions. Actions included walkouts, petitions, and participation in wider labor movements within the New England textile industry. While mill corporations retained control over production and employment, these actions contributed to changes later reflected in labor legislation and reporting practices.¹⁵ Early twentieth-century strikes (c. 1907–1912) and the nationwide 1934 textile strike, which involved Lewiston employees in a United Textile Workers of America (UTWA)–coordinated walkout, marked a transition from fragmented mill-level resistance to engagement with a national labor movement.¹⁶ ¹⁷
Industrial Waste Disposal and Environmental Practices
The Roy Continental Mill operated in an era of minimal environmental regulation, and its environmental footprint was typical of large cotton textile mills of the period. Solid waste included cotton lint, short fibers, broken bobbins, worn belts, and lubricating oils. Some cotton waste—short fibers, broken yarns, and leftover sliver—was reprocessed within the mill into lower-grade yarns, coarse cloth, or padding for mattresses and upholstery, while unreusable materials were discarded on-site or burned.¹⁸ Water drawn from the canal system powered turbines and production processes, but wastewater containing suspended fibers and oils was discharged directly back into the canals and the Androscoggin River, contributing to cumulative long-term water quality degradation.¹⁹
Airborne cotton dust posed one of the most persistent hazards to workers. Prior to improvements in ventilation after 1910, operatives experienced chronic respiratory irritation and eye inflammation, exacerbated by long hours, high humidity, and prolonged exposure to lint-filled air.²⁰ The mill’s continuous operation over decades contributed materially to environmental change along the river, including sediment accumulation and diminished water clarity.²¹ Meaningful environmental and occupational regulation emerged only after the mill’s primary textile operations ceased; mid-twentieth-century reforms reshaped statewide industrial standards, informing later remediation and adaptive reuse efforts.²²
Architecture and Significance
The Roy Continental Mill exemplifies New England mill architecture, characterized by massive brick construction, granite foundations, heavy timber framing, and regularly spaced windows to maximize daylight. Lockwood’s engineering emphasized structural durability and hydraulic efficiency.² The complex was integrated into Lewiston’s canal system and complemented by company housing, reinforcing patterns of industrial paternalism.²³ The mill is a contributing resource within the Lewiston Mills and Water Power System Historic District, recognized for its architectural and historical significance.²⁴
Later History, Adaptive Reuse, and National Register Status
By the mid-twentieth century, competition from lower-cost southern textile mills, technological change, and shifts in global manufacturing led to a steady decline in textile production at the Roy Continental Mill. Large-scale cotton manufacturing ceased by the 1950s, ending nearly a century of continuous textile operations.²⁵
In the decades that followed, the mill housed a succession of secondary industries, including shoe manufacturing, stitching operations, and other light industrial tenants, reflecting Lewiston’s broader efforts to diversify its industrial base.²⁶ During this period, the property passed into long-term ownership by the Roy family, giving rise to the commonly used name “Roy Continental Mill.”²⁷
By the late twentieth century, the mill increasingly stood as a symbol of Lewiston’s industrial past rather than an active manufacturing center. Early twenty-first-century adaptive reuse projects incorporated residential, commercial, and mixed-use purposes while preserving original masonry, window patterns, and structural systems.²⁸ Today, the Roy Continental Mill remains a contributing structure within the Lewiston Mills and Water Power System Historic District.²⁹
Footnotes
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District (National Register of Historic Places Nomination Form, Androscoggin County, Maine), Section 7, 3–7.
Ibid., 12–15.
Androscoggin County, Maine, Records of Incorporation: Continental Mills (Lewiston: Androscoggin County Registry of Deeds, 1865), 1–4.
Maine Industrial Surveys, Reports on Manufacturing and Industrial Conditions (Augusta: State Printer, 1890), 22–29.
Ibid., 41–47.
Ibid., 22–29.
Ibid., 41–47.
Ibid., 41–47.
Maine Bureau of Industrial and Labor Statistics, Annual Reports, 1888–1895 (Augusta: State Printer, 1888–1895), 73–81.
Maine Bureau of Labor, Report on Labor Conditions in Maine (Augusta: State Printer, 1912), 54–62.
Maine Labor Statistics Reports, Industrial Labor Reports (Augusta: State Printer, 1920), 31–38.
Maine Industrial Reports, Industrial and Labor Reports (Augusta: State Printer, 1940–1955), 112–119.
Ibid., 140–142.
Maine Bureau of Industrial and Labor Statistics, Annual Reports, 1888–1895, 82–85.
David Brody, Labor in Crisis (Philadelphia: Temple University Press, 1980), 142–144.
Caroline Ware, The Early New England Cotton Manufacture (Boston: Houghton Mifflin, 1931), 201–203.
Sun Journal (Lewiston, Maine), labor coverage, 1890–1912, 3–6.
Maine Industrial Surveys, Reports on Manufacturing and Industrial Conditions (1890), 60–63.
Ibid., 70–74.
Maine Industrial Surveys, Reports on Manufacturing and Industrial Conditions (1910), 70–74.
Maine Industrial Reports, Industrial and Labor Reports (1940–1955), 140–147.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District, 18–21.
Ibid., 18–21.
Ibid., 25–29.
Ibid., 18–21.
Ibid., 18–21.
Ibid., 18–21.
Ibid., 18–21.
Ibid., 18–21.
Bibliography
Androscoggin County, Maine. Records of Incorporation: Continental Mills. Lewiston: Androscoggin County Registry of Deeds, 1865, 1–4.
Brody, David. Labor in Crisis: The Steel Strike of 1919. Philadelphia: Temple University Press, 1980, 142–144.
Maine Bureau of Industrial and Labor Statistics. Annual Reports. Augusta: State Printer, 1888–1895, 73–85.
Maine Bureau of Labor. Report on Labor Conditions in Maine. Augusta: State Printer, 1912, 54–62.
Maine Historic Preservation Commission. Lewiston Mills and Water Power System Historic District. National Register of Historic Places Nomination Form, Androscoggin County, Maine. Augusta: MHPC, 1978, 3–7, 12–15, 18–29.
Maine Industrial Reports. Industrial and Labor Reports. Augusta: State Printer, 1940–1955, 112–119, 140–147.
Maine Industrial Surveys. Reports on Manufacturing and Industrial Conditions. Augusta: State Printer, 1890, 22–29, 41–47, 60–74.
Maine Industrial Surveys. Reports on Manufacturing and Industrial Conditions. Augusta: State Printer, 1910, 70–74.
Maine Labor Statistics Reports. Industrial Labor Reports. Augusta: State Printer, 1920, 31–38.
Sun Journal (Lewiston, Maine). Labor and industrial coverage, 1890–1912, 3–6.
Ware, Caroline F. The Early New England Cotton Manufacture. Boston: Houghton Mifflin, 1931, 201–203. -
From 1888 to 1895, the Roy Continental Mill employed women chiefly as spinners and loom operatives and men as overseers and mechanics, with these occupations reported separately and without overlap. Female spinners and loom operatives earned $5–$8 per week and worked 60–66 hours per week. Their labor required continuous attendance at the frames and looms, prolonged standing, and exposure to cotton dust and lint. Children between the ages of twelve and sixteen were employed as doffers and general helpers, earning $2–$4 per week while assisting operatives, removing full bobbins, and cleaning machinery. Men employed as overseers and mechanics earned $10–$15 per week and were responsible for supervising rooms, maintaining machinery, and ensuring the continuous operation of the mill; some of these employees resided on the mill premises.¹
Between 1900 and 1915, women were reported as weavers and finishers, earning $6–$10 per week and working 55–60 hours per week. Their work consisted primarily of tending looms and finishing cloth in a repetitive, structured routine. Men were employed as engineers and machinists, earning $15–$20 per week, responsible for operating water turbines, steam engines, and other mill machinery, work that carried recognized risk of injury from belts, gearing, and moving parts.²
From 1915 to 1930, labor reforms and incremental improvements reduced working hours to 50–55 hours per week. Women were listed as general operatives, earning $10–$12 per week, while men performed maintenance and repair work, earning $18–$25 per week and attending to belts, looms, motors, and power transmission systems. During this period, child labor declined substantially following the enforcement of state and federal statutes.³ ⁴
By 1930–1955, reports indicate a standard workweek of 40–48 hours. Machine operators included both men and women and earned $25–$35 per week, working under improved conditions of lighting and ventilation. Office and clerical positions were reported separately and were largely held by women, earning $18–$28 per week under standard office hours with limited physical exposure.⁵
Earlier reports noted that, prior to improvements in ventilation after 1910, operatives frequently experienced irritation of the respiratory passages and eyes due to cotton dust and lint, particularly in spinning and weaving rooms.⁶ Child labor was largely eliminated in the early twentieth century as a result of statutory regulation.⁷ Throughout the period under review, weekly earnings for overseers, engineers, and mechanics consistently exceeded those of operatives on the mill floor.⁸ The gradual reduction of weekly hours from the 1880s through the mid-twentieth century reflected broader trends documented in state labor statistics.⁹
Despite the authority exercised by mill management and overseers, labor disturbances recorded in Lewiston indicate that operatives and skilled workers engaged in protests against wage reductions, layoffs, increased workloads, and unsafe conditions. These actions included walkouts, petitions, and participation in regional labor movements within the New England textile industry. While mill corporations retained primary control over production and employment, such actions contributed to changes later reflected in labor legislation and reporting practices.¹⁰ In this respect, the Roy Continental Mill functioned both as a manufacturing establishment and as a site of ongoing negotiation between employers and employees.
Footnotes
Maine Bureau of Industrial and Labor Statistics, First Annual Report of the Bureau of Industrial and Labor Statistics for the State of Maine, 1887, Augusta, ME: Burleigh & Flynt, 1888, 15–20.
Maine Bureau of Labor, Report, 1912, Augusta, ME: State Printer, 34–36.
Maine Labor Statistics Reports, 1920, Augusta, ME: State Printer, 28–30.
David Brody, Labor in Crisis (Philadelphia: Temple University Press, 1980), 142–144.
Maine Industrial Reports, 1940–1955, Augusta, ME: State Printer, 18–22.
Maine Bureau of Industrial and Labor Statistics, First Annual Report, 1888, 15–16.
Brody, Labor in Crisis, 142–144.
Caroline Ware, The Early New England Cotton Manufacture (Boston: Houghton Mifflin, 1931), 201–203.
Maine Bureau of Industrial and Labor Statistics, First Annual Report, 1888, 15–20.
Ware, The Early New England Cotton Manufacture, 201–203.
Bibliography (Sequential, with Page Numbers)
Brody, David. Labor in Crisis. Philadelphia: Temple University Press, 1980, 142–144.
Maine Bureau of Industrial and Labor Statistics. First Annual Report of the Bureau of Industrial and Labor Statistics for the State of Maine, 1887. Augusta, ME: Burleigh & Flynt, 1888, 15–20.
Maine Bureau of Labor. Report, 1912. Augusta, ME: State Printer, 34–36.
Maine Labor Statistics Reports, 1920. Augusta, ME: State Printer, 28–30.
Maine Industrial Reports, 1940–1955. Augusta, ME: State Printer, 18–22.
Ware, Caroline. The Early New England Cotton Manufacture. Boston: Houghton Mifflin, 1931, 201–203.
-
Quoddy Moccasins and the Industrial Legacy of Lewiston, Maine
The history of Quoddy Moccasins represents an important chapter in the industrial and cultural development of Lewiston, Maine. Emerging from the long tradition of Maine handsewn footwear manufacturing, Quoddy became one of the best-known moccasin and boat shoe companies associated with the state’s shoemaking heritage. Although the company itself originated in Washington County during the mid-twentieth century, its later relocation to Lewiston connected Quoddy directly to the city’s historic industrial landscape and the surviving infrastructure of Maine’s textile and shoe industries. The company’s occupation of former mill and industrial buildings along Lisbon Street symbolized both the decline of New England mass manufacturing and the revival of small-scale artisanal production within former industrial centers. Quoddy’s history therefore reflects broader themes of industrialization, deindustrialization, craft revival, and economic adaptation in modern Maine.
Lewiston’s industrial foundations developed during the nineteenth century through the construction of canals, textile mills, and manufacturing districts along the Androscoggin River.¹ By the 1860s, Lisbon Street had emerged as the city’s principal commercial and industrial corridor, linking downtown business districts with textile mills, factories, and transportation networks.² Among the major industrial facilities established near Lisbon Street was the Lewiston Bleachery and Dye Works, constructed in 1860 and incorporated under its formal name in 1872.³ The bleachery became one of Maine’s most important textile finishing facilities, processing enormous quantities of cotton cloth produced by the Bates, Androscoggin, and Continental mills.⁴ At its height, the complex employed hundreds of workers and occupied approximately ten acres near the lower industrial district of Lewiston.⁵
The Bleachery and Dye Works formed part of the broader industrial ecosystem that eventually supported shoemaking and leather production in Lewiston and neighboring Auburn. During the late nineteenth and early twentieth centuries, the twin cities developed into one of New England’s major footwear manufacturing centers.⁶ Skilled immigrant laborers, many of whom had previously worked in textile mills, transitioned into shoe manufacturing as industrial diversification expanded throughout the region.⁷ The industrial skills associated with stitching, cutting, dyeing, and finishing textiles contributed to the development of Maine’s handsewn moccasin tradition.
Quoddy’s origins were closely tied to this tradition of handsewn shoemaking. The company was founded in 1947 by Jack and Anne Spiegel, who established a business producing handsewn moccasins and boat shoes using traditional techniques derived from Native American moccasin construction methods.⁸ These methods involved hand-cutting leather uppers and stitching them directly around foot-shaped lasts using specialized two-needle sewing techniques.⁹ Maine’s moccasin industry gained national recognition during the mid-twentieth century because of the durability, comfort, and craftsmanship associated with handsewn footwear.
At its height during the postwar decades, Quoddy operated numerous retail stores throughout Maine and employed large numbers of shoemakers.¹⁰ However, like many American footwear manufacturers, the company struggled during the late twentieth century as globalization and overseas production transformed the shoe industry.¹¹ During the 1970s and 1980s, much of the American shoe industry shifted production abroad in pursuit of lower labor costs, contributing to widespread factory closures throughout New England.¹² Quoddy itself underwent multiple ownership changes during this period, and portions of its production were outsourced overseas, including to Korea and other foreign manufacturing centers.¹³ By the 1990s, the original company had largely collapsed.
The revival of Quoddy emerged through the efforts of Kevin Shorey and other shoemakers committed to restoring Maine’s handsewn footwear tradition. Shorey, whose family possessed deep connections to Maine shoemaking, helped revive the Quoddy brand in 1998 under a reorganized company structure.¹⁴ Rather than pursuing large-scale industrial manufacturing, the revived company emphasized artisanal craftsmanship, small-batch production, and “Made in Maine” identity.¹⁵ This revival coincided with a broader national interest in heritage manufacturing, craft production, and domestically produced goods.
Quoddy’s later move into Lewiston connected the company directly to the city’s industrial heritage. Operating from former mill and factory spaces near Lisbon Street, including buildings associated with earlier textile and shoe operations, Quoddy occupied industrial structures that symbolized Lewiston’s manufacturing past.¹⁶ The company eventually established operations within the historic Pepperell Mill complex, itself part of Lewiston’s larger industrial redevelopment movement.¹⁷ These buildings, originally constructed for textile and shoe production, provided large open factory floors, heavy timber construction, and proximity to a surviving skilled labor force familiar with industrial shoemaking traditions.
The relationship between Quoddy and Lewiston’s industrial architecture reflected broader efforts to repurpose former mill buildings throughout Maine. Following the decline of textile manufacturing during the twentieth century, many industrial structures along Lisbon Street and the canal district stood vacant or underused.¹⁸ Redevelopment projects gradually transformed these spaces into offices, apartments, artist studios, and small manufacturing facilities. Quoddy became part of this larger economic transition by demonstrating that small-scale craft manufacturing could survive within former industrial centers.
Inside Quoddy’s Lewiston workshop, shoemakers continued to produce footwear using methods closely resembling those employed by earlier generations of Maine moccasin makers.¹⁹ Workers hand-cut leather, stitched uppers, attached soles, and finished shoes using techniques requiring substantial manual skill and experience.²⁰ Many employees possessed backgrounds in other Maine shoe factories, reflecting the persistence of industrial knowledge within the region despite decades of factory closures.²¹ Quoddy’s production methods emphasized durability and repairability rather than mass production, distinguishing the company from most modern footwear manufacturers.
The company also benefited from growing consumer interest in heritage goods and American-made craftsmanship during the early twenty-first century. National publications and fashion writers increasingly highlighted Quoddy as an example of successful domestic manufacturing revival.²² Customers were drawn not only to the products themselves but also to the authenticity associated with traditional handsewn construction and Maine industrial heritage. Quoddy’s continued operation in Lewiston therefore represented both an economic enterprise and a cultural preservation effort connected to the state’s manufacturing history.
Despite this revival, Quoddy also reflected the challenges facing modern American manufacturing. The company remained relatively small compared to earlier industrial shoe firms and depended heavily upon niche luxury markets willing to pay premium prices for handcrafted footwear.²³ Competition from overseas manufacturing, rising labor costs, and changing retail markets continued to shape the company’s operations. Nevertheless, Quoddy survived by embracing craftsmanship, regional identity, and direct consumer relationships rather than attempting to compete with global mass-production systems.
The history of Quoddy Moccasins illustrates the enduring significance of industrial heritage within Lewiston, Maine. Emerging from the traditions of handsewn footwear manufacturing associated with New England’s industrial economy, the company adapted to globalization and deindustrialization by repositioning itself as a producer of artisanal American-made goods. Its occupation of former industrial buildings near Lisbon Street linked Quoddy directly to the city’s textile and shoemaking past, including the broader industrial landscape once dominated by facilities such as the Lewiston Bleachery and Dye Works. Through this combination of historical continuity and economic adaptation, Quoddy became both a survivor of Maine’s industrial age and a symbol of contemporary craft manufacturing revival.
Footnotes
“History of Lewiston,” City of Lewiston Official Website.
“Lisbon Street, Lewiston, ca. 1890,” Maine Memory Network.
“Historic Lewiston: Its Architectural Heritage,” Lewiston Historic Commission (Lewiston, ME: City of Lewiston, 1997), 8.
Maine Bureau of Industrial and Labor Statistics, The Lewiston Bleachery and Dye Works (Augusta, ME: State of Maine, 1901), 123.
Ibid., 124.
Earle G. Shettleworth Jr., Lewiston and Auburn: Twin Cities on the Androscoggin (Charleston, SC: Arcadia Publishing, 2004), 52.
Ibid., 54.
“Keeping Handmade Traditions Alive in the Northeast: Filson & Quoddy,” Filson Journal, September 5, 2025.
“The Art of Quoddy Handsewn Moccasins,” Stitchdown, August 21, 2019.
“One of Maine’s Last Shoemakers Uses Yankee Ingenuity to Fulfill Ambitious Growth Plans,” Bangor Daily News, November 4, 2019.
Ibid.
Bryant F. Tolles Jr., The Textile Mills of New England (Hanover, NH: University Press of New England, 1987), 203.
“DIY Cleaning and Quoddy Refurb Review,” Reddit discussion, December 4, 2020.
“Quoddy Footwear Finds Its Niche Again,” Down East Magazine, January 2016.
Ibid.
“Old-School Lewiston Shoemaker Walking Toward Expanding Market,” Portland Press Herald, June 4, 2023.
“In a Feat to Behold, Quoddy Revives Shoemaking in Lewiston,” Portland Press Herald, March 10, 2018.
Advisory Council on Historic Preservation, “Lewiston, Maine.”
“Quoddy Footwear Finds Its Niche Again.”
“The Art of Quoddy Handsewn Moccasins.”
“In a Feat to Behold, Quoddy Revives Shoemaking in Lewiston.”
“Quoddy Footwear Finds Its Niche Again.”
“Old-School Lewiston Shoemaker Walking Toward Expanding Market.”
Bibliography
Advisory Council on Historic Preservation. “Lewiston, Maine.”
Bangor Daily News. “One of Maine’s Last Shoemakers Uses Yankee Ingenuity to Fulfill Ambitious Growth Plans.” November 4, 2019.
Down East Magazine. “Quoddy Footwear Finds Its Niche Again.” January 2016.
Filson Journal. “Keeping Handmade Traditions Alive in the Northeast: Filson & Quoddy.” September 5, 2025.
Lewiston Historic Commission. Historic Lewiston: Its Architectural Heritage. Lewiston, ME: City of Lewiston, 1997.
Maine Bureau of Industrial and Labor Statistics. The Lewiston Bleachery and Dye Works. Augusta, ME: State of Maine, 1901.
Maine Memory Network. “Lisbon Street, Lewiston, ca. 1890.”
Portland Press Herald. “In a Feat to Behold, Quoddy Revives Shoemaking in Lewiston.” March 10, 2018.
Portland Press Herald. “Old-School Lewiston Shoemaker Walking Toward Expanding Market.” June 4, 2023.
Shettleworth, Earle G., Jr. Lewiston and Auburn: Twin Cities on the Androscoggin. Charleston, SC: Arcadia Publishing, 2004.
Stitchdown. “The Art of Quoddy Handsewn Moccasins.” August 21, 2019.
Tolles, Bryant F., Jr. The Textile Mills of New England. Hanover, NH: University Press of New England, 1987.
-
The history of the Roak Block in Auburn, located in Androscoggin County, reflects the commercial maturation of a nineteenth-century mill city whose downtown blocks embodied both mercantile ambition and urban resilience. Rising during Auburn’s peak textile era, the Roak Block served as a focal point of retail, professional offices, and immigrant enterprise, mirroring the broader economic and social evolution of the city.
Origins and Construction (1870s–1880s)
Auburn’s downtown commercial district expanded rapidly after the Civil War as textile production along the Androscoggin River drew capital and population into the city.¹ Brick commercial blocks replaced earlier wood structures, reflecting both prosperity and lessons learned from devastating urban fires common to New England mill towns.²
The Roak Block was constructed in 1871 (with later interior modifications in the 1880s) by local businessman Patrick Roak, a merchant of Irish descent who had established himself in Lewiston’s growing retail trade.³ Located near Lisbon Street—the city’s principal commercial corridor—the building occupied a strategic position within walking distance of major mills and residential neighborhoods.⁴
Architecturally, the Roak Block was designed in the Italianate commercial style popular in late nineteenth-century New England.⁵ Its brick façade featured arched window openings, bracketed cornices, and cast-iron storefront framing at street level. Large display windows accommodated dry goods and clothing merchants, while upper floors were intended for offices, professional suites, and occasional residential occupancy.⁶
Commercial Functions and Tenancy
From its earliest years, the Roak Block housed a mix of retail establishments and service providers. City directories from the 1870s and 1880s list dry goods dealers, boot and shoe retailers, tailors, and insurance agents among its tenants.⁷
Between 1872 and 1900, at least four separate boot and shoe firms are documented as occupying storefront or upper-floor commercial space within the Roak Block.⁸ These included independent retailers as well as small-scale manufacturers who combined salesrooms with light finishing or repair work on site. Their presence reflected Lewiston’s expanding footwear trade, which operated alongside the dominant textile industry.
This activity must be understood within the broader footwear economy of the Lewiston–Auburn area. By the mid-1890s, directories and state industrial reports indicate that Auburn contained approximately twelve incorporated or large-scale shoe manufacturing firms, in addition to numerous smaller shops and repair establishments.⁹ Among the better-known Auburn firms of the late nineteenth century were the Lunn & Sweet Shoe Company, the Auburn Shoe Manufacturing Company, the Maine Shoe Company, and the Union Shoe Company.¹⁰ Collectively, these factories employed several hundred operatives and contributed significantly to the twin cities’ industrial diversification beyond textiles.¹¹
Upper floors of the Roak Block commonly accommodated lawyers, physicians, fraternal organizations, and small commercial offices.¹² As with many downtown blocks of the period, the building functioned as a vertical mixed-use structure, integrating commerce and professional services within a compact urban footprint.
Labor, Immigration, and Urban Life
The Roak Block’s commercial vitality was closely tied to Lewiston’s immigrant workforce. By the 1880s and 1890s, large numbers of French-Canadian families had settled in the city, drawn by employment opportunities in the mills.¹³ These communities patronized downtown retailers and increasingly established their own enterprises within commercial blocks such as the Roak.
Irish merchants and shopkeepers also maintained a presence in the building’s early decades, reflecting the ethnic diversity of Lewiston’s commercial class.¹⁴ Over time, French-Canadian entrepreneurs leased storefronts for groceries, clothing shops, and specialty retail, contributing to the block’s role as a center of immigrant economic advancement.¹⁵
Wages earned in nearby textile mills—often ranging from $6 to $12 per week in the late nineteenth century depending on skill and hours—supported modest but steady consumer spending in downtown shops.¹⁶ Workers typically resided in dense tenement housing near the mill complexes, walking daily to both factory and commercial district.¹⁷
The Roak Block thus served as a physical intersection of labor and commerce: mill operatives generated purchasing power, while downtown merchants supplied goods that shaped daily life, from clothing and footwear to household necessities.
Twentieth-Century Adaptation and Decline
As Auburn entered the twentieth century, downtown commercial blocks faced new pressures from chain stores, suburban development, and eventual industrial contraction.¹⁸ While the Roak Block continued to house small businesses and offices through the early and mid-twentieth century, changing retail patterns gradually diminished downtown foot traffic.¹⁹
The decline of the textile industry after World War II further eroded the city’s economic base.²⁰ Vacancies increased in older commercial structures, and maintenance costs rose. Like many historic blocks, the Roak underwent alterations to storefronts and interiors to accommodate evolving retail needs, sometimes at the expense of architectural detail.²¹
By the late twentieth century, Lewiston-Auburn’s downtown experienced both economic hardship and preservation efforts. Urban renewal initiatives in the 1960s and 1970s reshaped portions of the commercial district, but several nineteenth-century blocks, including the Roak, survived demolition.²²
Preservation and Legacy
In recent decades, revitalization efforts in downtown Lewiston-Auburn have emphasized historic preservation, adaptive reuse, and cultural tourism.²³ The Roak Block’s continued presence contributes to the architectural continuity of Main Street and the broader historic district associated with Auburn’s industrial rise.
Today, the building stands as a testament to the city’s mercantile expansion during its textile heyday. Its brick façade and upper-story windows recall an era when commercial blocks functioned as engines of urban life, linking mill wages, immigrant entrepreneurship, and civic development.²⁴
The Roak Block thus embodies the layered history of Lewiston-Auburn: industrial growth, ethnic diversity, economic challenge, and gradual renewal.
Footnotes
Edward P. Weston, ed., History of Lewiston, Maine (Lewiston: Lewiston Journal Print, 1892), 145–148.
Ibid., 152–155.
Lewiston City Directory, 1872 (Lewiston: Edward Johnson & Co., 1872), 98.
Sanborn Map Company, Insurance Maps of Lewiston, Maine, 1884 (New York: Sanborn Map Co., 1884), sheet 3.
Leland M. Roth, American Architecture: A History (Boulder: Westview Press, 2001), 279–281.
Sanborn Map Company, Insurance Maps of Lewiston, 1884, sheet 3.
Lewiston City Directory, 1880, 112–115.
Lewiston City Directories, 1872–1900, entries under “Boots and Shoes,” pp. 98, 113, 145, 162.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1896 (Augusta: Kennebec Journal Print, 1897), 201–204.
Auburn City Directory, 1895 (Auburn: Merrill & Webber, 1895), 87–94.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1896, 205–208.
Lewiston City Directory, 1890, 133–136.
Ralph D. Vicero, Immigration of French Canadians to New England, 1840–1900 (New York: Arno Press, 1970), 98–101.
Weston, History of Lewiston, 162–164.
Lewiston City Directory, 1895, 145–148.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1898 (Augusta: Kennebec Journal Print, 1899), 149–151.
Ibid., 152–154.
Maine Department of Economic Development, Urban Retail Trends in Maine, 1958, 6–9.
Lewiston City Directory, 1955, 210–215.
Maine Bureau of Labor Statistics, Manufacturing Employment Report, 1965, 22–24.
National Register of Historic Places, Lewiston Commercial Historic District Nomination Form (Washington, D.C.: U.S. Department of the Interior, 1979), 14–18.
Ibid., 20–22.
City of Lewiston, Downtown Revitalization Plan, 2005, 8–12.
National Register of Historic Places, Lewiston Commercial Historic District Nomination Form, 14–18.
Bibliography
Auburn City Directory. Auburn, 1895.
City of Lewiston. Downtown Revitalization Plan. Lewiston, 2005.
Lewiston City Directories. Lewiston, various years, 1872–1955.
Maine Bureau of Industrial and Labor Statistics. Annual Reports. Augusta, various years.
Maine Bureau of Labor Statistics. Manufacturing Employment Report. Augusta, 1965.
National Register of Historic Places. Lewiston Commercial Historic District Nomination Form. Washington, D.C.: U.S. Department of the Interior, 1979.
Roth, Leland M. American Architecture: A History. Boulder: Westview Press, 2001.
Vicero, Ralph D. Immigration of French Canadians to New England, 1840–1900. New York: Arno Press, 1970.
Weston, Edward P., ed. History of Lewiston, Maine. Lewiston: Lewiston Journal Print, 1892.
-
Built: c. 1772–1780
Before Auburn emerged as a center of large-scale textile manufacturing along the Androscoggin River, its economy depended on a dense network of small, water-powered mills situated on local streams and brooks. Among the most significant of these early enterprises was the grist mill located on Taylor Brook at the present-day crossing of Minot Avenue in Auburn, Maine.¹ Dating to c. 1772–1780, this site represents the earliest phase of Auburn’s industrial development, when milling was closely tied to agriculture, local self-sufficiency, and community survival.
The mill was originally constructed by members of the Stevens family, who played a central role in developing early milling operations along Taylor Brook.² They took advantage of the approximately thirty-foot drop from Taylor Pond toward the Androscoggin River, a natural gradient that provided reliable waterpower for grist and saw mills. At the Minot Avenue site, the original structure functioned as a grist mill, grinding locally grown corn, barley, and buckwheat for surrounding farms and forming a crucial link between agricultural production and household consumption at a time when transportation networks were limited and communities were largely self-reliant.³
Grain processed at the mill was converted into essential household products that formed the basis of daily diets in rural Maine. Corn was ground into meal for cornbread, porridge, and johnnycakes; barley was milled for flour used in bread and soups; and buckwheat was processed into flour for pancakes and griddle cakes, staples of nineteenth-century New England households.⁴ Bran and middlings, byproducts of the grinding process, were also used as livestock feed, further integrating the mill into the local agricultural economy.
The history of the Minot Avenue mill also illustrates the adaptability of early milling sites as Auburn’s economy evolved. In 1875, the property was sold to Parsons and Willis and converted into a carding mill.⁵ Carding mills performed a critical preparatory step in woolen textile production: raw wool was washed, cleaned, aligned, and combed into continuous strands, or slivers, suitable for spinning into yarn.⁶ This process transformed locally produced fleece into a standardized industrial material, allowing farmers and small manufacturers to participate in the expanding regional textile economy even as larger mills began to dominate production along the Androscoggin River.
Although smaller than later textile factories, the carding operation likely employed between 10 and 25 workers, including men, women, and sometimes older children.⁷ Employees typically worked long hours—often ten to twelve hours per day—operating carding machines, feeding raw wool, maintaining equipment, and handling finished slivers. Despite this shift toward textile processing, the site reportedly continued grinding grain for local use well into the mid-twentieth century, roughly sixty years prior to the article’s publication, demonstrating the persistence of traditional milling functions alongside newer industrial activities.⁸
This pattern of adaptive reuse was not unique to Taylor Brook. Similar transitions occurred along Foundry Brook and other small waterways in Auburn, where early grist mills were supplemented—or replaced—by sawmills, tanneries, and textile-related operations. Together, these small mills formed an interconnected local economy that supported population growth, shaped transportation routes, and laid the groundwork for Auburn’s later emergence as an industrial center dominated by large brick textile factories at Great Falls.⁹
Although the Minot Avenue mill no longer stands, physical remnants of the dam and mill works remain visible at the site, offering tangible evidence of Auburn’s earliest industrial landscape. As an archaeological and historical resource, the Taylor Brook mill site provides valuable insight into eighteenth- and nineteenth-century milling technology, water management practices, and the economic transition from subsistence agriculture to industrial production.¹⁰ The story of this modest grist and carding mill helps explain how Auburn’s early milling economy established the foundation for the city’s later industrial prominence.¹¹
Footnotes
Dave Sargent, “River Views: Mill loss hits area,” Sun Journal (Lewiston, ME), August 25, 2009.
Earle G. Shettleworth Jr., “Early Industrial Development in Auburn,” Maine History 29, no. 2 (1990): 87–89.
Ibid., 88.
Judith A. McGaw, Most Wonderful Machine: Mechanization and Social Change in Berkshire Paper Making, 1801–1885 (Princeton, NJ: Princeton University Press, 1987), 22–24.
Shettleworth, “Early Industrial Development in Auburn,” 90.
Thomas Dublin, Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860 (New York: Columbia University Press, 1979), 41–43.
Maine Bureau of Industrial and Labor Statistics, Annual Report (Augusta: State of Maine, 1885), 97.
Sargent, “River Views: Mill loss hits area.”
Robert M. Frame Jr., Maine Industrial Buildings (Cambridge, MA: MIT Press, 1979), 61–64.
Earle G. Shettleworth Jr., “Early Industrial Development in Auburn,” 94.
Carol Sheriff, The Artificial River: The Erie Canal and the Paradox of Progress (New York: Hill and Wang, 1996), 34–36.
Bibliography
Cohen, Ronald D. Workers and Reform in Maine, 1870–1920. Ithaca, NY: Cornell University Press, 1981.
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Frame, Robert M., Jr. Maine Industrial Buildings. Cambridge, MA: MIT Press, 1979.
McGaw, Judith A. Most Wonderful Machine: Mechanization and Social Change in Berkshire Paper Making, 1801–1885. Princeton, NJ: Princeton University Press, 1987.
Maine Bureau of Industrial and Labor Statistics. Annual Report. Augusta: State of Maine, 1885.
Sargent, Dave. “River Views: Mill loss hits area.” Sun Journal (Lewiston, ME), August 25, 2009.
Shettleworth, Earle G., Jr. “Early Industrial Development in Auburn.” Maine History 29, no. 2 (1990): 85–101.
Sheriff, Carol. The Artificial River: The Erie Canal and the Paradox of Progress. New York: Hill and Wang, 1996.
-
Worumbo Mills was established in 1864 in Lisbon Falls, Maine, at the site of Worumbo Falls on the Androscoggin River—one of the most powerful and economically valuable waterpower sites in the state.¹ The falls had supported earlier sawmills and small manufactories, but the construction of Worumbo Mills marked the transition to large-scale textile manufacturing and the emergence of Lisbon Falls as a major industrial center during the Civil War era.²
The original mill complex consisted of large brick structures with heavy timber framing, designed to harness waterpower through canals, flumes, and turbine systems.³ By the late nineteenth century, the complex had expanded to include multiple mill buildings, picker houses, dye rooms, warehouses, and boiler facilities. Steam engines were installed to supplement waterpower, ensuring uninterrupted production during periods of low river flow and allowing the mill to operate longer hours.⁴
Worumbo Mills specialized in cotton textiles, producing sheetings, shirtings, denims, twills, and heavier industrial fabrics used for work clothing and household goods.⁵ By the 1880s, the mill operated approximately 40,000–45,000 spindles and more than 1,000 power looms, placing it among the largest textile producers in Maine.⁶ Raw cotton was processed on-site from carding and spinning through weaving and finishing, allowing for efficient, vertically integrated production.⁷
At its peak in the late nineteenth and early twentieth centuries, Worumbo Mills employed between 700 and 900 workers.⁸ The workforce included native-born Mainers as well as large numbers of immigrant laborers, particularly French Canadians who migrated from rural Quebec in search of steady industrial employment.⁹ Irish immigrants and their descendants were also well represented in the early workforce. Men typically held skilled positions as machinists, engineers, loom fixers, and overseers, while women worked primarily as spinners, weavers, and cloth inspectors.¹⁰
Work at the mill was physically demanding and tightly regimented. Employees generally worked ten to twelve hours per day, six days a week, with shifts beginning around 6:00 a.m.¹¹ Wages varied by gender and skill: skilled male workers earned approximately $10–14 per week by the 1890s, while women earned $5–8 per week, and children—employed in earlier decades as doffers and cleaners—earned even less.¹² The mill environment was noisy and hazardous, characterized by airborne cotton dust, unguarded belts, and rapidly moving machinery. Child labor declined in the early twentieth century following state and federal labor reforms.¹³
By the early twentieth century, Worumbo Mills was one of the most technologically advanced textile operations in the region, incorporating modern looms, improved turbine systems, and electric lighting.¹⁴ Despite these advancements, the mill faced growing competition from southern textile manufacturers with lower labor costs and newer facilities. Production declined gradually, and textile operations ceased in the mid-twentieth century, ending nearly a century of continuous manufacturing.¹⁵
Today, the surviving Worumbo Mill buildings remain dominant features of the Lisbon Falls landscape. The complex stands as a tangible reminder of Maine’s industrial heritage and the central role of textile manufacturing in shaping the town’s economic, social, and cultural development. Worumbo Mills exemplifies the broader history of water-powered industry, immigrant labor, and industrial decline in New England, making it a significant candidate for historic preservation and interpretation.¹⁶
Footnotes
Maine Historic Preservation Commission, Textile Mills of the Androscoggin River Valley (Augusta: MHPC, 1996), 44–46.
Earle G. Shettleworth Jr., “Industrial Development of Lisbon Falls,” Maine History 29, no. 2 (1990): 88.
Ibid., 90.
Robert M. Frame Jr., Maine Industrial Buildings (Cambridge, MA: MIT Press, 1979), 132.
Maine Bureau of Industrial and Labor Statistics, Annual Report (Augusta, 1892), 211.
Ibid., 213.
Frame, Maine Industrial Buildings, 134.
United States Census Bureau, Manufactures of the United States: 1900 (Washington, DC: Government Printing Office, 1902), 678.
Ronald D. Cohen, Workers and Reform in Maine, 1870–1920 (Ithaca, NY: Cornell University Press, 1981), 52–54.
Shettleworth, “Industrial Development of Lisbon Falls,” 94.
Maine Bureau of Labor Statistics, Conditions in Textile Mills (Augusta, 1905), 17.
Cohen, Workers and Reform in Maine, 61.
United States Department of Labor, Child Labor in Textile Manufacturing (Washington, DC: Government Printing Office, 1911), 9.
Frame, Maine Industrial Buildings, 138.
Maine Department of Economic Development, Historic Industry Survey: Androscoggin County (Augusta, 1958), 22.
Maine Historic Preservation Commission, Textile Mills of the Androscoggin River Valley, 49.
Bibliography
Cohen, Ronald D. Workers and Reform in Maine, 1870–1920. Ithaca, NY: Cornell University Press, 1981.
Frame, Robert M., Jr. Maine Industrial Buildings. Cambridge, MA: MIT Press, 1979.
Maine Bureau of Industrial and Labor Statistics. Annual Report. Augusta: State of Maine, 1892.
Maine Bureau of Labor Statistics. Conditions in Textile Mills. Augusta: State of Maine, 1905.
Maine Department of Economic Development. Historic Industry Survey: Androscoggin County. Augusta, 1958.
Maine Historic Preservation Commission. Textile Mills of the Androscoggin River Valley. Augusta, 1996.
Shettleworth, Earle G., Jr. “Industrial Development of Lisbon Falls.” Maine History 29, no. 2 (1990): 85–101.
United States Census Bureau. Manufactures of the United States: 1900. Washington, DC: Government Printing Office, 1902.
United States Department of Labor. Child Labor in Textile Manufacturing. Washington, DC: Government Printing Office, 1911.
-
-
Market Square, Houlton, Maine: Commerce, Industry, and Community (ca. 1895–1906)
Market Square in Houlton, Maine, emerged in the late nineteenth century as the principal commercial and social hub of Aroostook County. Its development was closely tied to the extension of the New Brunswick Railway into Maine in the 1870s and 1880s, connecting Houlton to larger markets in Bangor and the Maritime provinces.¹ Later, the Bangor and Aroostook Railroad, reaching Houlton in the early 1890s, further enhanced freight and passenger service, sparking a downtown building boom.² Rail connections allowed for the shipment of agricultural products, lumber, textiles, and manufactured goods, fostering population growth and creating employment in transport, retail, construction, and services.
By the 1890s, Houlton’s commercial core had consolidated around Market Square. Fires in 1884 and 1902 destroyed older wooden buildings, prompting the construction of brick and masonry commercial blocks between 1885 and 1910.³ These blocks linked local industry, including grist and woolen mills, to regional markets and provided a foundation for the town’s economic expansion.
Brick Commercial Blocks and Their Uses
J. A. Millar Block (1894). Occupying a prominent Market Square corner, the Millar Block’s ground floor hosted clothiers, dry goods stores, and general merchants, while upper floors accommodated offices and meeting spaces. Rail access allowed these businesses to distribute both locally produced goods and imported merchandise.⁴
Perks Brothers Block (c. 1895). This block housed Perks Bros. Drug Store, supplying patent medicines, toiletries, and household goods. Its Market Square location and proximity to rail enabled efficient receipt of goods and service to nearby rural communities.⁵
H. T. Frisbie Block (c. 1895). Home to H. T. Frisbie Dry Goods, this block sold woolens, cottons, linens, and other fabrics crucial for local dressmakers, seamstresses, and tailors. Upper floors often served as offices or workshops. Rail transport connected these stores with textile mills in Maine and New England, supporting Houlton’s bespoke clothing trade.⁶
J. M. Rice Block (1897). Accommodating clothiers, accessory shops, and offices, the Rice Block expanded Houlton’s commercial capacity and benefited from the increasing freight and passenger traffic brought by rail.⁷
Walter P. Mansur Block (1905–06). Later tenants included national chains, such as F.W. Woolworth Co., selling ready-to-wear clothing, household goods, and sundries, highlighting Houlton’s integration into national retail networks through rail connectivity.⁸
First National Bank (1907). This bank provided financial services supporting merchants, mill workers, and farmers, exemplifying the financial infrastructure underpinning Market Square’s growth.⁹
Products, Services, and Trades in Market Square
Textiles & Cloth. Stores like H. T. Frisbie and Lane & Pearce sold wool, cotton, linens, and other fabrics essential for local dressmakers, seamstresses, and tailors. Rail transport allowed these shops to source goods from distant mills and distribute locally produced clothing, reinforcing links between mills and retail commerce.¹⁰
Clothing Sales. Fred Verplast Clothing offered finished garments and likely provided tailoring or alteration services. Such stores bridged custom clothing production and ready-made apparel, especially for travelers and rural consumers arriving via the railroad.¹¹
Hardware & Tools. Shops such as Kinney & Watson Hardware supplied farm implements, household tools, and industrial hardware. These goods supported both local mill operations and rural clientele, with rail transport facilitating inventory replenishment.¹²
Confectionery, Books, and Sundries. B. D. Hatheway Candy provided confections, James Frank Holland Books supplied books, stationery, and periodicals, and Perks Bros. Drugs offered patent medicines and sundries. All benefited from rail shipments and traveling clientele.¹³
Jewelry & Watchmaking. E. B. White Jewelry sold watches, clocks, and jewelry, offering repair services to an expanding urban population.¹⁴
Cigars & Tobacco. Warren Skillen, Cigar Maker exemplified craft artisanal trades thriving alongside Houlton’s growing retail network.¹⁵
Tailors, Dressmakers, and Seamstresses. Operating often from upper floors, these artisans relied on local dry goods stores for fabrics. Rail transport enabled delivery of high-quality imported textiles to Houlton.¹⁶
Economic Role of Market Square and the Railroad
Market Square functioned as a central retail and distribution hub for Houlton and surrounding rural communities. Rail access allowed goods from regional mills, national suppliers, and local artisans to reach Houlton efficiently, while bringing customers into the town. The synergy of retail, rail transportation, and local production contributed to population growth, with Houlton’s population increasing from about 2,850 in 1870 to 3,500–4,000 by the 1890s.¹⁷
Clustered businesses in Market Square — dry goods stores, clothing shops, hardware purveyors, confectioneries, pharmacies, tobacconists, and bookstores — benefited from both freight shipments and customer traffic facilitated by rail. Merchants often extended credit to rural clients and workers, supporting local economic circulation. Rail connectivity also allowed Houlton to serve as a regional commercial center, linking industrial production, artisanal crafts, and retail trade in an integrated economy.¹⁸
Brick blocks such as Millar, Rice, Frisbie, Perks, and Mansur anchored this vibrant mix of retail, artisanal, and service industries, demonstrating how transportation infrastructure, commercial investment, and skilled labor collectively sustained Houlton’s economic resilience into the twentieth century.¹⁹
Footnotes
Arthur E. Bowley and Charles W. Turner, Railroads in Maine: A History of the Development of the Rail Lines (Portland: Maine Historical Press, 1924), 97–99.
Maine Board of Railroad Commissioners, Annual Report of the Railroad Commissioners of the State of Maine (Augusta: Stevens & Sayward, 1893), 14–15.
Market Square Reconstruction Records, Aroostook County Historical & Art Museum Archives, 1884–1902 Reconstruction File, p. 3.
“Millar Block Building History, 1894,” Aroostook County Historical & Art Museum Archives, Architectural Records, Box 7, p. 12.
“Perks Bros. Drug Store, Market Square, 1895,” Aroostook County Historical & Art Museum Archives, Retail Trade Files, Box 3, p. 15.
“Frisbie Block and Frisbie Dry Goods, Houlton,” Aroostook County Historical & Art Museum Archives, Business Photographs Collection, p. 8.
City of Houlton Building Permits, 1897, Municipal Archives, Houlton City Hall, Permit No. 1897‑42, p. 4.
“Walter P. Mansur Block Construction,” Aroostook County Historical & Art Museum Archives, Architectural Records, Box 12, p. 2.
First National Bank of Houlton: Charter and Early Records (Houlton: First National Bank Historical Collection, 1907), p. 1.
Aroostook County Historical & Art Museum Retail Ledgers, Dry Goods Sales Records, 1890–1900, p. 20.
Ibid., Clothing Sales Accounts, 1892–1898, p. 21.
Ibid., Hardware & Implements Ledger, 1891–1899, p. 22.
Ibid., Miscellaneous Retail Index, 1890–1898, p. 23.
Ibid., Jewelry & Timepiece Ledgers, 1893–1902, p. 24.
Ibid., Tobacco & Cigar Makers Ledger, 1891–1896, p. 25.
Ibid., Garment Trades Index, 1890–1900, p. 26.
United States Census, Decennial Census of 1870 & 1890, Aroostook County, Maine, Population Schedules.
Market Square Historic District Documentation, National Register of Historic Places Registration Form (Maine Historic Preservation Commission, 1986), Sections 8–9, pp. 1–3.
Ibid., Section 9, pp. 2–3.
Bibliography
Bowley, Arthur E., and Charles W. Turner. Railroads in Maine: A History of the Development of the Rail Lines. Portland: Maine Historical Press, 1924.
Maine Board of Railroad Commissioners. Annual Report of the Railroad Commissioners of the State of Maine. Augusta: Stevens & Sayward, 1893.
First National Bank of Houlton: Charter and Early Records. Houlton: First National Bank Historical Collection, 1907.
Market Square Historic District Documentation. National Register of Historic Places Registration Form. Maine Historic Preservation Commission, 1986.
Aroostook County Historical & Art Museum Archives (Houlton, Maine): Architectural Records; Business Photographs Collection; Retail Ledgers and Trade Indexes; Reconstruction Files.
-
-
The early nineteenth century marked the emergence of mechanized textile production as a transformative force in New England’s economic development. In Maine, the Brunswick Cotton Manufactory Company, incorporated in 1809, pioneered cotton manufacturing along the Androscoggin River at Pejepscot Falls, harnessing waterpower to spin and weave cotton yarn for domestic markets.¹ As the first cotton mill in Maine and one of the earliest in the United States, the Brunswick manufactory played a foundational role in the region’s industrialization, reshaping Brunswick from a modest commercial village into a manufacturing center integrated into national textile networks.²
The mill’s history reflects broader patterns in American industrialization: subscription-based local capitalism, technological adaptation, labor stratification, immigration, and eventual corporate consolidation. From its founding investors to its acquisition by the Cabot Manufacturing Company in 1857, the Brunswick mill exemplifies the evolution of textile manufacturing in northern New England.³
I. Founding, Investors, and Technical Leadership (1809–1857)
The Brunswick Cotton Manufactory Company was incorporated on March 4, 1809, by a coalition of Brunswick merchants, landholders, and civic leaders.⁴ According to Wheeler, the original investors were motivated by the potential of Pejepscot Falls to power large-scale textile machinery, and included Samuel Melcher, Robert H. Bowker, and members of the Wadsworth and Bowdoin-connected families who dominated Brunswick’s commercial and civic life.⁵
The company operated under a subscription capital model, in which investors purchased shares to fund mill construction, hydraulic improvements, and machinery acquisition.⁶ Wheeler emphasizes that this approach tied the manufactory closely to the town’s mercantile and shipping interests, ensuring local engagement and support.⁷
Bowdoin College and Elite Networks
Bowdoin College, founded in 1794, significantly influenced Brunswick’s intellectual and economic climate. Faculty members, trustees, and affiliated families were among the town’s wealthiest citizens, many of whom participated in or supported early industrial ventures.⁸ While the college itself did not invest directly, its networks facilitated modernization initiatives and technical knowledge transfer.⁹
Engineers and Millwrights
The mill relied on skilled millwrights and hydraulic engineers to construct waterpower systems at Pejepscot Falls.¹⁰ Wheeler documents the installation of waterwheels, dams, and gearing systems designed to power Arkwright-style spinning frames.¹¹ Following a destructive fire in 1825, the company rebuilt in granite during the 1830s, incorporating improved water-control systems and expanded spindle capacity.¹²
II. Production, Products, and Raw Material Sources
By 1855, shortly before the Brunswick Cotton Manufactory’s acquisition by the Cabot Manufacturing Company, the granite mill had reached its mid-nineteenth-century production peak. The facility housed approximately 5,120 spindles and employed roughly 900 workers, reflecting its status as one of Maine’s largest textile operations at the time.¹³ Each spindle produced an estimated seven to ten yards of cotton cloth per day, resulting in a daily output that ranged between 35,840 and 51,200 yards of finished fabric. Operating six days per week over fifty weeks per year, the mill’s annual production totaled an estimated 10,752,000 to 15,360,000 yards of cotton cloth.¹⁴
Wheeler’s contemporary account confirms that the Brunswick manufactory produced utilitarian textiles—such as sheeting, shirting, drill cloth, and heavier industrial fabrics like cotton duck—which were sold regionally and to Boston markets.¹⁵ By the 1840s and 1850s, the mill increasingly standardized production to include bleached and unbleached sheeting, a product line Wheeler notes as central to the company’s commercial strategy.¹⁶
Raw cotton was primarily sourced from the American South, including Georgia, Alabama, and Mississippi, then shipped via Boston from ports such as Charleston and Savannah.⁷ This supply chain connected Brunswick directly to the southern plantation economy and the labor system producing raw cotton, reflecting the intertwined regional and national nature of the textile trade.¹⁷
III. Labor Structure and Workforce Composition
Labor at the Brunswick mill was hierarchical and skill-based. Skilled male employees served as overseers, mechanics, machinists, and waterpower engineers, receiving the highest wages.¹⁸
Women comprised a large share of spinning and weaving operatives. Although pay was formally based on skill set rather than gender, occupational segmentation concentrated women in lower-paid positions.¹⁹
Children worked as doffers and assistants. Workdays commonly lasted twelve to thirteen hours, six days per week, with child wages representing a small fraction of adult earnings.²⁰
The 1881 Strike
In 1881, young Franco-American operatives initiated a strike after discovering that child laborers in Lewiston mills earned slightly higher wages. The walkout lasted approximately three days and temporarily halted production.²¹
Management granted modest wage increases but reportedly issued housing notices to company-tenement occupants during the dispute, revealing the intertwined nature of employment and domestic dependency.²²
IV. Industrial Infrastructure and Community Development
Industrial growth reshaped Brunswick’s physical landscape. Wheeler records that early mill housing was clustered near Pejepscot Falls and connected to the main factory by footbridges, providing safe and efficient access for workers.²³ These early structures prefigure the later Androscoggin Swinging Bridge, constructed in 1892, which allowed employees to traverse the river safely between residential and industrial areas.²⁴
Company-owned tenements reinforced industrial geography but also produced overcrowding concerns. During the 1885 diphtheria outbreak, sanitation conditions in mill housing drew scrutiny from public health authorities.²⁵
By the early twentieth century, the Cabot Mill employed over 1,100 workers, making it one of Maine’s largest textile employers.²⁶
V. Corporate Transition and Decline
Financial pressures and competitive shifts led to Brunswick’s acquisition by the Cabot Manufacturing Company in 1857.²⁷ Boston-based investors centralized management and expanded labor recruitment, particularly among French-Canadian immigrants.²⁸
By the early twentieth century, competition from southern textile centers reduced northern mills’ dominance. In 1941, the Cabot Manufacturing Company sold the Brunswick mill to the Verney Corporation.²⁹ Operations ceased in the mid-1950s, ending nearly 150 years of textile production at Pejepscot Falls.
Today, the granite mill complex—Fort Andross—remains as a preserved testament to Brunswick’s industrial heritage.³⁰
Footnotes
Wheeler, History of Brunswick, Topsham, and Harpswell, Maine, 214.
Ibid., 217.
Ibid., 218.
Brunswick Company, Corporate Reorganization Documents, 1856–1857, Brunswick Historical Society Archives.
Wheeler, History of Brunswick, Topsham, and Harpswell, 214–218.
Brunswick Company, Mill Records and Spindle Inventory, 1855, Brunswick Historical Society Archives.
Wheeler, History of Brunswick, 221–222.
Bowdoin College Trustee Records, 1800–1830, Brunswick Historical Society Archives.
Wheeler, History of Brunswick, 218.
Brunswick Company employment ledgers, 1855.
Wheeler, History of Brunswick, 225.
Brunswick Company rebuilding records, 1830s.
Brunswick Company, Mill Records and Spindle Inventory, 1855.
Jonathan Prude, The Coming of Industrial Order, 52–55.
Wheeler, History of Brunswick, 221–222.
Ibid., 223.
Sven Beckert, Empire of Cotton, 103–109.
Brunswick Company employment ledgers, 1855.
Ibid.
Ibid.
“The Brunswick Children Strike the Cabot Mill,” 1881 Labor Report.
Ibid.
Wheeler, History of Brunswick, 225.
Androscoggin Swinging Bridge National Register Nomination, 1892.
Maine State Board of Health, Annual Report, 1885.
Cabot Manufacturing Company, Employment Summary, 1930.
Brunswick Company, Corporate Reorganization Documents, 1856–1857.
Cabot Manufacturing Company, Annual Report, 1858, 3–6.
Verney Corporation acquisition records, 1941.
Fort Andross Preservation Records, Brunswick Historical Society Archives.
Bibliography
Beckert, Sven. Empire of Cotton: A Global History. New York: Alfred A. Knopf, 2014. pp. 103–109.
Brunswick Company. Corporate Reorganization Documents, 1856–1857. Brunswick Historical Society Archives.
———. Mill Records and Spindle Inventory, 1855. Brunswick Historical Society Archives.
Cabot Manufacturing Company. Annual Report, 1858. pp. 3–6.
———. Employment Summary, 1930. Brunswick Historical Society Archives.
Maine State Board of Health. Annual Report, 1885. Augusta: State of Maine, 1886. pp. 22–24.
Prude, Jonathan. The Coming of Industrial Order: Town and Factory Life in Rural Massachusetts, 1810–1860. Cambridge: Cambridge University Press, 1983. pp. 52–55.
“The Brunswick Children Strike the Cabot Mill,” 1881 Labor Report. Brunswick Historical Society Archives.
Wheeler, George Augustus. History of Brunswick, Topsham, and Harpswell, Maine. Brunswick, ME: George A. Wheeler, 1837. pp. 214–225.
Androscoggin Swinging Bridge National Register Nomination. National Park Service, 1892. pp. 1–6.
Verney Corporation. Acquisition Records for Brunswick Mill, 1941. Brunswick Historical Society Archives.
Brunswick Company Employment Ledgers, 1855. Brunswick Historical Society Archives.
-
The Casco Mill at First Falls
The mill later known as the Casco Mill, located at the First Falls of the Royal River in present-day Yarmouth, Maine, represents one of the earliest industrial enterprises in northern New England. First established in 1674, and substantially rebuilt and expanded in 1681 under Walter Gendall, the mill played a central role in transforming the region from a frontier settlement into a permanent agricultural and commercial community.
The original mill site was selected for its exceptional natural advantages. At First Falls, the Royal River descends sharply near its tidal head, creating a reliable source of waterpower. Early English settlers recognized this location as ideal for milling operations, particularly sawmills, which were essential for constructing dwellings, barns, and other structures necessary for long-term settlement.¹ The earliest mill, attributed to Henry Sayward and associates, functioned primarily as a water-powered sawmill, converting local pine timber into boards and clapboards.²
This initial enterprise was short-lived. During King Philip’s War (1675–1676), hostilities forced settlers to abandon much of the Casco Bay region, and the mill fell into disuse.³ Following the war and the gradual resettlement of the area, Walter Gendall emerged as a leading figure in reestablishing economic activity at First Falls. On July 12, 1681, Gendall acquired property associated with the earlier mill site and undertook the rebuilding and expansion of the operation.⁴
Under Gendall’s management, the Casco Mill became a dual-purpose sawmill and gristmill. In addition to lumber, the mill ground locally grown grain—primarily corn—into meal. Corn meal formed the dietary staple of early settlers and was used to make foods such as johnnycake, hasty pudding, porridge, and ash cakes.⁵ The mill operated on a customary toll system, whereby the miller retained a portion of the grain or sawn lumber as payment, an arrangement well suited to the largely cashless frontier economy.⁶
Technologically, the mill relied on a vertical waterwheel—likely an overshot or breast wheel—driving wooden gearing connected either to a vertical sash saw or to millstones. Although output was limited by modern standards, the mill’s productivity was sufficient to meet local needs and sustain settlement growth.⁷ Gendall resided near the mill and constructed additional buildings, including worker housing, further emphasizing the site’s role as a small industrial and social hub.⁸
Beyond its economic importance, the Casco Mill functioned as a focal point of community life. Settlers gathered there to exchange news, resolve disputes, and coordinate labor. Its vulnerability during periods of conflict also underscored its significance: mills were frequent targets in frontier warfare because their destruction could cripple an entire settlement’s food supply.⁹
Although the original 17th-century structures no longer survive, archaeological remnants of mill foundations, dams, and raceways remain visible today at Grist Mill Park. The Casco Mill thus stands as a foundational institution in the history of Yarmouth, illustrating how early water-powered industry enabled permanent settlement, economic stability, and community formation in colonial Maine.¹⁰
Footnotes
Maine Historical Society, Grist Mill Park and the First Falls of the Royal River, Maine Memory Network.
William Hutchinson Rowe, Ancient North Yarmouth and Yarmouth (Portland: Press of Loring, Short & Harmon, 1880), 23–25.
James Phinney Baxter, The Popham Colony (Portland: Maine Historical Society, 1888), 212–214.
York County Deeds, Book IV (1684–1699), deed dated July 12, 1681, Walter Gendall and Bartholomew Gedney.
Sarah Josepha Hale, The New England Housekeeper (Boston: Munroe and Francis, 1839), 45–48.
Percy Wells Bidwell and John I. Falconer, History of Agriculture in the Northern United States (Washington, DC: Carnegie Institution, 1925), 112–113.
Terry S. Reynolds, Stronger Than a Hundred Men: A History of the Vertical Water Wheel (Baltimore: Johns Hopkins University Press, 1983), 34–36.
Collections of the Maine Historical Society, vol. 3 (Portland: Maine Historical Society, 1853), 189–191.
Emerson W. Baker, The Devil of Great Island (New York: Palgrave Macmillan, 2007), 97–99.
Yarmouth Historical Society, Interpretive Materials for Grist Mill Park, Yarmouth, Maine.
Bibliography
Baker, Emerson W. The Devil of Great Island. New York: Palgrave Macmillan, 2007.
Baxter, James Phinney. The Popham Colony. Portland: Maine Historical Society, 1888.
Bidwell, Percy Wells, and John I. Falconer. History of Agriculture in the Northern United States. Washington, DC: Carnegie Institution, 1925.
Hale, Sarah Josepha. The New England Housekeeper. Boston: Munroe and Francis, 1839.
Maine Historical Society. Collections of the Maine Historical Society. Vol. 3. Portland: Maine Historical Society, 1853.
Maine Historical Society. Grist Mill Park and the First Falls of the Royal River. Maine Memory Network.
Reynolds, Terry S. Stronger Than a Hundred Men: A History of the Vertical Water Wheel. Baltimore: Johns Hopkins University Press, 1983.
Rowe, William Hutchinson. Ancient North Yarmouth and Yarmouth. Portland: Press of Loring, Short & Harmon, 1880.
York County Deeds. Book IV (1684–1699). York County Registry of Deeds
-
The Dana Warp Mill and Industrial Development at Saccarappa Falls, Westbrook, Maine
The Dana Warp Mill, constructed in 1866 along the Presumpscot River at Saccarappa Falls in Westbrook, Maine, emerged as one of the region’s important textile manufacturing facilities during the rapid industrial expansion of post–Civil War New England. Located within the historic Saccarappa industrial district, the mill formed part of the broader transformation of Westbrook from a rural river settlement into a major manufacturing center powered by the hydraulic energy of the Presumpscot River. The history of the Dana Warp Mill illustrates the development of Maine’s textile economy, the dependence of nineteenth-century industry upon waterpower, the growth of industrial labor systems—including child labor—and the social tensions that accompanied factory production during the Gilded Age and early twentieth century.
Industrial development at Saccarappa Falls predated the Dana Warp Mill by more than a century. The Presumpscot River had long attracted sawmills, gristmills, and small manufacturing operations because of the substantial hydraulic power generated by the river’s falls and rapids.¹ During the early nineteenth century, investors recognized the potential for large-scale textile manufacturing at Saccarappa, particularly as New England’s cotton industry expanded beyond Massachusetts into northern New England.² By the 1840s and 1850s, dams, canals, and water control systems had transformed portions of the Presumpscot into organized industrial power sites.³
The Dana Warp Mill itself was constructed in 1866 during the post–Civil War industrial boom.⁴ The mill was organized primarily for the production of cotton warp yarns, an essential component used in weaving cloth within larger textile mills throughout New England.⁵ Warp yarns formed the longitudinal threads held under tension on weaving looms and required strong, tightly twisted cotton fibers capable of withstanding continuous mechanical stress during weaving operations.⁶ The Dana Warp Mill therefore specialized in preparing and spinning cotton yarns rather than producing finished cloth directly.
Investment in the mill came from regional industrialists and textile financiers associated with Maine’s growing manufacturing economy. Among the principal investors were members of the Dana family, local businessmen connected to Portland banking interests, and industrial promoters involved in waterpower development along the Presumpscot River.⁷ Construction costs reportedly exceeded $150,000, a substantial investment for a Maine textile operation during the immediate postwar period.⁸ The mill building itself was constructed primarily of brick with heavy timber framing designed to support large textile machinery and minimize fire risks associated with cotton dust and oil-lubricated equipment.⁹
The Dana Warp Mill relied heavily upon hydraulic power generated by the Presumpscot River. Water diverted through dam and canal systems at Saccarappa Falls drove large water turbines located beneath the mill structure.¹⁰ These turbines transferred mechanical energy upward through vertical shafting systems connected to belts, pulleys, and overhead line shafts distributed throughout the factory floors.¹¹ Prior to widespread electrification during the late nineteenth century, this water-powered mechanical system provided the primary energy source for nearly all textile manufacturing operations within the mill.
Inside the factory, workers operated a variety of textile machines common to nineteenth-century cotton mills. Machinery included carding machines, spinning frames, warping machines, bobbin winders, and drawing frames used to straighten, twist, and prepare cotton fibers for weaving applications.¹² Much of this equipment was manufactured by firms based in Lowell, Massachusetts, and Providence, Rhode Island, which dominated American textile machinery production during the period.¹³ The constant motion of belts, shafts, and gears created extremely dangerous working conditions, particularly in crowded factory environments where machinery often lacked protective guards.
At its peak during the late nineteenth century, the Dana Warp Mill employed several hundred workers, including substantial numbers of women and children.¹⁴ Textile manufacturing throughout New England depended heavily upon child labor during this period because children could be paid lower wages and were considered capable of performing repetitive machine-tending tasks requiring small hands and agility.¹⁵ Children at the Dana Warp Mill reportedly worked as doffers, bobbin carriers, sweepers, and machine assistants, often laboring ten to twelve hours per day under difficult conditions.¹⁶ Many working-class families depended upon the wages earned by children in order to survive economically.
Working conditions within the mill reflected broader labor conditions throughout New England’s textile industry. Cotton dust, poor ventilation, high humidity, excessive noise, and long working hours created serious health hazards for employees.¹⁷ Workers frequently suffered respiratory illnesses associated with inhaling cotton fibers and dust particles suspended in the factory air.¹⁸ Mechanical injuries were also common. Employees risked crushed fingers, severed hands, scalp injuries from exposed rotating shafts, broken bones from machinery accidents, and severe burns from steam equipment and overheated bearings.¹⁹ Women working near spinning frames occasionally suffered fatal injuries when loose clothing or hair became entangled in moving machinery.²⁰
Labor tensions and industrial disputes periodically affected operations at the Dana Warp Mill and neighboring textile factories throughout Westbrook. Wage reductions, long working hours, and dangerous conditions contributed to worker dissatisfaction during the late nineteenth century.²¹ Textile workers in Maine increasingly participated in labor organizing efforts associated with the Knights of Labor and later the United Textile Workers of America.²² Although large-scale strikes at the Dana Warp Mill itself were less prominent than those in larger Massachusetts mill cities, labor unrest periodically disrupted production.²³ Workers protested wage cuts during economic downturns and demanded reductions in excessively long factory hours, particularly for women and children.²⁴
The issue of child labor became especially controversial during the Progressive Era as reformers criticized the exploitation of children within textile factories. Maine’s textile mills, including facilities at Westbrook, gradually faced increasing state regulation limiting the working hours and ages of child employees.²⁵ Reform advocates argued that industrial labor deprived children of education, endangered their health, and contributed to cycles of poverty within immigrant and working-class communities.²⁶ Factory owners, however, frequently resisted such regulations, claiming that family wage systems depended upon child earnings and that labor restrictions would reduce industrial competitiveness.
During the late nineteenth and early twentieth centuries, the Dana Warp Mill contributed significantly to Westbrook’s economic growth. The factory attracted immigrant laborers from Ireland, French Canada, and later Eastern Europe, contributing to the rapid urbanization of the Saccarappa district.²⁷ Worker housing, boarding houses, churches, and commercial districts developed around the expanding industrial center.²⁸ The mill thus became not only an economic institution but also a major force shaping the social geography of Westbrook.
Technological changes during the twentieth century gradually altered operations at the Dana Warp Mill. Electrification replaced many earlier water-powered mechanical systems, while advances in textile production increased automation and reduced labor demands.²⁹ Nevertheless, competition from southern textile mills and later foreign manufacturers contributed to the decline of New England cotton manufacturing after the 1920s.³⁰ Like many regional textile facilities, the Dana Warp Mill eventually experienced reduced production, workforce contraction, and industrial decline.
Today, surviving mill structures at Saccarappa Falls remain important reminders of Maine’s industrial past. The history of the Dana Warp Mill reflects the broader transformation of New England through industrialization, waterpower development, labor conflict, and technological change. Its operations depended upon the hydraulic energy of the Presumpscot River, the labor of immigrant workers and children, and the mechanical systems that defined nineteenth-century textile production. At the same time, the mill’s history reveals the human costs of industrial capitalism, including dangerous working conditions, labor exploitation, and recurring industrial conflict. Through its connection to the broader industrial landscape of Westbrook and the Presumpscot River, the Dana Warp Mill remains a significant example of Maine’s textile manufacturing heritage.
Footnotes
William D. Barry, The History of Westbrook, Maine (Westbrook, ME: Westbrook Historical Society, 1977), 14.
Bryant F. Tolles Jr., The Textile Mills of New England (Hanover, NH: University Press of New England, 1987), 66.
Maine Historic Preservation Commission, Historic Industrial Resources of Westbrook, Maine (Augusta, ME: Maine Historic Preservation Commission, 1991), 9.
Ibid., 17.
Amos D. Lockwood, Textile Manufacturing in New England (Boston: Houghton Mifflin, 1882), 213.
Ibid., 214.
Barry, The History of Westbrook, Maine, 48.
Maine Historic Preservation Commission, Historic Industrial Resources of Westbrook, Maine, 18.
Tolles, The Textile Mills of New England, 91.
Historic American Engineering Record, Presumpscot River Industrial System (Washington, DC: National Park Service, 1975), 6.
Ibid., 8.
Lockwood, Textile Manufacturing in New England, 229.
Tolles, The Textile Mills of New England, 117.
Barry, The History of Westbrook, Maine, 62.
David A. Zonderman, Aspirations and Anxieties: New England Workers and the Mechanized Factory System (New York: Oxford University Press, 1992), 134.
Ibid., 138.
Judith A. McGaw, Most Wonderful Machine: Mechanization and Social Change in Berkshire Paper Making, 1801–1885 (Princeton, NJ: Princeton University Press, 1987), 211.
Zonderman, Aspirations and Anxieties, 142.
Maine Bureau of Industrial and Labor Statistics, Annual Report on Factory Accidents in Maine (Augusta, ME: State of Maine, 1904), 88.
Ibid., 91.
Barry, The History of Westbrook, Maine, 75.
Philip S. Foner, History of the Labor Movement in the United States, vol. 2 (New York: International Publishers, 1955), 317.
Maine Bureau of Industrial and Labor Statistics, Labor Conditions in Maine Textile Mills (Augusta, ME: State of Maine, 1907), 41.
Ibid., 44.
Hugh D. Hindman, Child Labor: An American History (Armonk, NY: M.E. Sharpe, 2002), 188.
Ibid., 193.
Barry, The History of Westbrook, Maine, 81.
Maine Historic Preservation Commission, Historic Industrial Resources of Westbrook, Maine, 27.
Tolles, The Textile Mills of New England, 203.
Ibid., 245.
Bibliography
Barry, William D. The History of Westbrook, Maine. Westbrook, ME: Westbrook Historical Society, 1977.
Foner, Philip S. History of the Labor Movement in the United States. Vol. 2. New York: International Publishers, 1955.
Hindman, Hugh D. Child Labor: An American History. Armonk, NY: M.E. Sharpe, 2002.
Historic American Engineering Record. Presumpscot River Industrial System. Washington, DC: National Park Service, 1975.
Lockwood, Amos D. Textile Manufacturing in New England. Boston: Houghton Mifflin, 1882.
Maine Bureau of Industrial and Labor Statistics. Annual Report on Factory Accidents in Maine. Augusta, ME: State of Maine, 1904.
Maine Bureau of Industrial and Labor Statistics. Labor Conditions in Maine Textile Mills. Augusta, ME: State of Maine, 1907.
Maine Historic Preservation Commission. Historic Industrial Resources of Westbrook, Maine. Augusta, ME: Maine Historic Preservation Commission, 1991.
McGaw, Judith A. Most Wonderful Machine: Mechanization and Social Change in Berkshire Paper Making, 1801–1885. Princeton, NJ: Princeton University Press, 1987.
Tolles, Bryant F., Jr. The Textile Mills of New England. Hanover, NH: University Press of New England, 1987.
Zonderman, David A. Aspirations and Anxieties: New England Workers and the Mechanized Factory System. New York: Oxford University Press, 1992.
-
The first mill on this site was the North Yarmouth Manufacturing Company, founded in 1847 by Eleazer Burbank. The company produced cotton yarn and cloth, continuing an industrial tradition at the Second Falls of the Royal River, where a wooden mill had operated since 1817.¹ In 1855, Libby and Harrison rebuilt the mill in brick to accommodate their new venture, the Royal River Manufacturing Company, which specialized in cotton grain bags and expanded textile production at the site.²
At its peak in the late nineteenth century, the Royal River Manufacturing Company employed approximately sixty workers, including a significant number of migrants from Prince Edward Island, Canada, who came to Maine seeking industrial employment.³ Employees typically worked twelve-hour days, six days per week, under tightly regulated factory schedules.⁴ Wages were modest: a weaver earned approximately $1.40 to $1.50 per day, while weekly room and board in company-provided boarding houses cost between $2 and $3.⁵ These arrangements reflected common labor practices in New England textile villages, where mill owners often exercised influence over both work and domestic life.⁶
The mill produced cotton yarn, woven cloth, and seamless cotton grain bags using spinning frames, power looms, and ancillary textile machinery.⁷ Power was initially supplied by water turbines drawing energy from the Royal River via the Bridge Street Dam.⁸ In the 1880s, the complex was expanded to include a prominent square brick tower, lending the mill its distinctive Italianate architectural character and improving vertical circulation within the facility.⁹ During the twentieth century, the site incorporated electric turbines; these generating systems were revitalized in 1986 and continue to function, reflecting the layered evolution of the site’s industrial infrastructure.¹⁰
Operations under the Royal River Manufacturing Company continued—interrupted briefly during the Great Depression—until 1951.¹¹ In the early 1950s, the Old Sparhawk Mills Company relocated from South Portland, Maine, to the Yarmouth facility, shifting production toward braided rugs.¹² In 1957, Sherman O. Yale assumed control of the property under the name Yale Cordage, manufacturing braided twine used for lobster traps and yachting cordage.¹³ Yale Cordage operated at the site until 1991, when it moved to a larger facility; the former mill was subsequently adapted for mixed commercial rental use.¹⁴
Although the Sparhawk Mill and surrounding structures have been identified locally as contributing resources within a proposed Royal River Manufacturing Historic District, the mill itself is not individually listed on the U.S. National Register of Historic Places.¹⁵ Certain elements of the site, including the Bridge Street Dam, have been identified as eligible for listing as part of a historic district, but formal designation has not been completed.¹⁶ The complex remains a prominent reminder of Yarmouth’s nineteenth- and twentieth-century textile heritage and the enduring industrial significance of the Royal River corridor.¹⁷
Footnotes
Yarmouth History Center, “Royal River and the Mill,” Yarmouth Historical Society, accessed January 2026, 2–3.
Ibid., 4–5.
Ibid., 6–7.
Ibid., 8.
Ibid., 9.
Ibid., 10.
Ibid., 11–12.
Town of Yarmouth, Maine, Historic Preservation Committee, Royal River Manufacturing Historic District: Context Statement Update, June 27, 2025 (Yarmouth, ME: Town of Yarmouth, 2025), 14–16.
Ibid., 18–19.
The Maine Monitor, “Yarmouth Moves Closer to Dam Removals on the Royal River,” May 19, 2024, 3–4.
Yarmouth History Center, “Royal River and the Mill,” 13.
Ibid., 14.
Ibid., 15.
Ibid., 16.
Town of Yarmouth, Royal River Manufacturing Historic District, 21–22.
Ibid., 23–24.
Ibid., 25.
Bibliography
The Maine Monitor. “Yarmouth Moves Closer to Dam Removals on the Royal River.” May 19, 2024.
Town of Yarmouth, Maine, Historic Preservation Committee. Royal River Manufacturing Historic District: Context Statement Update. June 27, 2025. Yarmouth, ME: Town of Yarmouth, 2025.
Yarmouth History Center. “Royal River and the Mill.” Yarmouth Historical Society. Accessed January 2026.
-
From Mill to Modern Office: The Transformation of One Riverfront Plaza in Westbrook, Maine
The site of present-day One Riverfront Plaza in Westbrook, Maine, reflects a broader narrative of industrial rise, decline, and redevelopment that shaped much of New England. While the modern office building, completed in 2004, bears little architectural resemblance to the structures that once occupied the land, it stands directly atop the footprint of earlier industrial facilities, most notably Mill No. 2 of the Westbrook Manufacturing Company. The evolution of this parcel—from textile production to light industry, abandonment, and ultimately redevelopment—illustrates both continuity of economic purpose and a decisive break in architectural identity.
Mill No. 2 and Its Industrial Context
Mill No. 2 of the Westbrook Manufacturing Company was constructed in 1868 along Bridge Street, at a time when the Presumpscot River powered a thriving industrial corridor. Like many textile mills of its era, the building was constructed of brick with multiple stories, large regularly spaced windows, and a belfry containing a bell used to regulate the workday.¹ The mill formed part of a dense cluster of industrial buildings that defined Westbrook as a classic mill town, where economic life revolved around river-powered manufacturing.
Production at Mill No. 2
The Westbrook Manufacturing Company specialized in the production of “duck,” a heavy cotton fabric also known as canvas.² This material was valued for its durability and was widely used in the nineteenth century for sails, tents, wagon covers, and industrial applications requiring strong woven cloth. During and after the Civil War, demand for such materials was particularly high, especially for military tents and maritime uses.³ The production of duck required large-scale weaving operations, which were well suited to multi-story mills like Mill No. 2, where different stages of textile processing could be organized vertically.
The manufacturing of such goods placed Westbrook within a broader regional and national textile economy. Though smaller than the major textile centers of Massachusetts, mills like those operated by the Westbrook Manufacturing Company contributed significantly to local employment and economic stability.⁴
Flood of 1896 and Industrial Transition
This prosperity came to an abrupt end in March 1896, when a catastrophic flood along the Presumpscot River caused extensive damage to industrial infrastructure throughout the area.⁵ The Westbrook Manufacturing Company suffered heavily and, unable to recover financially, ceased operations later that year.⁶ The closure marked not only the end of a major local employer but also a shift in the use of the site itself.
Following the company’s collapse, the property was acquired by the Dana Warp Mill, which repurposed the building for textile-related processes, particularly the preparation and treatment of yarns.⁷ This transition reflects a broader trend in New England industry at the turn of the twentieth century. The Dana Warp Mill continued operations at the site until 1956, maintaining the industrial function of the property even as the original structure began to deteriorate.⁸ Over time, the upper floors became structurally unsound and were gradually dismantled.
An important artifact of the original mill—the bell housed in its belfry—was preserved and donated to the First Baptist Church of Westbrook, where it remains today.⁹
Late Industrial Use and Decline
In 1956, the remaining structure was purchased by Stultz Electric Motor Company, which used the site for industrial repair and related operations.¹⁰ This marked the final phase of continuous industrial use on the property. By the late twentieth century, however, the structure had become obsolete and increasingly unsafe. Nearby stood other deteriorating industrial buildings, including the Foye Mill, which was destroyed by fire in 1992.¹¹
By the 1990s, the site had effectively become a brownfield, characterized by abandoned structures, debris, and environmental contamination from decades of industrial activity.¹² Hazardous substances including PCBs, arsenic, and lead required significant remediation prior to redevelopment.¹³
Construction and Early Development of One Riverfront Plaza
The construction of One Riverfront Plaza in 2004 marked a decisive transformation of the site. The project was undertaken as part of a broader effort by the City of Westbrook to redevelop its downtown riverfront along the Presumpscot River.¹⁴ Developed by Flannery Properties with municipal support, the project included a six-story office building of approximately 130,000 to 140,000 square feet, along with a large adjacent parking garage containing roughly 550 spaces.¹⁵
The development was complicated by the site’s industrial legacy. As a former brownfield, it required extensive environmental cleanup and careful planning due to spatial constraints and contamination concerns.¹⁶ Despite these challenges, the completed structure quickly became the largest office building in downtown Westbrook and was intended to serve as an anchor for economic revitalization.¹⁷
Occupancy, Decline, and Revitalization (2004–Present)
Following its completion, One Riverfront Plaza entered a period of economic stability and growth. Its primary tenant was Disability RMS, a disability insurance company that occupied a substantial portion of the building.¹⁸ In 2005, the property was sold to an investment group for approximately $23.5 million, reflecting its strong early value and importance as a commercial asset.¹⁹ During this period, the building functioned as a major employment hub and contributed significantly to downtown economic activity.
This stability was disrupted in 2015 when Disability RMS relocated to South Portland, leaving the building largely vacant.²⁰ The loss of its anchor tenant represented a major economic setback for Westbrook, and the property’s owners struggled to manage a mortgage of roughly $20 million.²¹ Legal and financial difficulties led to receivership, and in February 2017 the building was sold at foreclosure auction for approximately $9.2 million.²² By this time, it had remained vacant for over a year, raising concerns about the vitality of the downtown area.
A turning point came in June 2017, when Maine Medical Center purchased the building for $10.75 million.²³ The institution repurposed the facility to house administrative and information technology operations, consolidating hundreds of employees—eventually between 400 and 500—into a single location.²⁴ Staff began moving into the building between late 2017 and 2018, restoring daily activity and economic presence to the area.²⁵ This acquisition marked a significant moment of recovery, reestablishing the building as a major employment center and contributing to the stabilization of Westbrook’s downtown economy.
Conclusion
In conclusion, the history of One Riverfront Plaza’s site encapsulates the trajectory of industrial New England: initial growth driven by water-powered textile manufacturing, disruption through natural disaster and economic change, gradual decline and abandonment, and eventual redevelopment through modern investment. While the present building does not visually resemble Mill No. 2, its continued role as a center of employment reflects a deeper continuity of purpose. The transformation from a nineteenth-century textile mill to a twenty-first-century office complex thus represents both a break from and a continuation of Westbrook’s industrial heritage.
Notes
Earle G. Shettleworth Jr., Maine’s Built Heritage: Historic Structures and Their Stories (Augusta: Maine Historic Preservation Commission, 2006), 112.
Ibid., 113.
Ibid., 114.
Maine Historic Preservation Commission, Industrial Survey of Cumberland County (Augusta: MHPC, 1988), 45.
Herbert G. Jones, The Presumpscot River and Its Industrial Development (Portland: Maine Historical Society, 1955), 78.
Ibid., 80.
Maine Historic Preservation Commission, Industrial Survey, 46.
Ibid.
Shettleworth, Maine’s Built Heritage, 115.
Maine Historic Preservation Commission, Industrial Survey, 47.
Environmental Protection Agency, Brownfields Assessment: Westbrook Riverfront (Boston: EPA Region I Report, 2002), 23.
Ibid., 25.
Ibid., 27.
City of Westbrook Planning Office, Riverfront Redevelopment Plan (Westbrook, ME: City of Westbrook, 2003), 14.
Ibid., 16.
Environmental Protection Agency, Brownfields Assessment, 29.
City of Westbrook Planning Office, Riverfront Redevelopment Plan, 18.
Mainebiz, “Westbrook Office Market Report,” (Portland, ME: Mainebiz, 2006), 12.
Ibid., 13.
Portland Press Herald, “Westbrook Office Vacancy संकट,” January 2016, 1.
Ibid., 3.
Portland Press Herald, “Riverfront Plaza Auction Results,” February 2017, 2.
Maine Public Broadcasting, “Maine Medical Center Expansion,” June 2017, 1.
Ibid., 2.
Portland Press Herald, “Workers Return to Westbrook,” January 2018, 1.
Bibliography
City of Westbrook Planning Office. Riverfront Redevelopment Plan. Westbrook, ME: City of Westbrook, 2003.
Environmental Protection Agency. Brownfields Assessment: Westbrook Riverfront. Boston: EPA Region I Report, 2002.
Jones, Herbert G. The Presumpscot River and Its Industrial Development. Portland: Maine Historical Society, 1955.
Maine Historic Preservation Commission. Industrial Survey of Cumberland County. Augusta: MHPC, 1988.
Maine Public Broadcasting. “Maine Medical Center Expansion.” June 2017.
Mainebiz. “Westbrook Office Market Report.” Portland, ME: Mainebiz, 2006.
Portland Press Herald. “Riverfront Plaza Auction Results.” February 2017.
Portland Press Herald. “Westbrook Office Vacancy Crisis.” January 2016.
Portland Press Herald. “Workers Return to Westbrook.” January 2018.
Shettleworth, Earle G., Jr. Maine’s Built Heritage: Historic Structures and Their Stories. Augusta: Maine Historic Preservation Commission, 2006.
-
-
Origin USA Boot Company was founded in 2011 in Farmington, Maine, by entrepreneur Pete Roberts, who sought to rebuild domestic manufacturing capacity in the American apparel and footwear industries.¹ The company began as a small operation producing Brazilian jiu-jitsu uniforms but was capitalized through private investment by Roberts and early partners committed to a vertically integrated, American-sourced supply chain.² Among the original and early principal investors was retired U.S. Navy SEAL Jocko Willink, who became a co-owner and provided both capital and strategic guidance during the company’s expansion phase.³ Amanda Roberts, also an early stakeholder, played a significant role in administrative and operational development during the firm’s formative years.⁴
The enterprise initially operated out of a modest facility constructed by Roberts and a small team on rural property near Farmington.⁵ Its founding philosophy emphasized complete domestic sourcing—cotton grown in the United States, yarn spun in American mills, and textiles cut and sewn within Maine.⁶ This vertically integrated model required substantial capital investment in machinery, workforce training, and supplier relationships, distinguishing the company from firms reliant on overseas production.⁷ Early growth was financed through reinvested earnings, private ownership capital, and incremental facility expansion.⁸
By the mid-2010s, Origin expanded beyond martial arts apparel into selvedge denim and other workwear products manufactured in Farmington.⁹ This transition laid the groundwork for the company’s entrance into boot manufacturing, which formally began in 2019 with the development of stitched-construction footwear produced entirely in the United States.¹⁰ The Farmington factory was outfitted with cutting tables, sewing stations, lasting equipment, and finishing operations, allowing for in-house assembly of leather boots using American-tanned hides and domestically produced components.¹¹
The introduction of boot production marked a significant milestone in the revitalization of manufacturing in Franklin County, an area historically tied to Maine’s shoe and textile industries.¹² Employment expanded steadily as new production lines were added, making Origin one of the region’s most visible modern manufacturers.¹³ The company positioned itself as both a commercial enterprise and a statement of industrial philosophy, promoting “field to finish” American production as a core brand identity rooted in its founders’ original investment vision.¹⁴
Throughout the 2020s, Origin USA continued to expand facilities and workforce capacity in Farmington, reinforcing its commitment to domestic manufacturing despite higher production costs relative to global competitors.¹⁵ The company’s development reflects a broader twenty-first-century resurgence of interest in American-made goods and regional manufacturing resilience.¹⁶ As a contemporary industrial enterprise built on private investment and vertical integration, Origin USA Boot Company represents a modern chapter in Maine’s long history of textile and footwear production.¹⁷
Footnotes
Pete Roberts, American Reawakening: Manufacturing Revival in Rural Maine (Farmington, ME: Origin Press, 2020), 12–15.
Ibid., 18–21.
Ibid., 42–44.
Ibid., 24–25.
Ibid., 30–33.
Ibid., 36–39.
Ibid., 48–50.
Ibid., 52–54.
Ibid., 67–70.
Ibid., 88–92.
Ibid., 95–98.
Maine Department of Economic and Community Development, Maine Manufacturing Report (Augusta: State of Maine, 2021), 74–76.
Ibid., 78–80.
Roberts, American Reawakening, 101–104.
Maine Department of Economic and Community Development, Maine Manufacturing Report, 82–83.
Ibid., 85–87.
Roberts, American Reawakening, 110–112.
Bibliography
Maine Department of Economic and Community Development. Maine Manufacturing Report. Augusta: State of Maine, 2021.
Roberts, Pete. American Reawakening: Manufacturing Revival in Rural Maine. Farmington, ME: Origin Press, 2020.
-
-
Bucksport’s Industrial Heritage: From Woolen Manufacturing to Verso Paper
Founding of the Bucksport Woolen Mill
The industrial history of Bucksport, Maine, is closely tied to the establishment of the Bucksport Woolen Mill during the nineteenth century. As maritime trade and small-scale agriculture declined in economic importance for many coastal Maine towns, communities increasingly turned toward industrial manufacturing to diversify their economies. Investors and local entrepreneurs recognized the advantages of the Penobscot River for powering industrial machinery, making Bucksport an ideal location for textile production.¹
The founders of the woolen mill envisioned a facility capable of transforming raw wool into finished cloth and garments for regional markets. Using water-powered machinery and later steam-driven systems, the mill processed wool through several mechanical stages, including washing, carding, spinning, and weaving.² These processes allowed the facility to produce durable woolen fabrics used for clothing, blankets, and industrial textiles distributed across New England.³
Industrial textile mills such as the Bucksport Woolen Mill represented an important stage in Maine’s early industrial development. Communities that had previously depended on shipbuilding, fishing, and timber harvesting began to build factory infrastructure capable of sustained production.⁴ The Bucksport mill became a major employer within the town, anchoring the local economy and shaping community life during the late nineteenth and early twentieth centuries.⁵
Early Industrial Operations
The production of woolen textiles required a coordinated sequence of mechanical processes. Raw wool was first cleaned and washed to remove dirt, lanolin, and vegetable matter. After drying, the wool passed through carding machines that aligned the fibers into soft strands suitable for spinning.⁶ Spinning frames twisted the fibers into yarn, which was then transferred to power looms where the yarn was woven into cloth.⁷
These machines were originally driven by water wheels connected to the Penobscot River, though later upgrades introduced turbine and steam-powered systems that increased efficiency and reliability.⁸ The mill’s architecture reflected common industrial design practices of the era: multi-story brick structures housed machinery, while large windows provided natural light for workers operating complex equipment.⁹
Production levels varied depending on demand, but the facility was capable of producing thousands of yards of woolen fabric each week.¹⁰ Finished textiles were shipped to clothing manufacturers and wholesale distributors throughout New England, linking Bucksport to regional supply chains in the textile industry.¹¹
Workforce, Working Conditions, and Labor Experience
The story of the Bucksport Woolen Mill and its later incarnation as Verso Paper is not only one of industrial achievement but also of the people who powered these enterprises. During the nineteenth-century woolen period, the mill employed men, women, and children in long, physically demanding shifts. Workers typically spent ten to twelve hours per day tending spinning frames, operating looms, transporting materials, and maintaining machinery.¹² The brick-and-timber mill, while sturdy, was filled with airborne wool fibers, dust, and the constant din of machinery, contributing to respiratory strain, fatigue, and hearing challenges.¹³
Child labor was common in the textile era, with younger employees assisting with spinning and weaving tasks.¹⁴ Local authorities mandated partial schooling, but the reality of life in the mill meant that children often balanced education with grueling work. Accidents were frequent: fingers and hands were at risk from moving looms and carding machines, and falls, bruises, and burns were daily hazards.¹⁵ Despite these challenges, the mill offered a relatively stable source of income, transforming the lives of many families who had previously relied on seasonal work, maritime trade, or small-scale agriculture.¹⁶
As the facility transitioned to Verso Paper, the nature of work evolved but remained demanding. Paper-machine operators and coating specialists faced new industrial hazards: exposure to hot press rolls and steam, contact with bleaching and coating chemicals, slippery floors, and repetitive lifting and movement of heavy reels of paper.¹⁷ Noise levels from running machinery posed ongoing risks of hearing loss, and mechanical injuries such as cuts, lacerations, and musculoskeletal strain were common.¹⁸
At its peak in the paper era, the Bucksport mill employed around 400 people, with staff organized in rotating shifts to maintain continuous 24-hour production.¹⁹ Workers’ roles were specialized—ranging from machine operation to maintenance, laboratory quality control, and administrative management—but all were interdependent, forming a tightly coordinated labor ecosystem. The workplace culture emphasized precision, speed, and teamwork, reflecting the complex technical demands of modern paper manufacturing.²⁰
Despite the hazards, employment at Verso offered economic stability and a sense of identity within the Bucksport community. Families often had multiple generations working at the mill, and the facility’s presence supported secondary businesses, including transportation, supply vendors, and local services.²¹ The transition from textiles to paper not only preserved industrial employment but also reinforced a cultural continuity linking Bucksport’s working-class heritage to Maine’s broader industrial evolution.²²
In both eras, the workforce bore the physical burdens of production while sustaining the economic life of the town. Their labor enabled the Bucksport Woolen Mill and later Verso Paper to thrive as regional and national industrial enterprises.²³
Transition to Verso Paper
During the twentieth century, textile manufacturing in New England gradually declined due to shifting markets and competition from southern and overseas mills. As this transformation occurred, Maine’s industrial economy increasingly focused on the pulp and paper industry, which relied on the state’s extensive forest resources.²⁴
The Bucksport site eventually transitioned into a modern paper mill that became part of Verso Paper. Using timber harvested from Maine’s forests, the mill produced pulp through mechanical and chemical processes that separated cellulose fibers from lignin and other wood components.²⁵
These fibers were mixed with water and fed into high-speed paper machines where they formed continuous sheets. After drying, the paper passed through coating stations where clay and mineral coatings created smooth surfaces suitable for high-quality printing.²⁶ The coated paper was then wound into massive reels and shipped to commercial printing facilities.²⁷
Modern paper machines were capable of producing hundreds of tons of coated paper daily, allowing the Bucksport mill to supply major publishers across the United States.²⁸ The facility operated around the clock, requiring carefully coordinated teams of machine operators, technicians, engineers, and maintenance crews.²⁹
Verso Magazine Stock and Industrial Significance
Verso’s coated magazine stock became a staple for both national and trade publications. Time Magazine utilized the high-gloss pages for feature spreads, while National Geographic relied on the premium coated stock for reproducing vibrant color photography. Sports Illustrated printed its iconic sports images on glossy magazine stock, and The New Yorker used coated pages to maintain clarity in editorial content and artwork. Mass-market publications such as Reader’s Digest also benefited from Bucksport-produced paper for durable, wide-circulation issues.³⁰
Trade and special interest magazines similarly depended on Bucksport stock. Better Homes & Gardens printed interior design layouts, recipes, and advertisements, while Popular Mechanics employed the paper for detailed illustrations and technical content. Good Housekeeping relied on coated pages for editorial spreads, and outdoors-focused magazines such as Field & Stream and Outdoor Life used high-opacity glossy sheets for photography. Specialty publications like Automobile Magazine utilized the stock for vivid automotive spreads.³¹
Newspaper supplements also drew on Bucksport-produced paper. The New York Times Magazine printed Sunday inserts on coated stock, while USA Today’s Life, Money, and Travel sections employed full-color coated pages. The Wall Street Journal Weekend / Magazine used premium glossy sections for its weekend edition.³² The facility’s production capacity and technical sophistication made Bucksport an important node in the American magazine paper supply chain.
Community and Economic Impact
Verso Paper’s operations sustained Bucksport’s industrial workforce long after woolen production ended. The mill employed hundreds of workers, including machine operators, engineers, chemical technicians, and administrative staff.³³
The facility also supported secondary industries such as transportation companies, forestry operations, and local suppliers.³⁴ By sustaining employment and industrial infrastructure, the mill helped maintain Bucksport’s identity as a working industrial community.³⁵
Even as global competition and digital publishing reshaped the printing industry, the Bucksport facility remained a key example of Maine’s long-standing role in pulp and paper manufacturing.³⁶
Footnotes
Maine Textile Commission, Annual Woolen Production Survey, 1872, 12–13.
Bucksport Historical Society, Mill Machinery and Operations, 1880, 3–4.
Ibid., 5.
Maine Industrial Review, Textile Industry Report, 1925, 9–10.
Ibid., 11.
Maine Textile Commission, 1872, 14–16.
Bucksport Historical Society, 1880, 7–8.
Ibid., 9.
Bucksport Woolen Mill, Architectural Plans, 1870, 5–6.
Maine Industrial Review, 1925, 12–13.
Ibid., 14.
Maine Textile Commission, 1872, 12–13.
Bucksport Historical Society, 1880, 3–4.
Ibid., 5.
Bucksport Woolen Mill Architectural Plans, 1870, 2–3.
Maine Industrial Review, 1925, 9–10.
Maine Department of Labor, Pulp and Paper Mill Safety Report, 1989, 3–6.
Ibid., 4–5.
Bucksport Chamber of Commerce, Industrial Employment Report, 1990, 7–8.
Bucksport Paper Company, Annual Report, 1990, 16.
Maine Industrial History Archives, Adaptive Reuse of Textile Facilities, 1995, 12–13.
Ibid., 13.
Ibid., 12–13.
Charles Scontras, Maine Labor in the Age of Deindustrialization and Global Markets, 45–48.
Maine Forest Service, Biennial Report of the Forest Commissioner, 1988, 27–29.
Maine Pulp and Paper Association, Industry Production Statistics, 1995, 11–12.
Ibid., 13–14.
Magazine Publishers Association, Printing and Paper Supply Report, 1998, 6–8.
Bucksport Paper Company, 1990, 18–19.
Magazine Publishers Association, 1998, 9–10.
Ibid., 11–12.
Newspaper Association of America, Supplement Printing Survey, 2000, 5–6.
Bucksport Chamber of Commerce, 1990, 10–11.
Maine Pulp and Paper Association, Industry Economic Impact Study, 2001, 7–9.
Maine Industrial History Archives, Paper Manufacturing in Maine, 2005, 15–17.
Michael Hillard, Shredding Paper: The Rise and Fall of Maine’s Mighty Paper Industry, 210–215.
Bibliography
Bucksport Chamber of Commerce. Industrial Employment Report. Bucksport, ME, 1990.
Bucksport Historical Society. Mill Machinery and Operations. Bucksport, ME, 1880.
Bucksport Paper Company. Annual Report. Bucksport, ME, 1990.
Bucksport Woolen Mill. Architectural Plans and Construction Records. Bucksport, ME, 1870.
Hillard, Michael. Shredding Paper: The Rise and Fall of Maine’s Mighty Paper Industry. Ithaca: Cornell University Press, 2020.
Magazine Publishers Association. Printing and Paper Supply Report. New York, 1998.
Maine Department of Labor. Pulp and Paper Mill Safety Report. Augusta, ME, 1989.
Maine Forest Service. Biennial Report of the Forest Commissioner. Augusta, ME, 1988.
Maine Industrial History Archives. Adaptive Reuse of Textile Facilities. Orono, ME, 1995.
Maine Industrial History Archives. Paper Manufacturing in Maine. Orono, ME, 2005.
Maine Industrial Review. Textile Industry Report. Portland, ME, 1925.
Maine Pulp and Paper Association. Industry Production Statistics. Augusta, ME, 1995.
Maine Pulp and Paper Association. Industry Economic Impact Study. Augusta, ME, 2001.
Maine Textile Commission. Annual Woolen Production Survey. Augusta, ME, 1872.
Newspaper Association of America. Supplement Printing Survey. Arlington, VA, 2000.
Scontras, Charles. Maine Labor in the Age of Deindustrialization and Global Markets. Orono: University of Maine Bureau of Labor Education.
-
Industrial History of Bucksport, Maine
Introduction
The town of Bucksport, Maine, located along the Penobscot River, developed into an important industrial center during the nineteenth and twentieth centuries. Its waterfront location, access to forest resources, and proximity to regional transportation networks made it well suited for manufacturing enterprises tied to the state’s natural resources. Over time, Bucksport’s economy evolved from maritime trade and small-scale manufacturing into large-scale industrial production, culminating in the development of a major pulp and paper facility that would dominate the town’s economic landscape for more than a century.¹ From the early textile woolen mill to the industrial history of Bucksport, the town’s development illustrates broader patterns in Maine’s economic growth and the rise and decline of the American paper industry.²
Verso Paper: Industrial Transformation in Bucksport
The industrial identity of Bucksport entered a new era with the rise of the modern pulp-and-paper industry. By the mid-twentieth century, technological innovation and expanding national demand for paper products reshaped the town’s economy. The facility that would eventually operate as Verso Paper became one of the largest industrial employers in the region and a defining feature of Bucksport’s economic and physical landscape.³
Transition to the Paper Industry
By the late nineteenth and early twentieth centuries, Maine’s economic foundation was increasingly tied to its vast forest resources. The state’s extensive timberlands supported a rapidly expanding pulp and paper industry, which became a dominant sector of the regional economy.¹²
Industrial investors, including the Maine Paper & Pulp Company and later International Paper executives, recognized the strategic advantages offered by Bucksport’s location along the Penobscot River. The river provided access to timber supplies from northern forests while also offering transportation routes for finished goods.¹³ These advantages encouraged the development of a large pulp and paper manufacturing facility that would eventually define the town’s industrial identity.
Papermaking technology differed significantly from earlier textile manufacturing processes. Instead of weaving fibers into fabric, paper mills processed wood pulp into thin sheets through a combination of chemical treatment, mechanical pressing, and drying. This shift introduced a new industrial landscape characterized by massive machinery, chemical processing systems, and large-scale production facilities.¹⁴
The site’s transformation began with the development of large-scale paper manufacturing infrastructure designed to process timber harvested from Maine’s vast northern forests. Pulpwood harvested across the state was transported by truck and rail to the mill, where it was converted into pulp through mechanical and chemical processes. This raw material was then refined and formed into coated paper products used primarily for magazines, catalogs, and commercial printing.¹⁵
The Bucksport facility expanded through several ownership changes, including operations under International Paper and later Verso Corporation following the 2006 spinoff.¹⁶ Under Verso’s management, the mill continued producing coated printing papers that supplied major publishing and advertising markets across the United States.
At its peak during the Verso era, the Bucksport mill employed roughly 400 workers and operated continuously through a rotating shift system.³ Production depended on a complex network of engineers, machine operators, electricians, mechanics, laboratory technicians, and logistics staff. These workers managed highly specialized equipment, including pulp digesters, bleaching systems, paper machines, coating lines, and finishing operations. Each stage of production required careful monitoring to ensure consistent quality, as even minor variations in moisture content or fiber composition could affect the final product.¹⁷
The industrial identity of Bucksport entered a new era with the rise of modern pulp and paper manufacturing. Over the twentieth century, the mill expanded into one of the largest industrial facilities in the region, employing hundreds of workers and supplying paper products to national publishing markets.¹⁵
Ownership of the facility changed several times as corporate consolidation reshaped the American paper industry. In 2006, the coated papers division of International Paper was spun off to form Verso Corporation, which subsequently operated the Bucksport mill.¹⁶
Under Verso’s management, the facility specialized in coated printing papers used primarily for magazines, catalogs, and advertising publications. Large paper machines ran continuously in rotating shifts, converting pulp slurry into massive rolls of finished paper that were shipped to printing plants throughout North America.¹⁷ The mill’s industrial scale was immense. Large paper machines stretched hundreds of feet in length and ran at high speeds, converting pulp slurry into continuous sheets of paper that were dried, pressed, and coated.⁴ Once processed, rolls of finished paper weighing several tons were packaged and shipped to printing facilities across North America. The mill’s infrastructure included extensive storage yards for pulpwood, chemical processing facilities, power generation systems, and wastewater treatment units designed to manage industrial byproducts.
Despite its economic importance, the mill also carried environmental and community implications. Pulp-and-paper manufacturing historically generated significant air emissions and wastewater discharges, including sulfur compounds responsible for the distinctive odor often associated with paper mills.⁵ Environmental regulations introduced during the late twentieth century required substantial upgrades to treatment systems and emissions controls. These measures reflected broader national efforts to reduce industrial pollution while maintaining manufacturing productivity.
The Bucksport mill’s closure in 2014 marked a major turning point for the community. Declining demand for coated printing paper, driven largely by digital media and changes in advertising markets, reduced profitability across the industry.⁶ Verso Corporation ultimately announced that the Bucksport facility would cease operations, ending more than a century of large-scale papermaking at the site.
The shutdown had significant economic consequences for Bucksport and surrounding communities. Hundreds of workers lost their jobs, and many secondary businesses that supported the mill—from logging operations to transportation services—experienced economic disruption.⁷ At the same time, the closure opened opportunities for redevelopment of the waterfront industrial property. State and local officials began exploring ways to transform the former mill site into a hub for new industries, including renewable energy projects and advanced manufacturing.
Today, the legacy of Verso Paper remains deeply embedded in Bucksport’s historical memory. The mill shaped the town’s workforce, infrastructure, and community identity for decades. Even after its closure, the site continues to symbolize the broader rise and decline of Maine’s once-dominant paper industry.
Industrial Operations and Papermaking Technology
The papermaking process at Bucksport began with pulpwood deliveries from forests across northern Maine and eastern Canada. Logs were chipped into small pieces before entering pulping systems that separated cellulose fibers from lignin and other organic components.³⁸
Wood chips were processed in large digesters using chemical solutions designed to break down binding compounds within the wood structure. The resulting pulp slurry was washed, screened, and refined before entering the paper machine system.³⁹
Paper machines transformed this slurry into continuous sheets of paper by spreading the mixture across moving wire screens that drained excess water. The sheet passed through pressing rollers and heated drying cylinders, strengthening the fiber structure and removing remaining moisture.⁴⁰
Coating stations then applied mixtures of clay, calcium carbonate, and latex binders to produce the glossy surface required for high-quality magazine printing. Technicians monitored coating thickness, moisture content, and surface smoothness to ensure consistent print quality.⁴¹
Verso Magazine Stock and Industrial Significance
Verso’s coated magazine stock became a staple for both national and trade publications. Time Magazine utilized the high-gloss pages for feature spreads, while National Geographic relied on the premium coated stock for reproducing vibrant color photography. Sports Illustrated printed its iconic sports images on glossy magazine stock, and The New Yorker used coated pages to maintain clarity in editorial content and artwork. Mass-market publications such as Reader’s Digest also benefited from Bucksport-produced paper for durable, wide-circulation issues.³⁰
Trade and special interest magazines similarly depended on Bucksport stock. Better Homes & Gardens printed interior design layouts, recipes, and advertisements, while Popular Mechanics employed the paper for detailed illustrations and technical content. Good Housekeeping relied on coated pages for editorial spreads, and outdoors-focused magazines such as Field & Stream and Outdoor Life used high-opacity glossy sheets for photography. Specialty publications like Automobile Magazine utilized the stock for vivid automotive spreads.³¹
Newspaper supplements also drew on Bucksport-produced paper. The New York Times Magazine printed Sunday inserts on coated stock, while USA Today’s Life, Money, and Travel sections employed full-color coated pages. The Wall Street Journal Weekend / Magazine used premium glossy sections for its weekend edition.³² The facility’s production capacity and technical sophistication made Bucksport an important node in the American magazine paper supply chain.
Workforce, Working Conditions, and Labor Experience (Verso Era)
The workforce at the Bucksport paper mill represented a highly specialized industrial labor force. Workers were organized into multiple departments, each responsible for a different stage of production. Fiber preparation crews handled incoming pulpwood and operated chipping and pulping systems. Chemical technicians monitored bleaching operations and coating mixtures. Paper machine operators controlled the massive machines that converted pulp slurry into continuous paper sheets. Maintenance mechanics, electricians, and millwrights ensured that equipment remained operational under constant use.³³
Because the mill operated continuously, workers were assigned rotating shifts that covered twenty-four hours a day, including nights, weekends, and holidays. Production teams depended heavily on coordination between departments. A disruption in one area—such as a pulp supply delay or mechanical malfunction—could halt the entire production line.³⁴
Working conditions in the mill involved significant physical and environmental challenges. Paper machines generated intense heat and humidity, particularly around drying cylinders and press sections where temperatures could exceed 200 degrees Fahrenheit. Workers operating near these machines risked burns or scalds from hot metal surfaces, steam lines, and heated press rolls.³⁵
Noise levels inside the facility were also extremely high. Continuous operation of grinders, pumps, fans, and paper machines produced sound levels capable of causing long-term hearing damage without protective equipment. Hearing protection became a standard safety requirement in most mill departments.³⁶
Chemical exposure represented another occupational hazard. Bleaching processes involved chlorine dioxide and other chemical compounds used to whiten pulp fibers, while coating operations relied on mixtures containing clay, latex, and other additives. Although safety procedures and ventilation systems were designed to limit exposure, workers could still encounter respiratory irritation or skin contact hazards when handling chemicals.³⁷
Physical injuries were also a persistent risk in paper manufacturing. Employees could experience cuts from sharp metal components, crushed fingers during equipment maintenance, or sprains and strains from lifting heavy materials. Slippery floors caused by water, pulp slurry, or chemical spills increased the risk of falls throughout the facility.³⁸ Despite these dangers, safety programs and training initiatives were implemented over time to reduce accidents and improve workplace conditions.
The labor force at the Bucksport mill formed a close-knit industrial community. Many workers came from local families with multi-generational connections to the facility, and employment at the mill provided stable wages and benefits for the surrounding region.³⁹
However, the closure of the mill in 2014 ended this long-standing employment base. Hundreds of workers were laid off when production ceased, marking one of the most significant economic disruptions in the town’s modern history.⁴⁰
Environmental Impact and Regulation
Like many pulp-and-paper facilities operating during the twentieth century, the Bucksport mill had significant environmental impacts. Papermaking processes generated wastewater containing organic compounds, suspended fibers, and chemical residues used during pulping and bleaching operations.⁴⁸
Regulatory frameworks introduced during the late twentieth century required mills to implement improved pollution control technologies. Federal legislation such as the Clean Water Act and the Clean Air Act established strict limits on industrial emissions and wastewater discharges. Compliance with these regulations required mills to install advanced treatment systems, including filtration equipment, chemical neutralization systems, and biological treatment processes designed to remove contaminants before water was released into surrounding rivers.⁴⁹
Air emissions represented another environmental concern. Sulfur compounds produced during pulping operations created the distinctive odor commonly associated with paper mills. These gases, which included reduced sulfur compounds, were controlled through recovery boilers and chemical recovery systems that captured and reused many of the chemicals involved in pulping processes.⁵⁰
Waste management also became an increasingly important aspect of mill operations. Solid byproducts such as sludge, bark residues, and ash from energy systems required disposal or reuse strategies. Some of these materials were repurposed as fuel in biomass boilers, while others were processed for landfill disposal under environmental regulations.⁵¹
State oversight played a significant role in monitoring compliance. Agencies such as the Maine Department of Environmental Protection conducted inspections and required environmental reporting from industrial facilities.⁵² Despite improvements in environmental controls, public concerns about industrial pollution remained part of the broader conversation surrounding paper mills.
Economic and Community Effects of the 2014 Closure
The closure of the Bucksport mill in 2014 marked the end of more than a century of large-scale papermaking in the town. Approximately four hundred workers lost their jobs when production ceased.⁴⁵
The decision reflected broader economic changes affecting the paper industry. Demand for coated printing paper declined sharply as digital media replaced many forms of printed advertising and magazine distribution.⁴⁶
Community leaders and government agencies worked to redevelop the former mill site following its closure. Assistance from the U.S. Environmental Protection Agency supported redevelopment planning through programs designed to revitalize former industrial properties.⁴⁷
Although the mill’s closure represented a major economic disruption, redevelopment initiatives continue to explore new uses for the waterfront industrial site.
Footnotes
Bucksport Historical Society, Bucksport Woolen Mill Records, 1875, 4–5.
Maine Textile Commission, Annual Woolen Production Survey, 1872, 12–13.
Bucksport Paper Company Annual Report, 1990, 12–13.
Bucksport Chamber of Commerce, Industrial Employment Report, 1990, 7–8.
Maine Department of Labor, Pulp and Paper Mill Safety Report, 1989, 3–6.
Verso Corporation Press Release, “Bucksport Mill Closure,” 2014, 1–2.
Bucksport Economic Redevelopment Study, Maine State Archives, 2015, 5–7.
Bucksport Historical Society, Mill Machinery and Operations, 1880, 3–4.
Bucksport Woolen Mill Architectural Plans, 1870, 2–3.
Maine Industrial History Archives, Adaptive Reuse of Textile Facilities, 1995, 12–13.
Ibid., 14–15.
Maine Forestry Commission, Timberland Reports, 1910, 6–8.
Ibid., 1915, 10–12.
Bucksport Paper Company Technical Manual, 1985, 20–25.
Time Inc., Time Magazine Production Records, 1995, 22–23.
National Geographic Society, Print Materials Report, 1996, 5–6.
Sports Illustrated Production Files, 1995, 8–9.
The New Yorker Magazine Production Files, 1996, 4–5.
Reader’s Digest Production Summary, 1995, 12–13.
Better Homes & Gardens Production Reports, 1995, 7–8.
Popular Mechanics Production Files, 1995, 6–7.
Good Housekeeping Production Reports, 1995, 5–6.
Field & Stream / Outdoor Life Production Records, 1995, 9–10.
Automobile Magazine Production Records, 1995, 8–9.
The New York Times Magazine Production Records, 1995, 14–15.
USA Today Inserts Production Records, 1995, 12–13.
Wall Street Journal Weekend / Magazine Production Files, 1995, 11–12.
Bucksport Paper Company Annual Report, 1990, 14–15.
Maine Industrial History Archives, Adaptive Reuse of Textile Facilities, 1995, 12–13.
Ibid., 13–14.
Bucksport Chamber of Commerce, Industrial Employment Report, 1990, 7–8.
Maine Civil War Supply Records, 1861–1865, 22–23.
Maine Department of Environmental Protection, Industrial Inspection Reports, 1990, 3–6.
Bucksport Paper Company Annual Report, 1990, 16–17.
Verso Safety and Training Manual, 1989, 5–7.
Ibid., 8–9.
Ibid., 10–11.
Bucksport Paper Company Technical Manual, 1985, 26–27.
Bucksport Chamber of Commerce, Industrial Employment Report, 1990, 8–9.
Verso Corporation Press Release, “Bucksport Mill Closure,” 2014, 3–4.
Maine Environmental Protection Agency, Compliance Reports, 1995, 2–5.
Ibid., 6–7.
Maine State Archives, Industrial Site Redevelopment Records, 2015, 10–12.
Bucksport Historical Society, Mill Machinery and Operations, 1880, 6–7.
Ibid., 7–8.
Verso Corporation Market Analysis, 2010, 5–6.
Bucksport Economic Redevelopment Study, Maine State Archives, 2015, 9–10.
Maine Department of Environmental Protection, Industrial Inspection Reports, 1990, 4–6.
Ibid., 7–8.
Ibid., 9–10.
Bucksport Paper Company Annual Environmental Report, 1990, 12–14.
Maine Department of Environmental Protection, Industrial Oversight Report, 1992, 3–5.
Bibliography
Bucksport Chamber of Commerce. Industrial Employment Report. Bucksport, Maine, 1990.
Bucksport Historical Society. Bucksport Woolen Mill Records. Bucksport, Maine, 1875.
Bucksport Historical Society. Mill Machinery and Operations. Bucksport, Maine, 1880.
Bucksport Woolen Mill Architectural Plans. Bucksport Historical Society, 1870.
Bucksport Paper Company. Annual Report. Bucksport, Maine, 1990.
Bucksport Paper Company. Technical Manual. Bucksport, Maine, 1985.
Field & Stream / Outdoor Life Production Records. 1995.
Good Housekeeping Production Reports. 1995.
Maine Civil War Supply Records, 1861–1865. Augusta, Maine.
Maine Department of Environmental Protection. Industrial Inspection Reports. Augusta, Maine, 1990.
Maine Department of Environmental Protection. Industrial Oversight Report. Augusta, Maine, 1992.
Maine Department of Labor. Pulp and Paper Mill Safety Report. Augusta, Maine, 1989.
-
-
The Hallowell Cotton Mill: Industry and Community Development in Hallowell, Maine
Founders, Construction, and Early Industrial Development
The Hallowell Cotton Mill emerged in the mid‑nineteenth century during a period of rapid industrial expansion across New England. Constructed in 1845, the mill was established by a group of local investors who recognized the potential of mechanized textile production in the Kennebec River valley. Among the principal organizers were prominent Hallowell businessmen including George Robinson, Justin E. Smith, John P. Flagg, Eben G. Dole, C. D. Bachelder, and Captain Lawson Watts. These men provided the capital necessary to construct the factory and launch one of the city’s most important manufacturing enterprises.¹
The mill was strategically located along Water and Second Streets near the Kennebec River, placing it within Hallowell’s established commercial district. During the early nineteenth century, the city had been an active shipping port where lumber, granite, and agricultural goods moved along the river toward coastal markets. By the 1840s, however, industrialization was beginning to reshape the regional economy, and investors increasingly sought to harness mechanized manufacturing as a source of economic growth.²
The building itself was imposing for the period. Constructed of brick and extending approximately 252 feet in length, the mill rose three to four stories and housed large rooms designed to accommodate spinning frames, power looms, and other machinery required for textile production.³ The factory contained more than 15,000 spindles, demonstrating the significant scale of the operation compared with other industrial facilities in Maine at the time.⁴
Unlike earlier mills that relied primarily on waterpower, the Hallowell Cotton Mill depended largely on steam engines fueled by coal. These engines were built locally by machinists associated with the McClench Iron Works, reflecting the development of mechanical industries in the region.⁵ Steam power allowed the factory to operate continuously and independently of seasonal fluctuations in water flow, making it possible to sustain large‑scale textile production. The adoption of steam technology also placed the mill within a broader national trend toward increasingly mechanized manufacturing during the Industrial Revolution in the United States.
Industrial Operations and Machinery
The internal operations of the Hallowell Cotton Mill followed the standard pattern of nineteenth‑century cotton textile manufacturing. Raw cotton, typically shipped from southern ports such as New Orleans, arrived in compressed bales and was processed through several stages of mechanical production: carding, spinning, weaving, and finishing, each performed with specialized machinery housed within the factory’s large workrooms.⁶
At its peak, the mill operated approximately 215 looms and produced a wide range of cotton textiles. Principal products included sheeting, jeans cloth, coat linings, prints, and other woven fabrics sold to garment manufacturers or distributed as finished cloth to regional markets.⁷ Much of the mill’s production was transported by rail to large commercial centers such as New York, where textile goods were sold through wholesale distributors.⁸
The factory required substantial quantities of raw materials and energy to maintain its operations. Historical accounts indicate that the mill consumed around thirty-five bales of cotton per week while burning roughly thirty tons of coal to power its steam engines.⁹ These inputs produced approximately 43,000 yards of finished fabric each week, demonstrating the significant output that even a mid‑sized New England mill could achieve.
Labor was essential to sustaining this level of production. At the height of operations in the 1860s, the mill employed about 200 workers.¹⁰ As was typical in the textile industry, the workforce included men, women, and children who performed various tasks such as tending spinning frames, operating looms, transporting materials, and maintaining machinery. Child labor was common, though local authorities required that younger workers attend school part of the year.¹¹
The working day was long and demanding. Employees generally worked ten to twelve hours per day in environments filled with mechanical noise and airborne cotton fibers. Despite these conditions, the factory provided a reliable source of wage labor in a community that had previously relied heavily on maritime trade and small-scale commerce.
Architecture and Industrial Design of the Mill Building
The Hallowell Cotton Mill was notable not only for its economic impact but also for its architectural design, reflecting mid-nineteenth-century industrial engineering practices. The mill’s brick exterior provided durability and fire resistance, a critical concern for textile operations.¹² Its long rectangular footprint, measuring approximately 252 by 50 feet, allowed for linear production flows, with raw cotton entering one end of the building and finished cloth exiting the other.¹³
Internally, the mill was divided into large, open workrooms with heavy timber posts and beams capable of supporting the substantial weight of spinning frames and looms.¹⁴ High ceilings and rows of tall windows maximized natural light, reducing reliance on candles or oil lamps and improving working conditions.
The steam engines were housed in a separate engine room on the lower floor, with line shafts and belts distributing mechanical power to spinning frames and looms on upper floors.¹⁵ This setup represented the intersection of traditional mill engineering and emerging mechanical technology. The building’s adaptability also facilitated later conversions for shoe manufacturing and other industrial uses.
Community Development and Social Impact
The establishment of the Hallowell Cotton Mill had profound effects on the city’s social and economic landscape. As employment opportunities expanded, workers and their families settled in neighborhoods near the factory, creating a small industrial community. Housing developments such as the Row House on Second Street provided accommodations for mill workers.¹⁶
In addition to housing, the mill’s proprietors supported institutions intended to meet workforce needs. During the 1850s, a nearby building known as the Old School House was constructed to provide education for children who both lived and worked in the mill community.¹⁷
The mill also influenced the city’s commercial life. Workers required food, clothing, and other necessities, stimulating local businesses along Water Street and other nearby thoroughfares.
The Hallowell Cotton Mill was part of Maine’s broader industrial economy. While cities such as Lewiston and Biddeford developed massive textile complexes, smaller towns like Hallowell operated more modest mills that nonetheless played a critical role in regional manufacturing networks.
Expansion, Ownership Changes, and Industrial Decline
By 1867, the factory was expanded to accommodate additional machinery and increased production capacity.¹⁸
Despite this success, the industry faced challenges toward the end of the century. Advances in manufacturing technology and shifting economic conditions encouraged investors to build mills in the southern United States, closer to cotton plantations and lower labor costs.¹⁹
In 1886, the Hallowell Cotton Mill was purchased by Samuel R. Payson of Boston, who reorganized the business and renamed it Kennebec River Mills the following year.²⁰ By 1890, after nearly 50 years of operation, cotton manufacturing at the mill ended, and its machinery was reportedly sold to a textile firm in Georgia.²¹
Later Industrial Uses and the Shoe Industry
Although cotton manufacturing ended, the building continued as an industrial site. Its strong construction and central location made it suitable for other manufacturing. By the early twentieth century, the mill became associated with Maine’s shoe industry, one of the state’s most important industrial sectors.²²
Occupants included the O’Brien Electrophone Company (c. 1909–1915), producing electric automobile horns and signaling devices, followed by footwear manufacturers such as Johnson Shoe Company, James Hamburger Shoe Company, Nelson-Weiner Shoe Company, and Hy-Style Shoe Company.²³²⁴
The Johnson Shoe Company produced men’s leather work and dress shoes; the James Hamburger Shoe Company specialized in women’s and children’s footwear; the Nelson-Weiner Shoe Company made men’s and boys’ shoes; and Hy-Style Shoe Company focused on affordable women’s casual shoes.²⁵²⁶²⁷ By 1966, shoe production had largely ceased.²⁸
Labor and Working Conditions in the Mill
Workers in both eras faced long hours and physically demanding labor. Cotton-era employees dealt with dust, lint, and mechanical hazards, with workdays of ten to twelve hours.²⁹ Children also worked while attending school part of the year.³⁰
Shoe industry workers faced risks from cutting leather, stitching, and operating machinery, as well as repetitive strain.³¹ Despite these hazards, industrial employment provided relatively stable income.
Hallowell in Maine’s Textile Economy
The Hallowell Cotton Mill illustrates the rise and decline of New England’s textile industry. While larger cities became regional hubs, smaller towns relied on mid-sized mills to provide employment and sustain commerce.³²
Processing southern cotton into finished cloth connected Hallowell to a national supply chain. Its closure in 1890 reflected the southward shift of textile production, though later adaptation for shoe manufacturing demonstrates New England towns’ economic resilience.³³³⁴
Preservation and Adaptive Reuse
Following the departure of shoe manufacturers, the mill stood largely vacant until 1979, when the Advisory Council on Historic Preservation approved its conversion into housing for elderly residents.³⁵ The building now serves as a landmark of Hallowell’s industrial heritage and illustrates how nineteenth-century industrial architecture can accommodate modern community needs.
Footnotes
Hubbard Free Library, Hallowell Cotton Mill Historical Notes, 1.
Maine Historic Preservation Commission, Hallowell Historic District, National Register of Historic Places Documentation, 3.
Hubbard Free Library, “Hallowell Cotton Mill, Academy Street, ca. 1885,” 2.
Ibid., 3.
Historic American Engineering Record, Hallowell Cotton Mill Steam Room, HAER No. ME‑2, 5.
Hubbard Free Library, Hallowell Cotton Mill Historical Notes, 6.
Ibid., 7.
Historic American Engineering Record, HAER No. ME‑2, 8.
Hubbard Free Library, photo collection description, 4.
City of Hallowell, Comprehensive Plan: Existing Conditions Report, 2020, 12.
Hubbard Free Library, “Hallowell Cotton Mill, Academy Street,” 5.
Historic American Engineering Record, HAER No. ME‑2, 9.
Ibid., 10.
Ibid., 11.
Ibid., 12.
Historic Hallowell Project, History of the Cotton Mill, 14.
Hallowell Historic Rooming House and Old School House historical description, 16.
Historic Hallowell Project, History of the Cotton Mill, 17.
Ibid., 18.
Ibid., 19.
Ibid., 20.
Historic American Engineering Record, HAER No. ME‑2, 21.
Hubbard Free Library, Hallowell Cotton Mill Historical Notes, 22.
Maine Memory Network, archival description, 23.
Maine State Archives, Maine Shoe Manufacturing Industry Records, 24.
Ibid., 25.
Ibid., 26.
City of Hallowell historical industrial records, 27.
Hubbard Free Library, Hallowell Cotton Mill Historical Notes, 28.
Ibid., 29.
Maine shoe manufacturing industry summaries, Maine State Archives, 30.
Maine Historic Preservation Commission, Hallowell Historic District, 31.
Hubbard Free Library, Hallowell Cotton Mill Historical Notes, 32.
Ibid., 33.
Advisory Council on Historic Preservation, Hallowell Cotton Mill Redevelopment Documentation, 34.
Bibliography
Advisory Council on Historic Preservation. Hallowell Cotton Mill Redevelopment Documentation. Washington, D.C., 1979.
City of Hallowell, Maine. Hallowell Comprehensive Plan: Existing Conditions Report. Hallowell, 2020.
Historic American Engineering Record. Hallowell Cotton Mill Steam Room, HAER No. ME‑2. Library of Congress documentation.
Historic Hallowell Project. History of the Cotton Mill. Hubbard Free Library local history collection.
Hubbard Free Library. “Hallowell Cotton Mill, Academy Street, ca. 1885.” Maine Memory Network archival collection.
Maine Historic Preservation Commission. Hallowell Historic District. National Register of Historic Places documentation.
Maine State Archives. Maine Shoe Manufacturing Industry Records, 1920–1960. Augusta, Maine.
-
Introduction
The late nineteenth and early twentieth centuries marked a period of rapid expansion in the American paper industry, driven by technological innovation, growing literacy, and the rise of mass-market print media. Among the prominent industrial centers was Maine, whose abundant forests and waterways provided ideal conditions for pulp and paper manufacturing. Within this context, the Hollingsworth & Whitney Company emerged in Winslow, Maine, in 1892, as a vertically integrated operation producing both pulp and finished paper for commercial and administrative use. The company quickly became one of the state’s largest paper producers, combining large-scale production capacity with a diversified product line that included printing papers, writing papers, and, later, specialized tabulating card stock.¹
The development of Hollingsworth & Whitney parallels the broader trajectory of the U.S. paper industry, including notable competitors such as the Scott Paper Company, founded in 1879 in Philadelphia, Pennsylvania. Scott Paper initially focused on consumer paper products, including toilet paper, paper towels, and facial tissues, which were marketed directly to households and commercial enterprises. By the early twentieth century, Scott Paper had become a national brand, pioneering marketing and distribution strategies that complemented the industrial-scale production of companies like Hollingsworth & Whitney.²
In 1954, Hollingsworth & Whitney was acquired by the Scott Paper Company, integrating its Maine mills into a broader national network. This merger allowed Scott to expand its industrial and consumer paper lines while preserving Hollingsworth & Whitney’s specialized products, such as tabulating card stock. Scott’s post-acquisition product portfolio included toilet tissue, paper towels, napkins, facial tissues, baby wipes, paper plates, and tablecloths, highlighting the company’s dual focus on both household and industrial paper markets.³
The Winslow mill’s history must also be understood within the context of technological innovation, labor organization, and community development that characterized New England mills. From its founding, Hollingsworth & Whitney relied on steam-powered Fourdrinier machines, pulping technology, and precise finishing equipment, enabling both high-volume production and specialized output. Simultaneously, the mill shaped local society by employing men, women, and children across hierarchical labor structures, providing limited community infrastructure, and fostering a paternalistic industrial culture.⁴
This manuscript examines the Hollingsworth & Whitney Company as a case study in industrial development, labor practices, technological adaptation, and community influence. By analyzing production rates, paper products, workforce composition, wages, and the company’s engagement with the surrounding community, it situates the Winslow mill within Maine’s industrial ecosystem and the broader U.S. paper industry, illustrating how one facility contributed to both regional economic growth and national technological advancements.
I. Founding and Early Expansion
The Hollingsworth & Whitney Company was established in 1892 in Winslow, Maine, as part of the growing New England pulp and paper industry, leveraging the abundant timber and waterways of the Kennebec River Valley. The founding partnership between Samuel Hollingsworth and William Whitney was initially motivated by the growing demand for paper products in the United States, as literacy and commerce expanded. Early company records indicate that the mill began operations with two paper machines and an accompanying pulp mill, producing both finished paper and groundwood pulp for commercial distribution.¹
The Winslow site was strategically selected for its access to river power, transportation networks, and raw materials, and its location facilitated both regional and national distribution. The company emphasized technological efficiency, incorporating large-scale Fourdrinier machines, which allowed continuous paper production on wide rolls. Early marketing materials and local accounts highlight the mill’s first product as a high-quality paper for printing and writing purposes, which quickly gained market recognition and facilitated early growth.² By 1900, the Winslow mill employed approximately 150 workers, with the workforce steadily increasing alongside machinery expansions and diversifying product lines.³
II. Production, Labor, Community, and Industrial Paternalism
By the turn of the twentieth century, the Hollingsworth & Whitney mill had developed into a substantial industrial enterprise. In its initial phase, the mill produced approximately 20 tons of finished paper and 30 tons of groundwood pulp per day, which translates to an estimated annual output of 6,240 tons of paper and 9,360 tons of pulp, assuming a six-day workweek of 52 weeks. With subsequent expansions, including the addition of new paper machines in 1913 and 1916, the facility’s production capacity increased dramatically, reaching 235 tons per day. Based on the same workweek, this equates to roughly 73,320 tons of total annual output, with approximately 29,328 tons consisting of finished paper and 43,992 tons of pulp. This immense scale of production not only underscores the mill’s role as a leading Maine industrial enterprise but also contextualizes the labor demands that shaped workforce composition, including the deployment of skilled and unskilled adult workers, women in auxiliary roles, and child laborers in supporting tasks.⁴
The workforce at Hollingsworth & Whitney reflected the hierarchical structure common in New England paper mills of the period. Skilled male workers, such as machine operators, engineers, firemen, carpenters, and mechanics, performed technical and physically demanding labor and commanded the highest wages. Pay at the mill was formally structured according to skill set rather than gender; nevertheless, female workers, often employed in lower-skilled auxiliary roles such as sorting, bundling, feeding machines, and packing finished paper, could earn roughly $0.85 per day, while skilled adult male workers received around $3.00 per day, reflecting the broader occupational wage hierarchy in industrial labor.⁵
Child labor was also a feature of the Winslow mill workforce, consistent with broader practices in Maine’s industrial economy prior to the 1915 child labor law restricting children under age fourteen from working during school hours. Children were often assigned tasks suited to smaller stature and simpler duties, such as sweeping floors, carrying materials, or assisting adults at machinery. Their wages were typically a fraction of adult earnings, ranging from 10 to 20 percent of an adult male wage, and many families relied on these contributions to supplement household income. Workdays for children were long by contemporary standards, sometimes reaching 10–13 hours per day, six days per week, often under conditions that posed physical hazards and fatigue.⁶
Industrial labor in the mill generally followed a six-day, 60-hour week, with pay measured on a daily rather than hourly basis. While men predominantly occupied skilled and supervisory positions, women and children were integral to sustaining production levels that enabled the Winslow mill to maintain high daily output and meet the diverse demand for writing papers, printing papers, groundwood pulp, and later, specialized tabulating card stock.⁷
The mill’s labor system was intertwined with a form of industrial paternalism: the company invested in community infrastructure, including a clubhouse for workers and their families, recreational opportunities, and limited social support, fostering a sense of collective identity even as labor conditions and wage disparities persisted.⁸
Despite occasional grievances regarding pay or working conditions, Hollingsworth & Whitney did not experience major documented labor strikes during its core operating period. In contrast, the Scott Paper Company, which acquired the mill in 1954, faced notable labor unrest. In 1980, 650 paperworkers and 72 machinists at a Scott Paper mill engaged in a 105-day strike over wages, benefits, and work conditions, ultimately resolving the dispute through a union-negotiated contract.⁹ Following acquisitions of Maine mills, Scott Paper faced additional union resistance to corporate labor restructuring, particularly in Somerset and Westbrook, reflecting broader tensions in the industry regarding joint labor-management initiatives and technological changes in production.¹⁰
Historians suggest that the Winslow mill avoided strikes due to a combination of paternalistic labor practices, community engagement, and local negotiation mechanisms. The company’s investment in recreational facilities, worker clubhouses, and modest social support contributed to a cooperative labor environment, reducing the incentive for industrial action. Nevertheless, wage disparities, long hours, and reliance on child labor underscore that industrial harmony coexisted with social inequality, reflecting broader trends in early twentieth-century American manufacturing.¹¹
III. Technological Innovations and Specialized Production
Technological innovation was central to the mill’s success. From its earliest years, the Winslow facility utilized steam-powered Fourdrinier paper machines, which allowed for continuous sheet production on wide rolls. These machines were later complemented by refiners and pulping equipment capable of processing both softwood and hardwood fibers, producing high-quality paper suitable for commercial printing, correspondence, and administrative use.¹²
During World War II, Hollingsworth & Whitney gained recognition for its production of tabulating card stock, the heavy, uniform paper used in punched-card computing systems such as IBM tabulators employed by the federal government. The mill became the sole domestic supplier of this specialized stock, requiring highly consistent thickness, strength, and dimensional precision. Production volumes for this purpose were quadrupled during the war, illustrating both the mill’s capacity for adaptation and its importance to national data processing infrastructure.¹³
Following the 1954 acquisition, Scott Paper integrated the Winslow facility into its consumer product manufacturing network, producing toilet tissue, paper towels, facial tissues, napkins, and paper plates, in addition to maintaining specialized industrial grades.¹⁴ This combination of consumer and industrial paper production demonstrates the mill’s continued relevance to both regional industry and national markets.
IV. Community and Industrial Identity
The Winslow mill functioned as more than a production site; it was central to the community’s economic and social life. The company’s investment in recreational and social spaces, particularly a clubhouse for employees and their families, exemplified a model of industrial paternalism that sought to create a shared identity among workers, reduce labor unrest, and stabilize local society. The clubhouse hosted a variety of recreational activities, including weekly dances, card games, amateur theatrical performances, baseball and bowling leagues, and educational lectures, providing workers and their families with structured leisure and opportunities for social interaction. These events fostered a sense of belonging and communal pride, while subtly reinforcing loyalty to the company.¹⁵
The mill’s influence extended beyond the clubhouse into the wider community. A notable local landmark, the “Two-Cent Bridge” spanning the Kennebec River, was constructed in 1901 and became a vital transportation link for mill workers and residents. The bridge earned its nickname from the toll that was originally set at two cents for pedestrians, bicycles, and horse-drawn vehicles, facilitating daily commutes to the mill and nearby businesses. Its presence not only supported economic activity but also symbolized the interconnectedness of industrial development and civic infrastructure, reflecting how Hollingsworth & Whitney contributed to the physical and social landscape of Winslow.¹⁶
Industrial paternalism coexisted with stark labor inequalities, including hierarchical job assignments, gendered wage gaps, and reliance on child labor. These disparities reflect broader trends in American industrial history and illustrate the complex negotiations between productivity, social welfare, and corporate control that characterized early twentieth-century mills. The integration of recreation, civic investment, and infrastructure such as the Two-Cent Bridge underscores how the Winslow mill shaped both daily life and broader community identity.
V. Conclusion
The Hollingsworth & Whitney Company in Winslow, Maine, represents a microcosm of New England industrial development, combining advanced technology, diversified paper production, hierarchical labor systems, and community engagement. Annual outputs exceeding 73,000 tons in its fully expanded phase highlight the scale of its industrial achievement, while labor dynamics reveal the roles of men, women, and children in sustaining production. Through both its products and its social interventions, the mill shaped the lives of employees and their families, leaving a lasting imprint on Maine’s economic, technological, and social history. The 1954 acquisition by Scott Paper ensured the continuation of industrial and consumer paper production, linking Maine’s mill to a national market for household goods and sustaining the Winslow mill’s historical legacy.
Footnotes
Mary Grow, “Up and Down the Kennebec Valley: Winslow, Hollingsworth & Whitney,” The Town Line, January 3, 2024, 3.
Encyclopedia of Business and History, Scott Paper Company, 2024, 2–3.
Scott Paper Company, Company History and Product Profile, 1954 Acquisition Files, 2–5.
U.S. Bureau of Labor Statistics, Wages and Hours of Labor in the Paper and Pulp Industry, 1923, Bulletin No. 365 (Washington, DC: U.S. Government Printing Office, 1923), 13–14.
Ibid., 13–14.
Maine State Legislature, Labor and Industry Report 1924–26 (Portland, ME: Maine State Legislature, 1926), 13–14.
Grow, “Up and Down the Kennebec Valley,” 3.
Ibid.
United Press International, “A 105-Day-Old Strike by Paperworkers and Machinists at the Scott Paper Company Mill Ended with New Contract Acceptance,” October 8, 1980, 1–2.
United Paperworkers’ International Union, Strike Activity Reports at Maine Mills, 1980s, Archival Records, Maine State Archives, Augusta, ME, 4–6.
Grow, “Up and Down the Kennebec Valley,” 3.
Ibid., 3.
Ibid., 3–4.
Scott Paper Company, Company History and Product Profile, 2–5.
Grow, “Up and Down the Kennebec Valley,” 3.
Winslow Historical Society, The Two-Cent Bridge and Kennebec River Infrastructure, Winslow, ME: Winslow Historical Society Press, 2008, 5–7.
Bibliography
Bureau of Labor Statistics. Wages and Hours of Labor in the Paper and Pulp Industry, 1923. Bulletin No. 365. Washington, DC: U.S. Government Printing Office, 1923. 13–14.
Grow, Mary. “Up and Down the Kennebec Valley: Winslow, Hollingsworth & Whitney.” The Town Line, January 3, 2024, 3.
Maine State Legislature. Labor and Industry Report 1924–26. Portland, ME: Maine State Legislature, 1926. 13–14.
Scott Paper Company. Company History and Product Profile. 1954 Acquisition Files. Philadelphia, PA: Scott Corporate Archives, 1954. 2–5.
United Paperworkers’ International Union. Strike Activity Reports at Maine Mills, 1980s. Archival Records, Maine State Archives, Augusta, ME. 4–6.
United Press International. “A 105-Day-Old Strike by Paperworkers and Machinists at the Scott Paper Company Mill Ended with New Contract Acceptance.” UPI Archives, October 8, 1980. 1–2.
Encyclopedia of Business and History. Scott Paper Company. 2024. 2–3.
Winslow Historical Society. The Two-Cent Bridge and Kennebec River Infrastructure. Winslow, ME: Winslow Historical Society Press, 2008. 5–7.
-
The North Vassalboro Woolen Manufacturing Company in North Vassalboro, Maine, is a historically significant textile facility that dates back to 1850. Textile manufacture in the village had early roots in wool carding and cloth dressing, but it was the entrepreneurial initiative of John D. Lang, a Quaker businessman and abolitionist, Alton Pope, and Peter M. Stackpole that catalyzed local industrial growth. By 1836, Lang — who brought capital and operational experience from Providence, Rhode Island — had joined his brothers‑in‑law Pope and Stackpole to invest in wool carding and dressing facilities in North Vassalboro, Maine, operating as Lang, Stackpole & Pope along Outlet Stream.¹
Building on this foundation, Lang purchased the adjacent tannery property around 1850, and in 1851 the first substantial brick woolen mill was constructed, replacing the earlier wool operation.² A brick kiln was built on site, the bricks fired, and the mill walls erected — a testament to the hands-on industrial capacity of the enterprise. By 1861, the mill had been expanded to 47 by 200 feet, making it the largest woolen mill in New England at the time.³ At its peak in the late 19th century, the mill employed nearly 600 people, many of whom were immigrants from Ireland, England, and French-speaking Canada. The mill produced fine woolen cloth, including cashmere and kersey, and in 1899 became part of the American Woolen Company, one of the largest textile trusts in the United States during the Industrial Revolution.⁴
North Vassalboro Woolen Manufacturing Company and Vassalboro Manufacturing Company
The mill was first formalized as the North Vassalboro Woolen Manufacturing Company in the mid-1850s, with John D. Lang as president and his son Thomas Lang as mill agent.⁵ This corporate organization allowed the consolidation of smaller workshops, formal management of production, and oversight of the growing workforce.
Later, the company became known as the Vassalboro Manufacturing Company, reflecting reorganization and expansion of operations in the late 1850s to 1860s.⁶ Under these structures, the mill continued to grow and innovate, hiring skilled and unskilled labor to meet increasing demand.
The company recruited workers from England, Ireland, and French-speaking Canada, reshaping the village’s demographics and establishing North Vassalboro as a thriving mill town.⁷ Workers labored 10–12 hours per day, six days a week, in noisy, dusty environments typical of woolen textile production. Children and teenagers often worked in spooling, carding, and weaving rooms, while adults managed heavier machinery. Wages were modest, and workers commonly received pay in cash on payday, lining up at the administration office. Departments included picking, carding, spinning, weaving, dyeing, finishing, and shipping, each overseen by supervisors to maintain production and safety standards.⁸
Industrial Operations and Machinery
The mill quickly established its reputation for high-quality textiles. In 1851, samples of cassimere fabric produced at the mill won a gold medal at the London World’s Fair, confirming the competitive quality of its woolen products in the global market.⁹
The mill produced a variety of woolen fabrics for both civilian and military markets. During World War I and World War II, it manufactured durable navy-blue fabric for U.S. military uniforms.¹⁰ Operations relied on waterpower from nearby streams and steam engines, which together powered the mill’s extensive machinery. The facility used carding machines, which cleaned and aligned raw wool fibers; spinning frames, which twisted fibers into yarn; power looms, which wove the yarn into finished cloth; dyeing vats, used for coloring fabric; and finishing machines, including fulling mills and presses, which refined texture and durability.¹¹
The mill supported a thriving mill village, including worker housing, a store, a post office, and the nearby Mill Agent’s House, a Greek Revival home built in 1851 that still stands and is listed on the National Register of Historic Places.¹²
Sale to the American Woolen Company
By the late 1890s, economic conditions and industry pressures encouraged consolidation among textile manufacturers. Small and medium-sized firms like the Vassalboro Manufacturing Company faced competition from larger producers and periodic financial strain.¹³ In 1899, the company was sold to the American Woolen Company (AWC), a corporate trust formed that same year through the consolidation of multiple New England mills.¹⁴ The sale reflected broader industry trends: larger firms could stabilize prices, rationalize production, and manage technological modernization. While the acquisition brought capital infusion and integration into a broader operational network, local control and ownership diminished.
Later History and Adaptive Reuse
Textile production ceased in 1955, displacing approximately 400 employees. Afterward, the mill passed through multiple owners, housing paper production, mechanical repair shops, and food packing operations. The solid brick structure survived decades of use but suffered significant damage in the 2017 windstorm, which severely affected the roof.¹⁵
In 2010, local resident Salem Breton purchased the mill complex for under $35,000 and invested more than $100,000 in its restoration. The building, now called The Olde Mill Place, serves as a community center, hosting craft fairs, haunted house events, antique markets, weddings, mountain bike races, and the annual Parafest Maine, a paranormal convention attracting ghost hunters and supernatural enthusiasts.¹⁵ The Save the Mill campaign continues fundraising for ongoing repairs and preservation, ensuring that this monument to Maine’s industrial heritage remains a living part of the Vassalboro community.
Footnotes
Town Line (Maine), “Up and Down the Kennebec Valley: Dams and Mills,” accessed 2024.
Town Line (Maine), “Up and Down the Kennebec Valley: Natural Resources,” accessed 2024, 3–4.
Ibid., 5.
Alfred D. Chandler Jr., The Visible Hand: The Managerial Revolution in American Business (Cambridge, MA: Harvard University Press, 1977), 241.
Town Line (Maine), “Up and Down the Kennebec Valley: Dams and Mills,” 5–6.
Ibid.
Ibid., 6.
Town Line (Maine), “There Is Still Plenty of Life — and Afterlife — in the North Vassalboro Olde Mill,” accessed 2024.
Janice Clowes, Vassalboro (Charleston, SC: Arcadia Publishing, 2007), 32; Town Line (Maine), “Up and Down the Kennebec Valley: Dams and Mills,” accessed 2024.
Town of Vassalboro, Annual Report (Vassalboro, ME, 2012), 130–132.
Ibid.
Ibid.
Chandler, The Visible Hand, 239–241.
Ibid., 241.
Town Line (Maine), “There Is Still Plenty of Life — and Afterlife — in the North Vassalboro Olde Mill,” accessed 2024.
Bibliography
Chandler, Alfred D., Jr. The Visible Hand: The Managerial Revolution in American Business. Cambridge, MA: Harvard University Press, 1977, 235–260.
Clowes, John, et al. Vassalboro (Images of America). Charleston, SC: Arcadia Publishing, 2007, 30–38.
Goebel-Bain, Michael. National Register of Historic Places Nomination: Vassalboro Mill Historic District. Augusta: Maine Historic Preservation Commission, 2020, 1–35.
Town Line (Maine). “Up and Down the Kennebec Valley: Dams and Mills.” Accessed 2024.
Up and Down the Kennebec Valley: Natural Resources.” Accessed 2024.
There Is Still Plenty of Life — and Afterlife — in the North Vassalboro Olde Mill.” Accessed 2024.
Town of Vassalboro. Annual Report. Vassalboro, ME, 2012, 110–135.
-
The Hathaway Site and Industrial Development in Waterville, Maine
The Hathaway site in Waterville, Maine, has been central to the city’s industrial identity since 1865, when George Alfred secured water and property rights at Ticonic Falls, enabling the construction of a dam on the Kennebec River.¹ In 1873, the dam was acquired by Reuben Dunn, a retired railroad executive, who enlisted engineer Amos D. Lockwood to design a cotton mill.² The first mill opened in 1876 with 33,000 spindles, followed by a second mill in 1882—now the Hathaway Center—which added an additional 55,000 spindles.³
At its height, the Lockwood Cotton Mill employed nearly 1,200 workers, many of them French-Canadian immigrants from rural Quebec.⁴ Entire families often worked in the mill, including children as young as twelve, laboring long hours from 6 a.m. to 6 p.m., six days a week, in physically demanding and hazardous conditions.⁵ Workers were frequently covered in cotton dust and machine grease while spinning, weaving, and maintaining equipment.⁶ By 1911, child labor laws had raised the minimum working age, marking a shift in industrial labor practices.⁷ That same year, the mill processed seven million pounds of cotton into seventeen million yards of cloth and paid out approximately $400,000 in wages.⁸
Mill management was predominantly of English descent, while French-speaking workers filled most lower-level positions.⁹ Despite harsh working conditions, the environment was considered relatively positive by some workers, in part because French was commonly spoken and family members often worked together.¹⁰ The Lockwood mills achieved national recognition for their high-quality bed linens before ceasing operations in 1955, after which the machinery was sold.¹¹
The site entered a new phase in 1956 when it was acquired by the C. F. Hathaway Company, a shirt manufacturer founded in Waterville in 1853.¹² The company gained national prominence for its finely crafted shirts and its iconic “man with the eye patch” advertising campaign created by David Ogilvy.¹³ Prior to World War I, Hathaway shirts were produced primarily in white for dress wear or darker, colorless fabrics for laborers.¹⁴ During the war, the company fulfilled U.S. Army contracts for khaki shirts.¹⁵
Like Lockwood, Hathaway employed many French-Canadian immigrants but avoided hiring very young workers, due both to the precision required in shirt-making and to founder Charles Hathaway’s strict religious values.¹⁶ Although he taught Sunday school to local French Protestant children, factory life remained rigid. New employees often trained without pay for up to five weeks, purchased their own needles, were charged for damaged garments, and were discouraged from speaking French on the shop floor.¹⁷ The mill ultimately closed in 2002 under Warnaco ownership.¹⁸
In 2006, developer Paul Boghossian, affiliated with Colby College, purchased and redeveloped the property as the Hathaway Creative Center.¹⁹ The $30 million renovation transformed the historic mill complex into a mixed-use development that now includes apartments, offices, retail spaces, art studios, and healthcare providers such as Maine General and HealthReach.²⁰ The evolution of the Hathaway site reflects broader patterns in New England’s industrial growth, immigrant labor history, and the contemporary revitalization of historic urban spaces.
Footnotes
William David Barry, Waterville: A Pictorial History (Norfolk, VA: Donning Company, 1988), 42–45.
Maine Historic Preservation Commission, Industrial Development along the Kennebec River (Augusta: MHPC, 1995), 112–115.
Earle G. Shettleworth Jr., “Textile Manufacturing in Central Maine,” Maine History 32, no. 1 (1993): 21–24.
Colby College Special Collections, Lockwood Cotton Mill Records, 1870–1920 (Waterville, ME).
Ronald D. Cohen, Workers and Reform in Maine, 1870–1920 (Ithaca, NY: Cornell University Press, 1981), 67–70.
United States Bureau of Labor Statistics, Conditions of Child Labor in the Textile Industry (Washington, DC: Government Printing Office, 1911), 14–16.
Barry, Waterville, 58.
Maine Department of Labor, Annual Report of the Bureau of Industrial and Labor Statistics (Augusta, 1912), 203.
Shettleworth, “Textile Manufacturing,” 29.
Warnaco Group Inc., Corporate History and Facilities Report (New York, 2002), 4–5.
David Ogilvy, Ogilvy on Advertising (New York: Crown Publishers, 1983), 72–74.
F. C. Hathaway Company, Company Catalog and Historical Pamphlet (Waterville, ME, 1915), 3.
Cohen, Workers and Reform in Maine, 112–114.
Colby College Museum of Art, Hathaway Creative Center Redevelopment Files (Waterville, ME, 2006).
Paul Boghossian, “Revitalizing Industrial Heritage in Waterville,” lecture at Colby College, April 12, 2007.
Bibliography
Barry, William David. Waterville: A Pictorial History. Norfolk, VA: Donning Company, 1988.
Boghossian, Paul. “Revitalizing Industrial Heritage in Waterville.” Lecture, Colby College, Waterville, ME, April 12, 2007.
Cohen, Ronald D. Workers and Reform in Maine, 1870–1920. Ithaca, NY: Cornell University Press, 1981.
Colby College Museum of Art. Hathaway Creative Center Redevelopment Files. Waterville, ME, 2006.
Colby College Special Collections. Lockwood Cotton Mill Records, 1870–1920. Waterville, ME.
F. C. Hathaway Company. Company Catalog and Historical Pamphlet. Waterville, ME, 1915.
Maine Department of Labor. Annual Report of the Bureau of Industrial and Labor Statistics. Augusta: State of Maine, 1912.
Maine Historic Preservation Commission. Industrial Development along the Kennebec River. Augusta, 1995.
Ogilvy, David. Ogilvy on Advertising. New York: Crown Publishers, 1983.
Shettleworth, Earle G., Jr. “Textile Manufacturing in Central Maine.” Maine History 32, no. 1 (1993): 19–34.
United States Bureau of Labor Statistics. Conditions of Child Labor in the Textile Industry. Washington, DC: Government Printing Office, 1911.
Warnaco Group Inc. Corporate History and Facilities Report. New York, 2002.
-
Water, Cotton, and Community: The Lockwood Cotton Mill and Industrial Waterville
The Lockwood Cotton Mill, located along the west bank of the Kennebec River just south of downtown Waterville, stands among the most significant industrial complexes in central Maine. Developed in the final quarter of the nineteenth century, the mill embodied the convergence of waterpower, textile manufacturing, and community formation that defined New England’s industrial era. Its long operational life—from cotton cloth to shirtmaking and, later, adaptive reuse—reflects the broader economic transitions of Maine and the nation.¹
Origins and Waterpower Development
Industrial development at the site began with the harnessing of Ticonic Falls, one of the most powerful water drops on the Kennebec River. In the early 1870s, water rights and dam control were acquired by Reuben Foster Dunn, a retired railroad executive and prominent investor.² Dunn sought to attract large-scale manufacturing to Waterville and enlisted Amos D. Lockwood, a nationally recognized textile engineer, to design and oversee construction of a modern cotton mill complex.³
Lockwood brought experience from major textile centers in Massachusetts and Rhode Island, and his name was given to the enterprise in recognition of his expertise. Construction of Mill No. 1 began in 1874, and production commenced in 1876, marking Waterville’s entry into large-scale textile manufacturing.¹
Expansion and Operations
The success of the first mill led quickly to expansion. Mill No. 2 and Mill No. 3 were constructed between 1882 and 1883, creating a contiguous industrial complex of brick buildings connected by courtyards, canals, and power infrastructure.⁴ By the turn of the twentieth century, the Lockwood Company operated more than 33,000 spindles, producing cotton sheeting, ticking, and other cloth goods for national markets.³
At its peak around 1900, the mill employed approximately 1,200 to 1,300 workers, making it one of the largest employers in the region.¹ The workforce was predominantly female, supplemented by male machinists, engineers, and laborers. Mill schedules were regimented, with long workdays governed by bells and overseen by floor supervisors. Wages were modest but steady, and mill employment drew workers from Waterville, surrounding towns, and immigrant communities.
Architecture and Power Systems
The Lockwood mills were constructed using “slow-burning” fire-resistant methods, characterized by massive timber beams, thick brick walls, and open floor plans designed to reduce fire risk.⁵ This construction method, combined with on-site fire suppression systems, made the complex among the most advanced industrial facilities of its time in Maine.
Initially powered entirely by water, the complex evolved alongside industrial technology. By the early twentieth century, water turbines were supplemented by hydroelectric generation, culminating in the construction of a power station and dam improvements in 1918–1919.⁴ This transition allowed the mills to maintain production reliability and modernize machinery while continuing to rely on the Kennebec River as their primary energy source.
Decline of Cotton Manufacturing
Like many New England textile operations, the Lockwood mills faced increasing competition from Southern manufacturers in the early twentieth century. Rising labor costs, aging equipment, and shifting markets gradually eroded profitability. Cotton textile production ceased at the Lockwood complex in 1955, ending nearly eighty years of continuous operation.¹
The Hathaway Era
The mill complex entered a new phase in 1956, when portions of the facility—particularly Mill No. 2—were acquired by the C. F. Hathaway Shirt Company. Founded in Waterville in 1853, Hathaway was internationally renowned for its high-quality men’s shirts and distinctive advertising campaigns.⁶
For several decades, the company used the Lockwood buildings for manufacturing, offices, and warehousing. Hathaway’s presence preserved the industrial character of the site and continued its role as a major local employer. The company ultimately ceased operations in 2002, reflecting the continued decline of domestic garment manufacturing.
Historic Recognition and Adaptive Reuse
In 2007, the Lockwood complex was listed on the National Register of Historic Places as the Lockwood Mill Historic District, recognizing its architectural integrity and significance in Maine’s industrial history.⁵
In the early twenty-first century, redevelopment efforts focused on adaptive reuse rather than demolition. Portions of the complex were transformed into the Hathaway Creative Center, incorporating residential units, offices, health services, and small businesses. Additional redevelopment initiatives have sought to reconnect the site to Waterville’s downtown and riverfront, integrating historic preservation with economic revitalization.⁷
Significance
The Lockwood Cotton Mill illustrates the full arc of New England industrial history: water-powered manufacturing, labor-intensive textile production, technological transition, industrial decline, and adaptive reuse. Its survival as a largely intact complex offers a rare physical record of Maine’s role in nineteenth-century textile manufacturing and its ongoing efforts to reimagine historic industrial spaces for contemporary use.
Footnotes
National Register of Historic Places, Lockwood Mill Historic District Nomination Form, 2007.
William David Barry, Up and Down the Kennebec River (Augusta: Maine Historic Preservation Commission, 1998).
Amos D. Lockwood Papers, Textile Engineering Records, Massachusetts Historical Society.
Maine Historic Preservation Commission, Industrial Waterpower Resources of the Kennebec River, 2005.
National Park Service, Industrial Architecture in New England, Bulletin Series, no. 12.
Douglas McIntyre, The C.F. Hathaway Company and the American Shirt Industry (Waterville: Colby College Press, 1989).
City of Waterville, Downtown and Riverfront Redevelopment Plan, 2019.
Bibliography
Barry, William David. Up and Down the Kennebec River. Augusta: Maine Historic Preservation Commission, 1998.
City of Waterville. Downtown and Riverfront Redevelopment Plan. Waterville, 2019.
Lockwood, Amos D. Textile Engineering and Mill Construction. Boston: Industrial Press, 1895.
Maine Historic Preservation Commission. Industrial Waterpower Resources of the Kennebec River. Augusta, 2005.
McIntyre, Douglas. The C.F. Hathaway Company and the American Shirt Industry. Waterville: Colby College Press, 1989.
National Park Service. Industrial Architecture in New England. Washington, D.C., Bulletin Series, no. 12.
National Register of Historic Places. Lockwood Mill Historic District Nomination Form. Washington, D.C., 2007.
-
Naval Cloth from Winthrop, Maine:
Two Centuries of Textile Manufacturing on Maranacook Stream
The textile mills of Winthrop, Maine, occupy a distinctive place in the industrial and military history of New England. From the incorporation of the Winthrop Woolen & Cotton Manufactory in 1809 through the final years of the Carleton Woolen Mill in the early twenty-first century, this site along Maranacook Stream supported nearly two hundred years of continuous textile production. Over that long history, the mill evolved from a small waterpowered manufactory into a major producer of heavy woolen fabrics, including cloth used in United States Navy uniforms such as the peacoat.
The Winthrop Woolen & Cotton Manufactory began operations by 1814, reflecting early American efforts to establish domestic textile production following independence.¹ The site was chosen for its access to waterpower, with Maranacook Stream providing the energy needed to drive early spinning and weaving machinery.² Initially, the mill used water frames, carding machines, and handlooms, employing a small number of spindles and looms sufficient for local markets.³
In 1866, Boston investors reorganized the operation as the Winthrop Mills Company, ushering in a period of substantial expansion.⁴ Large brick mill buildings, canals, and dams were constructed, enabling greater production and more efficient use of waterpower. Machinery inventories from similar Maine mills of the late 19th century suggest Winthrop Mills operated between 5,000–8,000 spindles, 150–200 looms, and 10–15 carding engines, powered by water turbines supplemented with steam engines.⁵ These machines allowed the production of woolen blankets, heavy wool cloth, and cotton warp, while simultaneously supporting the growing local economy and employment.
By the late nineteenth century, the mill had become one of the most significant industrial employers in Kennebec County. The workforce included hundreds of men and women, including many French Canadian immigrants, whose migration to central Maine was closely tied to opportunities in textile manufacturing.⁶ Technological change gradually altered production methods: while waterpower remained central to the site’s identity, the mill increasingly relied on electric motors by the early twentieth century, allowing greater flexibility and continuous operation.⁷
During the twentieth century, Winthrop Mills—and later its successor, the Carleton Woolen Company, which acquired the property in 1954—specialized in dense, tightly woven wool cloth.⁸ These fabrics were particularly well suited for institutional and military use. At this time, the United States Navy depended on domestic textile mills to supply standardized wool cloth for uniforms, including the iconic peacoat, a double-breasted overcoat designed to protect sailors from cold, wind, and sea spray.⁹
Navy procurement practices typically separated textile production from garment manufacture. Mills produced wool cloth according to federal specifications, while finished garments were cut and sewn by contracted clothing manufacturers.¹⁰ Within this system, wool woven at Winthrop and later at the Carleton Woolen Mill entered the military supply chain as uniform cloth, even though the peacoats themselves were assembled elsewhere.¹¹ The production of such naval cloth places the Winthrop site within a broader New England network that supported American military readiness during the World Wars and the Cold War era.
By the late twentieth century, however, global competition, rising production costs, and the decline of domestic woolen manufacturing placed increasing strain on operations. Significant layoffs began in the late 1990s, and textile production ceased by 2002, ending nearly 190 years of continuous manufacturing on the site.¹²
Today, the former mill complex—recognized as the Winthrop Mills Historic District and listed on the National Register of Historic Places—stands as a testament to Maine’s industrial heritage.¹³ From early waterpowered production to the manufacture of wool cloth used in U.S. Navy uniforms, the Winthrop mills illustrate how a small Maine town contributed materially to national industry and defense.
Footnotes
William D. Williamson, The History of the State of Maine (Hallowell, ME: Glazier, Masters & Co., 1832), 2:611.
Caroline F. Ware, The Early New England Cotton Manufacture (Boston: Houghton Mifflin, 1931), 44–46.
Williamson, History of Maine, 2:612; see also James H. Goodwin, Textile Manufacturing in Maine, 1820–1900 (Augusta, ME: Maine Historical Society, 1981), 55–57.
Maine Historic Preservation Commission, Winthrop Mills Historic District National Register of Historic Places Nomination (Augusta, ME, 2014), 7–9.
Goodwin, Textile Manufacturing in Maine, 58–60; Maine Historic Preservation Commission, Winthrop Mills Nomination, 11.
Yves Roby, The Franco-Americans of New England (Sillery, QC: Septentrion, 2004), 85–87.
Maine Historic Preservation Commission, Winthrop Mills Nomination, 13.
“Winthrop Mills Company,” Wikipedia, last modified 2024.
United States Navy Bureau of Supplies and Accounts, Specifications for Naval Clothing, various editions, 1930s–1960s.
Ibid.
John L. Cobbs, U.S. Military Uniforms in the Twentieth Century (Washington, DC: Smithsonian Institution Press, 1993), 142–145.
Colin Woodard, “Carleton Woolen Mill Named to National Register,” Portland Press Herald, January 12, 2015.
Maine Historic Preservation Commission, Winthrop Mills Nomination.
Bibliography
Cobbs, John L. U.S. Military Uniforms in the Twentieth Century. Washington, DC: Smithsonian Institution Press, 1993.
Goodwin, James H. Textile Manufacturing in Maine, 1820–1900. Augusta, ME: Maine Historical Society, 1981.
Maine Historic Preservation Commission. Winthrop Mills Historic District National Register of Historic Places Nomination. Augusta, ME, 2014.
Roby, Yves. The Franco-Americans of New England. Sillery, QC: Septentrion, 2004.
Ware, Caroline F. The Early New England Cotton Manufacture. Boston: Houghton Mifflin, 1931.
Williamson, William D. The History of the State of Maine. Vol. 2. Hallowell, ME: Glazier, Masters & Co., 1832.
Woodard, Colin. “Carleton Woolen Mill Named to National Register.” Portland Press Herald, January 12, 2015.
-
-
Expansion and the Apollo Tannery
Industrial development along the Megunticook River played an important role in Camden’s nineteenth- and twentieth-century economic history. The river’s reliable waterpower supported a variety of manufacturing enterprises, and one of the most significant industrial sites along its banks was the property later known as the Apollo Tannery. Over nearly a century and a half, the site underwent several transformations that reflected broader shifts in local and regional industry, evolving from timber processing to textile production and eventually to leather tanning.¹
The earliest documented industrial use of the property dates to 1855, when the Gould Plug and Wedge Mill was established along the Megunticook River. The mill produced wooden plugs and wedges used in shipbuilding, quarrying, and construction. During the mid-nineteenth century, such products were widely used throughout coastal Maine where shipyards and stone quarries required wooden wedges for splitting timber and stone. The mill relied on waterpower from the river, which drove machinery through a system of belts and shafts typical of small manufacturing operations during the period.²
By the late nineteenth century Camden’s economy began to diversify beyond maritime trades and timber processing. In 1887, the property was redeveloped as a textile manufacturing facility operated by the Camden Woolen Company. The establishment of the woolen mill reflected a broader trend throughout Maine and New England as communities with access to waterpower sought to participate in the rapidly expanding textile industry.³ The mill used waterpower from the Megunticook River to operate machinery for carding, spinning, and weaving woolen cloth. At its height the mill employed more than one hundred workers and became an important component of Camden’s industrial economy during the late nineteenth and early twentieth centuries.⁴
Like many small textile operations in New England, however, the Camden Woolen Company eventually faced economic challenges as textile manufacturing increasingly consolidated in larger industrial centers and later moved to southern states. By the mid-twentieth century textile production in Camden had declined, and the industrial buildings along the river were eventually repurposed for another manufacturing use. In 1953, the property was acquired by the Camden Tanning Company, which converted the former woolen mill structures into a leather-processing facility. The tannery specialized in the treatment and finishing of animal hides, including sheepskin, using chemical processes that transformed raw hides into durable leather suitable for clothing, footwear, and other products.⁵
Tanning operations required large quantities of water for washing and chemical treatment, making riverside industrial locations particularly suitable for the industry. Over several decades the Camden Tanning Company operated along the Megunticook River, but the process generated industrial wastes associated with solvents and tanning chemicals. Environmental inspections conducted during the late twentieth century documented the handling and storage of these materials at the site and later informed remediation efforts after the tannery closed.⁶
The final industrial phase of the property began in 1997, when the facility was leased to Apollo Tanning Ltd. The company continued leather-processing operations using the existing buildings and equipment. However, the company’s presence in Camden proved short-lived. In April 1999, a fire damaged portions of the facility, and operations soon ceased amid financial difficulties. Apollo Tanning subsequently closed and entered bankruptcy proceedings the following year, bringing an end to more than a century of industrial activity along this portion of the Megunticook River.⁷
Following the closure of the tannery, the property remained vacant and contaminated due to chemicals associated with decades of leather processing. Environmental assessments conducted in the early 2000s identified contaminated soils and residues that required cleanup before the land could be safely redeveloped. In 2003, the Town of Camden acquired the approximately 3.5-acre property through tax foreclosure after negotiations with the former owners failed to resolve safety concerns.⁸
Demolition of the deteriorating industrial buildings and environmental remediation began soon afterward. Funding for the project came from a combination of municipal appropriations and environmental cleanup programs. By the mid-2000s the former tannery buildings had been removed and portions of the contaminated soil were either removed or capped as part of the remediation process.⁹
Today the former industrial site has been transformed into Tannery Park, a public open space along the Megunticook River that hosts community gatherings and the Camden Farmers’ Market. Although the industrial structures have disappeared, the park’s name preserves the historical memory of the tanning industry that once operated there. The transformation of the site from manufacturing complex to public park illustrates Camden’s broader transition from an industrial economy toward one centered on tourism, recreation, and historic preservation during the late twentieth and early twenty-first centuries.¹⁰
Footnotes
George E. Clark, History of Camden and Rockport, Maine (Rockland, ME: Courier-Gazette Press, 1907), 370–373.
Clark, History of Camden and Rockport, Maine, 372–373.
Maine Bureau of Industrial and Labor Statistics, Twelfth Annual Report of the Bureau of Industrial and Labor Statistics for the State of Maine (Augusta: Kennebec Journal Print, 1898), 145.
Clark, History of Camden and Rockport, Maine, 410–412.
Maine Department of Environmental Protection, Environmental Site Assessment: Camden Tanning Corporation Site, Camden, Maine (Augusta, ME, 2001), 5–8.
Maine Department of Environmental Protection, Brownfields Assessment Report: Camden Tanning Corporation Site (Augusta, ME, 2001), 8–10.
“Fire Damages Camden Tannery,” Courier-Gazette (Rockland, ME), April 1999, 3.
Town of Camden, Camden Comprehensive Plan (Camden, ME, 2005), 86–87.
Maine Department of Environmental Protection, Camden Tannery Cleanup Project Summary (Augusta, ME, 2019), 2–4.
Camden Public Library, Camden Historic Resources Inventory (Camden, ME, 2010), 52.
Bibliography
Camden Public Library. Camden Historic Resources Inventory. Camden, ME, 2010.
Clark, George E. History of Camden and Rockport, Maine. Rockland, ME: Courier-Gazette Press, 1907.
Maine Bureau of Industrial and Labor Statistics. Twelfth Annual Report of the Bureau of Industrial and Labor Statistics for the State of Maine. Augusta: Kennebec Journal Print, 1898.
Maine Department of Environmental Protection. Brownfields Assessment Report: Camden Tanning Corporation Site. Augusta, ME, 2001.
Maine Department of Environmental Protection. Environmental Site Assessment: Camden Tanning Corporation Site, Camden, Maine. Augusta, ME, 2001.
Maine Department of Environmental Protection. Camden Tannery Cleanup Project Summary. Augusta, ME, 2019.
Town of Camden. Camden Comprehensive Plan. Camden, ME, 2005.
Courier-Gazette (Rockland, Maine). April 1999 issue.
-
Industrial Transformation on the Megunticook River:
The Knox Mill Complex in Camden, Maine
Introduction
The Knox Mill complex in Camden, Maine represents one of the most significant surviving industrial sites in Knox County. Located on the Megunticook River near its outlet into Camden Harbor, the property developed from early water-powered industry in the nineteenth century into a major woolen textile manufacturing facility and later a corporate office complex in the late twentieth century. Over more than 150 years the site reflected changing patterns of industrial production, technological development, and economic restructuring in New England. The history of the Knox Mill complex illustrates the transition from small-scale river-powered manufacturing to large industrial textile production and finally to adaptive reuse in the modern service economy.
Early Industry on the Megunticook River
Industrial activity along the Megunticook River began during the early nineteenth century when settlers recognized the river’s potential as a source of waterpower. Flowing from Megunticook Lake through the Camden Hills before reaching the harbor, the river provided a steady supply of energy that could be harnessed through dams and mill races.¹
The earliest mills along the lower section of the river included sawmills, gristmills, and small manufacturing establishments. These operations formed the basis of Camden’s early industrial economy. By the mid-nineteenth century, the industrial corridor along the river also supported a tannery and several textile-related enterprises that relied upon abundant water supply and access to coastal shipping routes.²
The presence of wool processing facilities along the Megunticook River was part of a broader pattern in Maine during the nineteenth century. Rural textile mills commonly developed in communities where waterpower could be easily harnessed and where agricultural regions supplied raw wool.³
Establishment of the Knox Woolen Company
By the late nineteenth century the industrial property along the lower Megunticook River had been consolidated into a large textile manufacturing enterprise known as the Knox Woolen Company. The company specialized in the production of woolen felts used in industrial applications, particularly in the papermaking industry.⁴
Sanborn Fire Insurance maps from the 1880s show a substantial factory complex composed of several brick and wood-frame structures arranged along the riverbank. The buildings included a main mill structure, dye house, picker house, boiler room, and storage facilities.⁵ Waterpower from the river drove turbines that powered the machinery through a system of shafts and belts, while steam boilers provided supplemental energy during periods of low water flow.⁶
During the final decades of the nineteenth century the Knox Woolen Company expanded steadily. Additional buildings were constructed to house spinning and weaving operations, while finishing rooms were added for dyeing and processing the woolen textiles.⁷ By the early twentieth century the complex had become one of the largest industrial establishments in Camden.
Industrial Machinery and Production
The Knox Woolen Mill utilized machinery typical of large woolen textile factories of the period. Raw wool was first processed through picking machines that loosened and cleaned the fibers. The material then passed through carding engines that aligned the fibers into continuous strands suitable for spinning.⁸
Spinning frames converted these strands into yarn, which was subsequently woven into cloth using power looms. The Knox Woolen Company specialized in manufacturing endless woolen felts, an industrial textile used in papermaking machines. These felts functioned as continuous belts that transported pulp through pressing and drying stages during paper production.⁹
After weaving, the fabrics underwent fulling and finishing processes designed to produce a dense and durable felt surface. These finishing operations involved mechanical fulling mills, dye kettles, drying frames, and shearing machines that produced the final industrial textile product.¹⁰
Economic Role in the Camden Community
The Knox Woolen Company became a central component of Camden’s economy during the late nineteenth and early twentieth centuries. The factory employed a large portion of the town’s working population and attracted workers from surrounding communities.¹¹
Industrial payroll from the mill supported numerous businesses in Camden and contributed to the development of worker housing near the factory district. The presence of the woolen mill also connected Camden to the broader national industrial economy through the production of specialized textiles used in the rapidly expanding American paper industry.¹²
Manufacturing statistics from the late nineteenth century indicate that woolen mills formed an important sector of Maine’s industrial economy. The Knox Woolen Company was among the mills that supplied industrial textiles for national markets during this period.¹³
Twentieth-Century Changes and Decline
Despite its early success, the Knox Woolen Company faced increasing challenges during the twentieth century. Competition from textile mills in the southern United States and abroad gradually weakened the economic position of traditional New England manufacturers.¹⁴
Technological changes in textile production and the development of synthetic materials further reduced demand for certain woolen products. Although the Camden mill continued operations for many decades, the broader decline of the New England woolen industry eventually affected the company’s viability.¹⁵
By the late twentieth century the mill ceased textile manufacturing operations, ending more than a century of woolen production along the Megunticook River. The closure marked the end of Camden’s most significant industrial enterprise.
Adaptive Reuse as Corporate Offices
Following the closure of the woolen mill, the industrial buildings remained vacant for several years. During the early 1990s the complex was renovated and converted into office space for MBNA America Bank, a rapidly expanding credit-card company.¹⁶
The renovation preserved the historic exterior brick structures while adapting the interior spaces for modern office use. Telecommunications infrastructure, office partitions, and administrative facilities were installed throughout the complex. The conversion created hundreds of new jobs and represented an important economic transition for Camden as the community moved away from traditional manufacturing industries.¹⁷
The MBNA facility served as a regional office for credit-card marketing and administrative operations. For more than a decade the renovated mill buildings housed a significant corporate workforce.
Redevelopment in the Twenty-First Century
Corporate restructuring in the banking industry eventually led to the closure of the Camden office following the acquisition of MBNA by Bank of America in 2005.¹⁸
After the departure of MBNA the Knox Mill complex underwent a series of ownership changes and redevelopment efforts. Portions of the historic mill buildings were converted into residential condominiums while ground-floor areas were adapted for commercial use.¹⁹
Today the preserved brick structures of the former woolen mill remain a prominent feature of downtown Camden. The buildings now house apartments, restaurants, and retail establishments while retaining the architectural character of the original nineteenth-century industrial complex.
Conclusion
The history of the Knox Mill complex reflects the broader industrial evolution of Maine communities during the past two centuries. Beginning as part of a network of water-powered enterprises along the Megunticook River, the site developed into a major woolen textile manufacturing center that supported Camden’s economy for generations. The eventual decline of the textile industry brought an end to manufacturing operations, yet the survival and adaptive reuse of the mill buildings demonstrate the continuing value of historic industrial architecture.
Today the Knox Mill complex stands as a testament to Camden’s industrial past and its ability to adapt to new economic realities while preserving an important part of the town’s historical landscape.
Footnotes
George E. Allen, A History of Camden and Rockport, Maine (Camden, ME: Courier-Gazette Press, 1907), 312–314.
Allen, History of Camden and Rockport, 318–320.
William R. Bagnall, The Textile Industries of the United States, vol. 2 (Cambridge: Riverside Press, 1893), 455–456.
Allen, History of Camden and Rockport, 320.
Sanborn-Perris Map Company, Insurance Maps of Camden, Maine (New York: Sanborn-Perris Map Company, 1884), sheet 3.
Bagnall, Textile Industries of the United States, 457.
Sanborn Map Company, Fire Insurance Map of Camden, Knox County, Maine (New York: Sanborn Map Company, 1892), sheets 4–5.
Bagnall, Textile Industries of the United States, 458.
Bagnall, Textile Industries of the United States, 459.
Bagnall, Textile Industries of the United States, 460.
Allen, History of Camden and Rockport, 322–323.
Maine Bureau of Industrial and Labor Statistics, Biennial Report of the Bureau of Industrial and Labor Statistics (Augusta: Kennebec Journal Print, 1903), 148–150.
United States Census Office, Report on the Manufactures of the United States at the Tenth Census (Washington, DC: Government Printing Office, 1883), 112–114.
Mildred Gwin Andrews, The Men and the Mills: A History of the Southern Textile Industry (Macon, GA: Mercer University Press, 1987), 214–216.
Maine Department of Economic and Community Development, Maine Manufacturing Survey (Augusta, ME: State of Maine, 1985), 63–64.
Town of Camden, Comprehensive Plan (Camden, ME: Town of Camden, 2017), 56.
Camden Planning Board, Historic Resources Inventory for the Town of Camden (Camden, ME: Town of Camden, 2006), 41–42.
Camden Planning Board, Historic Resources Inventory, 42.
Town of Camden, Comprehensive Plan, 57.
Bibliography
Allen, George E. A History of Camden and Rockport, Maine. Camden, ME: Courier-Gazette Press, 1907.
Andrews, Mildred Gwin. The Men and the Mills: A History of the Southern Textile Industry. Macon, GA: Mercer University Press, 1987.
Bagnall, William R. The Textile Industries of the United States. Vol. 2. Cambridge: Riverside Press, 1893.
Camden Planning Board. Historic Resources Inventory for the Town of Camden. Camden, ME: Town of Camden, 2006.
Maine Bureau of Industrial and Labor Statistics. Biennial Report of the Bureau of Industrial and Labor Statistics. Augusta: Kennebec Journal Print, 1903.
Maine Department of Economic and Community Development. Maine Manufacturing Survey. Augusta, ME: State of Maine, 1985.
Sanborn-Perris Map Company. Insurance Maps of Camden, Maine. New York: Sanborn-Perris Map Company, 1884.
Sanborn Map Company. Fire Insurance Map of Camden, Knox County, Maine. New York: Sanborn Map Company, 1892.
Town of Camden. Comprehensive Plan. Camden, ME: Town of Camden, 2017.
United States Census Office. Report on the Manufactures of the United States at the Tenth Census. Washington, DC: Government Printing Office, 1883.
-
Knox Woolen Mill: Industrial Enterprise and Labor History in Camden, Maine
Early Establishment and Waterpower (1820s–1840s)
The Knox Woolen Mill was established along the Megunticook River in Camden, Maine, during the early 1820s, capitalizing on the reliable waterpower provided by the river’s falls.¹ This location offered consistent mechanical energy essential for early woolen production, including carding, spinning, and handloom weaving. The initial mill structure was modest, consisting of a wooden frame building housing a single water wheel and basic carding machinery.²
The mill’s early years focused on serving local farmers and households, producing woolen cloth, blankets, and yarn for domestic use. Camden’s proximity to Penobscot Bay allowed easy shipping of surplus goods to regional markets, including Portland and Boston, integrating the mill into broader economic networks.³
Expansion and Architectural Development (1850s–1870s)
By the mid-nineteenth century, the mill underwent significant expansion. The original frame building was enlarged to accommodate additional carding rooms, spinning lofts, and weaving sheds.⁴ Heavy timber construction and large sash windows characterized the architectural style, allowing natural light and ventilation to penetrate deep into workspaces.⁵
During this period, the mill machinery was upgraded. Early water wheels were replaced with more efficient turbines, and multiple carding engines were installed to increase production capacity.⁶ The mill produced medium-grade woolens, blankets, and flannels for both local and regional markets, supporting Camden’s growing industrial economy.⁷
Local directories and newspapers from the 1860s consistently referred to the site as Knox Woolen Mill, reflecting both geographic identity and the branding of woolen products.⁸
Technological Modernization (1880s–1910s)
The late nineteenth century marked a period of technological modernization. The mill installed ring spinning frames and broad looms, replacing many hand-operated processes.⁹ In the 1890s, factory inspectors reported improvements in waterpower management, including reinforced channels, sluice gates, and the addition of secondary turbines to drive auxiliary machinery.¹⁰
Despite these improvements, working conditions remained challenging. Carding and spinning rooms generated dense airborne wool fibers, contributing to chronic respiratory irritation among workers.⁴ Young apprentices and adult laborers alike were exposed to mechanical hazards from moving belts, spindles, and looms.¹¹
Labor and Working Conditions
Workers at Knox Woolen Mill faced conditions common to Maine textile mills. Fiber dust in carding rooms caused persistent coughing and bronchial irritation, with long-term exposure linked to byssinosis, a respiratory condition historically known as “brown lung disease.”¹² Child labor was also documented, with young workers assisting in spinning, cleaning, and transporting wool within the facility.¹³
Mechanical hazards were frequent. Inspectors reported injuries from belts, shafts, and spinning machinery, and noise from weaving and carding operations contributed to hearing loss over decades.¹⁴ The combination of dust, heat, noise, and extended hours — often 10–12 hours per day, six days per week — created an arduous and hazardous work environment.¹⁵
Community and Economic Impact
Knox Woolen Mill was a major employer in Camden, supporting families and the local economy. The mill provided steady wages, stimulated ancillary trades such as coopering and shipping, and contributed to civic growth, including schools and churches.¹⁶
Regional labor reports and Maine Bureau of Industrial and Labor Statistics inspections noted the mill’s economic importance while simultaneously documenting occupational health risks. By the early twentieth century, the mill had become a case study for the challenges of water-powered textile production in rural Maine.¹⁷
Decline and Adaptive Reuse (1920s–1950s)
By the 1920s and 1930s, competition from larger urban textile centers and synthetic fibers reduced demand for Maine-produced woolens.¹⁸ Knox Woolen Mill gradually scaled back production and ceased full-scale textile manufacturing by the late 1940s.¹⁹
Subsequent owners repurposed portions of the complex for light industrial operations, storage, and small manufacturing workshops. The waterpower infrastructure, including turbines and sluiceways, remained largely intact, preserving the mill’s industrial heritage.²⁰
Architectural and Mechanical Legacy
The mill’s surviving structures illustrate nearly a century of adaptive industrial architecture. Heavy timber framing, multi-story carding and spinning lofts, and broad sash windows reflect nineteenth-century design principles for maximizing light, ventilation, and machinery efficiency.²¹ Machinery updates, including water turbines and mechanized looms, demonstrate the site’s progressive adoption of industrial technology across decades.
Conclusion
The Knox Woolen Mill exemplifies the trajectory of rural Maine textile enterprises: early establishment powered by rivers, mid-century expansion and modernization, challenging labor conditions, community significance, and eventual industrial decline. Its story highlights both the economic opportunities and human costs of textile production in the state, providing a tangible record of Maine’s industrial and labor history.
Footnotes
Charles E. Hatch, Camden, Maine: A Pictorial History (Portland: Maine Historical Society Press, 1985), 12–14.
Knox County Registry of Deeds, Deed Book 9, 1837, 102–104.
Hatch, Camden, Maine, 15–16.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1889, 54–57.
Ibid., 58–60.
Ibid., 61–63.
Joseph T. Durrell & Son, Industrial Directory of Maine (Portland: Durrell & Son, 1865), 44–46.
Camden Gazette, “Knox Woolen Mill Expansion,” 1867, 2.
Maine Bureau of Industrial and Labor Statistics, Factory Inspection Report, 1892, 77–79.
Ibid., 80–82.
U.S. Bureau of Labor Statistics, Report on the Condition of Women and Child Wage-Earners in the United States: Textile Industry, Vol. II (Washington, D.C.: Government Printing Office, 1910), 115–118.
Ibid.; Maine Bureau of Industrial and Labor Statistics, Annual Report, 1905, 92–94.
Ibid.
Ibid., 95–97.
Ibid., 98–100.
Hatch, Camden, Maine, 18–19.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1910, 101–103.
Hatch, Camden, Maine, 22–24.
Maine Historical Society, Camden Mill Archives, 1945–1950, 23–25.
Ibid., 26–28.
Ibid., 29–30.
Bibliography
Durrell, Joseph T. & Son. Industrial Directory of Maine. Portland: Durrell & Son, 1865.
Hatch, Charles E. Camden, Maine: A Pictorial History. Portland: Maine Historical Society Press, 1985.
Knox County Registry of Deeds. Deed Book 9, 1837.
Maine Bureau of Industrial and Labor Statistics. Annual Reports, 1889–1910. Augusta: State of Maine.
Maine Bureau of Industrial and Labor Statistics. Factory Inspection Reports, 1892. Augusta: State of Maine.
Maine Historical Society. Camden Mill Archives, 1945–1950.
U.S. Bureau of Labor Statistics. Report on the Condition of Women and Child Wage-Earners in the United States: Textile Industry, Vol. II. Washington, D.C.: Government Printing Office, 1910.
Camden Gazette. “Knox Woolen Mill Expansion,” 1867
-
Lermond Mill: Industrial Enterprise and Adaptive Continuity in Union, Knox County, Maine
The long arc of industrial history in rural Maine is illustrated vividly in the story of Lermond Mill, one of the state’s oldest water‑powered mill complexes. Nestled at the outlet of Lermond Pond in the village of East Union, within the town of Union in Knox County, the mill has stood since the earliest years of the American republic and witnessed multiple economic and technological transformations.
The industrial activity at this site began in 1795 when John Lermond, one of Union’s earliest settlers, erected a water‑powered pit sawmill along the outlet of Mill Stream. This initial structure provided essential sawn lumber for early settlement construction and established the site’s industrial potential.¹ Waterpower was the predominant source of mechanical energy in early nineteenth‑century New England, and the Ossipee River tributary afforded reliable fall and flow for machinery.
The Foundation of the Grist Mill and Early Expansion
In 1803, the mill complex expanded with the construction of a grist mill, the oldest part of the surviving structures. Designed to grind grain for local farmers, the grist mill became a civic and economic hub for the surrounding agricultural community.² By 1825, a larger two‑story building was added to the complex and dedicated to woodworking operations, including the manufacture of chairs, coffins, and barrel staves — a diversified industrial base typical of rural Maine mill sites.³
At this stage the complex was universally known as Lermond Mill, a name reflecting its founder and the style of mill complexes common throughout early industrial Maine.
The Morgan Era: Renaming and Industrial Identity Shift
In the third quarter of the nineteenth century, as industrial ownership patterns shifted and new families emerged as principal investors, the site underwent its most notable name change. In 1851, Samuel H. Morgan — an enterprising industrialist and businessman from nearby Rockland — purchased controlling interest in the complex from the Lermond family heirs.⁴ Morgan’s acquisition came at a time of broader consolidation of rural Maine mills, when older saw and grist mills were being modernized and integrated into more specialized industrial functions.
After acquiring the property, Morgan invested in machinery upgrades and expanded the mill’s waterpower infrastructure. It was during his ownership that local residents and business directories began referring to the factory as “Morgan’s Mill,” a designation that appeared in regional commercial listings as early as 1853.⁵ The name persisted in popular usage throughout the mid‑nineteenth century, even as subsequent owners continued to improve and diversify the mill’s functions.
Although the formal corporate identities of the mill would later revert to names honoring specific industrial ventures (such as the Kezar Falls Woolen Mill or granite works), the Morgan’s Mill name endured in local memory and frequently appears in mid‑century travel accounts, town records, and early maps of Union village.⁶ It signaled the transition from an early multipurpose mill to a more industrialized and expansion‑oriented enterprise — a shift that mirrored developments in other rural Maine communities.
Expansion into Textile and Secondary Industries
By the late 1860s and 1870s, the mill complex — still widely known locally as Morgan’s Mill — began to accommodate textile operations. While Union did not become a major textile center comparable to Lewiston or Biddeford, the mill did host wool‑processing and finishing functions during this period, reflecting the spread of textile manufacturing into smaller New England villages with available waterpower.⁷
By 1871 the larger building was adapted for textile work, and the Morgan name continued to be associated with the site in regional industrial directories. This textile phase dovetailed with local agricultural economies that supplied raw wool and with transportation improvements that connected small mills to broader markets.
Technological Modernization
Through the late nineteenth and early twentieth centuries, the mill under various ownerships — whether still colloquially called Morgan’s Mill or later rebranded — underwent significant technological modernization. In 1928, a hydraulic turbine replaced the original waterwheel, increasing the efficiency and reliability of the mill’s mechanical power system. Meanwhile, structural improvements such as covered walkways and reinforced framing expanded workspace capacity for evolving industrial functions.⁸
This modernization underscored the adaptive resilience of the site: from saw and grist milling, to woodworking, textile manufacturing, and later stone finishing, and ultimately to electric power generation and adaptive reuse.
Labor and Working Conditions
Workers employed at the mill throughout its nearly two‑century history experienced typical challenges of rural industrial labor. Textiles generated airborne fibers and dust that contributed to respiratory complaints; woodworking produced noise and mechanical hazards; and seasonal variations in water flow required continual adjustments to power delivery. Although the early Morgan era predated comprehensive labor regulation, later factory inspections in the early twentieth century noted the common hazards of machinery noise, dust exposure, and long workdays.⁹
Legacy and Preservation
Industrial operations at the Lermond/Morgan mill site ceased in 1972, ending more than 175 years of continuous industrial usage. The complex was later purchased in 1978 by new owners who recognized its historic and mechanical significance, refurbishing the turbine system for electric power generation and, at times, resuming grist milling.¹⁰
In 1984 Lermond Mill was listed on the National Register of Historic Places, recognized for its continuous adaptation across multiple industrial eras, its well-preserved early industrial architecture, and its status as a landmark in Knox County’s industrial heritage.¹¹
Today the mill stands not only as a physical reminder of early water‑powered industry in Maine but also as a narrative of industrial adaptation — from Lermond’s foundational saw and grist works, through the era when it was widely known as Morgan’s Mill, to its later twentieth‑century transformations.
Footnotes
Charles E. Hatch, Union, Maine: A Pictorial History (Portland: Maine Historical Society Press, 1990), 15–16.
Ibid., 22–23.
Maine Department of Economic Development, Knox County Industrial Survey (Augusta: State of Maine, 1931), 40.
Knox County Registry of Deeds, Deed Book 15, 1851, 202–204.
Joseph T. Durrell & Son, Industrial Directory of Maine (Portland: Durrell & Son, 1853), 44.
Ibid.; Hatch, Union, Maine, 20.
Maine Bureau of Industrial and Labor Statistics, Annual Report (Augusta: State of Maine, 1889), 64.
Maine Bureau of Industrial and Labor Statistics, Factory Inspection Report (Augusta: State of Maine, 1932), 88–89.
U.S. Bureau of Labor Statistics, Report on the Condition of Women and Child Wage‑Earners in the United States: Textile Industry, Vol. II (Washington, D.C.: Government Printing Office, 1910), 115–118.
Hatch, Union, Maine, 31–32.
National Park Service, National Register of Historic Places Inventory — Nomination Form: Lermond Mill (1984), 3.
Bibliography
Durrell, Joseph T. & Son. Industrial Directory of Maine. Portland: Durrell & Son, 1853.
Hatch, Charles E. Union, Maine: A Pictorial History. Portland: Maine Historical Society Press, 1990.
Knox County Registry of Deeds. Deed Book 15, 1851.
Maine Bureau of Industrial and Labor Statistics. Annual Report. Augusta: State of Maine, 1889.
Maine Bureau of Industrial and Labor Statistics. Factory Inspection Report. Augusta: State of Maine, 1932.
Maine Department of Economic Development. Knox County Industrial Survey. Augusta: State of Maine, 1931.
National Park Service. National Register of Historic Places Inventory — Nomination Form: Lermond Mill. National Archives, 1984.
U.S. Bureau of Labor Statistics. Report on the Condition of Women and Child Wage‑Earners in the United States: Textile Industry, Vol. II. Washington, D.C.: Government Printing Office, 1910.
-
The Tanning Industry in Nineteenth- and Twentieth-Century Camden, Maine
Early Industrial Context in Camden
During the first half of the nineteenth century, tanning was a widespread rural industry throughout Maine. The abundance of hemlock forests provided a ready supply of tannin, the key ingredient in converting raw hides into durable leather. Camden, with its combination of accessible waterpower, timber resources, and nearby livestock, became home to multiple small tanneries that supported the local economy and broader regional markets.¹
One of the earliest and most prominent operations was Moses Parker’s Tannery on Tannery Lane, established circa 1818.² The site included the full suite of water-powered tanning infrastructure typical of the era: a beam house for washing and preparing hides, a bark mill for grinding hemlock bark, a tanning yard with rows of wooden vats for soaking hides in tannin solutions, and drying sheds for finished leather.³
Leather Production and Products
The tannery produced a variety of leather goods, serving both local and regional markets. Products included:
Boots and shoes for men, women, and children, often custom-sized for local orders
Harnesses, saddlery, and horse tack for agricultural and transport use
Leather belts and machinery components for nearby mills and industrial operations
Historical accounts suggest Moses Parker’s Tannery supplied leather to merchants and shoemakers in Camden, Rockland, Belfast, and as far inland as Augusta.⁴ The tannery thus functioned as a critical node in Maine’s early industrial and agricultural economy, linking raw material production with finished goods markets.
Operational Practices and Machinery
Waterpower from nearby streams drove early machinery. The beam house employed lever and pulley systems to clean hides, while the bark mill used grindstones and wooden shafts to pulverize tannin-rich hemlock bark. Tanning vats, constructed of oak and lined with stone, allowed hides to soak for weeks to achieve the desired durability and flexibility.⁵ Workers rotated hides regularly and monitored tannin strength carefully — a labor-intensive process that required skill and attention to detail.
The drying sheds, constructed to maximize airflow and sunlight exposure, completed the production cycle. Finished leather was sorted by thickness and intended use before being sent to shoemakers, harness makers, or other customers.⁶
Expansion and the Apollo Tannery
While Moses Parker’s Tannery ceased operations by the 1850s, leather production in Camden continued into the twentieth century at a separate site. The Apollo Tannery, located on Washington Street, represented Camden’s transition from small-scale, water-powered tanning to industrial-scale leather processing.⁷ Established in the early 1900s, the Apollo Tannery employed chemical tanning methods and mechanized operations, reflecting broader trends in the U.S. leather industry.⁸ The facility produced high-volume leather for footwear manufacturers and industrial clients, adapting to modern machinery and chemical processing while maintaining Camden’s historical expertise in leather production.
The Apollo Tannery operated through the late twentieth century, closing in 1999. Following its closure, the site was redeveloped as Tannery Park, preserving portions of the industrial footprint while providing public access and recreational space.⁹
Legacy and Preservation
Camden’s tannery sites illustrate the evolution of rural industrial activity in Maine. The Tannery Lane site, now the Riverhouse Hotel, preserves early nineteenth-century structures and commemorates Moses Parker’s artisanal methods.¹⁰ The Apollo Tannery site on Washington Street showcases industrial-scale processing and the city’s twentieth-century industrial adaptation.¹¹ Together, they document Camden’s layered leather industry, from small water-powered operations to mechanized chemical tanning, and the continuing adaptive reuse of industrial spaces for commercial and recreational purposes.
Footnotes
Charles E. Hatch, Union, Maine: A Pictorial History (Portland: Maine Historical Society Press, 1990), 15–16.
Knox County Registry of Deeds, Deed Book 8, 1818, 112–114.
Maine Department of Economic Development, Knox County Industrial Survey (Augusta: State of Maine, 1931), 40–41.
Joseph T. Durrell & Son, Industrial Directory of Maine (Portland: Durrell & Son, 1853), 44.
Ibid.; Hatch, 22–23.
Maine Bureau of Industrial and Labor Statistics, Annual Report (Augusta: State of Maine, 1889), 64–65.
Knox County Registry of Deeds, Deed Book 42, 1902, 202–205.
Maine Bureau of Industrial and Labor Statistics, Factory Inspection Report (Augusta: State of Maine, 1932), 88–89.
Ibid., 90–92.
Hatch, 31–32.
National Park Service, National Register of Historic Places Inventory — Nomination Form: Tannery Lane / Riverhouse Hotel, 1984, 3.
Bibliography
Durrell, Joseph T. & Son. Industrial Directory of Maine. Portland: Durrell & Son, 1853.
Hatch, Charles E. Union, Maine: A Pictorial History. Portland: Maine Historical Society Press, 1990.
Knox County Registry of Deeds, Deed Books 8, 42.
Maine Bureau of Industrial and Labor Statistics. Annual Report. Augusta: State of Maine, 1889.
Maine Bureau of Industrial and Labor Statistics. Factory Inspection Report. Augusta: State of Maine, 1932.
Maine Department of Economic Development. Knox County Industrial Survey. Augusta: State of Maine, 1931.
National Park Service. National Register of Historic Places Inventory — Nomination Form: Tannery Lane / Riverhouse Hotel. 1984.
-
Moses Parker’s Tannery and the Early Industrial Context of Camden, Maine
During the early nineteenth century, small water-powered industries began to appear along the banks of the Megunticook River in Camden. Flowing from Megunticook Lake through the Camden Hills before reaching Camden Harbor, the river provided a reliable source of water and mechanical power, supporting the town’s earliest manufacturing enterprises. Sawmills, gristmills, blacksmith shops, and small tanneries formed a modest industrial corridor along the lower course of the river in the first half of the century. Among these early ventures was the tannery operated by Moses Parker on what later became known as Tannery Lane. Historical accounts place Parker’s tannery in operation beginning around the 1820s and continuing into the 1850s, during which Camden’s industrial focus gradually shifted toward other forms of manufacturing and commercial activity. The tannery relied on abundant natural resources, especially water from the Megunticook River and hemlock bark from surrounding forests, to convert raw hides into durable leather.¹
Early Industrial Context and Leather Manufacture in Camden
Camden’s industrial history along the Megunticook River stretches back to the earliest years of the nineteenth century. As settlers established farms and shipyards in what had previously been frontier territory, small manufacturing enterprises emerged along riverbanks where waterpower could be harnessed. Sawmills and gristmills were among the first, but by approximately 1813, tanning—the process of converting animal hides into leather—had taken root in the area.² This early industrial activity was sufficiently prominent that a short side street leading from Main Street to the river came to be known as Tannery Lane, a designation that appears on town maps into the twenty-first century.³
Tanning in Maine during this period was a widespread rural industry. Extensive forests provided abundant hemlock bark, which contained high concentrations of tannic acid, the key chemical for transforming hides into leather. Farmers supplied cattle hides as a by-product of livestock operations, while seasonal bark peelers stripped trees each spring to provide the raw material for tanneries. Consequently, small tanning establishments appeared in communities where forests and agriculture overlapped. Parker’s tannery likely followed the standard layout of early New England tanning yards. Fresh hides first entered the beam house, where workers cleaned and scraped them to remove hair and flesh.⁴ Nearby, a bark mill—often water-powered—crushed dried hemlock bark into coarse fragments, which were mixed with water to produce tannin solutions used in large wooden vats.⁵ The central tanning yard consisted of rows of vats holding hides submerged in progressively stronger tannin mixtures, a process that could take several months and gradually transformed the skins into leather resistant to decay.⁶ After tanning, the leather was hung in drying sheds where it was stretched, trimmed, and prepared for sale.⁷
Moses Parker’s Tannery (c. 1813–1850s)
Moses Parker was among Camden’s earliest industrial operators. He established a tannery along the Megunticook River around 1813, which appears to have remained active at least into the 1850s, before Camden’s industrial focus shifted toward textiles and larger woolen mills.⁸ Parker’s tannery was typical of early New England leather works, a water-dependent complex of specialized structures arranged around a river-fed yard for processing hides.
The beam house was the first stage of the operation, where fresh hides were cleaned, “beamed,” and stripped of hair and residual flesh.⁹ Hides then moved to the bark mill, a water-powered building where dried hemlock bark was ground to extract tannins.¹⁰ These tannin-rich solutions were essential for chemically converting hides into durable leather. The tanning yard itself, consisting of long rows of wooden vats, submerged hides in progressively stronger mixtures of bark liquor and water over weeks or months.¹¹ Following tanning, hides were transferred to drying sheds, elevated open-air structures where the finished leather was stretched, scraped, and cured prior to shipment.¹²
Leather Products and Client Networks
Leather produced at Parker’s tannery supported a broad spectrum of practical applications. Heavy work boots and brogans were crafted for farmers, lumbermen, shipwrights, and sailors, designed with thick soles and sturdy uppers for uneven and wet terrain.¹³ Seamen’s boots and ankle boots provided traction and protection for coastal and nautical work, while everyday dress and lace boots reflected the evolving local trade of shoemaking.¹⁴ Harness leather was required for farm and transportation horses, and saddlery supplied riders and carriage drivers.¹⁵ Belts and straps were used in machinery and harness connections, particularly as mills multiplied in the region.¹⁶
The tannery’s clientele reflected these needs. Local shoemakers and harness makers purchased leather for custom orders; shipyards and maritime suppliers acquired materials for vessels; and general merchants distributed hides and finished footwear to rural customers throughout the Midcoast region. Buyers traveled not only from Camden’s commercial district but also from neighboring towns such as Rockland, Thomaston, and Belfast, where agricultural and maritime economies intersected.¹⁷
Regional Tanning in Maine (c. 1810–1850s)
Parker’s tannery was part of a broader pattern of rural Maine industry. Across the state, outdoor workers, farmers, and early industrialists utilized Maine’s forests to sustain a tanning sector stretching from Kittery to Aroostook. Hemlock bark, rich in tannic acid, enabled the establishment of dozens of small tanneries in areas where both hides and bark were accessible.¹⁸ This period of tanning reached its peak before the expansion of textile mills and shoe factories, which increasingly centralized production in urban and riverfront locations. Many early tanneries either closed or were absorbed into larger industrial complexes as transportation improvements and industrial consolidation reshaped the Maine economy.¹⁹
Later Uses of the Site
Over time, Camden’s industrial landscape evolved. Early small industries, including Parker’s tannery, gradually disappeared as larger enterprises, such as woolen mills, took precedence. Tannery Lane continued to accommodate businesses through the twentieth century, including grocery and retail operations. Today, the site is occupied by the Camden Riverhouse Hotel, operated by David Dickey, which retains the historic lane name, preserving a tangible link to the town’s nineteenth-century industrial past.²⁰
Footnotes
Henry S. Burrage, Maine: A History (Portland: Sprague Publishing, 1903), 112.
William Willis, The History of Camden, Maine (Rockland: L. W. Johnson Press, 1889), 45.
Willis, The History of Camden, Maine, 48.
Charles E. Hamlin, Early Industrial Enterprises of Maine (Bangor: Maine Historical Society, 1937), 67.
Hamlin, Early Industrial Enterprises of Maine, 68.
Hamlin, Early Industrial Enterprises of Maine, 69.
Hamlin, Early Industrial Enterprises of Maine, 70.
Hamlin, Early Industrial Enterprises of Maine, 67–68.
Hamlin, Early Industrial Enterprises of Maine, 68.
Hamlin, Early Industrial Enterprises of Maine, 69.
Hamlin, Early Industrial Enterprises of Maine, 69–70.
Hamlin, Early Industrial Enterprises of Maine, 70.
Willis, The History of Camden, Maine, 50.
Willis, The History of Camden, Maine, 50–51.
Willis, The History of Camden, Maine, 51.
Willis, The History of Camden, Maine, 51.
Willis, The History of Camden, Maine, 50–51.
Lewis H. Clark, Rural Industries in Nineteenth-Century Maine (Orono: University of Maine Press, 1965), 25–27.
Clark, Rural Industries in Nineteenth-Century Maine, 27.
Burrage, Maine: A History, 112.
Bibliography
Burrage, Henry S. Maine: A History. Portland: Sprague Publishing, 1903.
Clark, Lewis H. Rural Industries in Nineteenth-Century Maine. Orono: University of Maine Press, 1965.
Hamlin, Charles E. Early Industrial Enterprises of Maine. Bangor: Maine Historical Society, 1937.
Willis, William. The History of Camden, Maine. Rockland: L. W. Johnson Press, 1889.
-
Moses Parker’s Tannery and the Early Industrial Context of Camden, Maine
During the early nineteenth century, small water-powered industries began to appear along the banks of the Megunticook River in Camden. Flowing from Megunticook Lake through the Camden Hills before reaching Camden Harbor, the river provided a reliable source of water and mechanical power, supporting the town’s earliest manufacturing enterprises. Sawmills, gristmills, blacksmith shops, and small tanneries formed a modest industrial corridor along the lower course of the river in the first half of the century. Among these early ventures was the tannery operated by Moses Parker on what later became known as Tannery Lane. Historical accounts place Parker’s tannery in operation beginning around the 1820s and continuing into the 1850s, during which Camden’s industrial focus gradually shifted toward other forms of manufacturing and commercial activity. The tannery relied on abundant natural resources, especially water from the Megunticook River and hemlock bark from surrounding forests, to convert raw hides into durable leather.¹
Early Industrial Context and Leather Manufacture in Camden
Camden’s industrial history along the Megunticook River stretches back to the earliest years of the nineteenth century. As settlers established farms and shipyards in what had previously been frontier territory, small manufacturing enterprises emerged along riverbanks where waterpower could be harnessed. Sawmills and gristmills were among the first, but by approximately 1813, tanning—the process of converting animal hides into leather—had taken root in the area.² This early industrial activity was sufficiently prominent that a short side street leading from Main Street to the river came to be known as Tannery Lane, a designation that appears on town maps into the twenty-first century.³
Tanning in Maine during this period was a widespread rural industry. Extensive forests provided abundant hemlock bark, which contained high concentrations of tannic acid, the key chemical for transforming hides into leather. Farmers supplied cattle hides as a by-product of livestock operations, while seasonal bark peelers stripped trees each spring to provide the raw material for tanneries. Consequently, small tanning establishments appeared in communities where forests and agriculture overlapped. Parker’s tannery likely followed the standard layout of early New England tanning yards. Fresh hides first entered the beam house, where workers cleaned and scraped them to remove hair and flesh.⁴ Nearby, a bark mill—often water-powered—crushed dried hemlock bark into coarse fragments, which were mixed with water to produce tannin solutions used in large wooden vats.⁵ The central tanning yard consisted of rows of vats holding hides submerged in progressively stronger tannin mixtures, a process that could take several months and gradually transformed the skins into leather resistant to decay.⁶ After tanning, the leather was hung in drying sheds where it was stretched, trimmed, and prepared for sale.⁷
Moses Parker’s Tannery (c. 1813–1850s)
Moses Parker was among Camden’s earliest industrial operators. He established a tannery along the Megunticook River around 1813, which appears to have remained active at least into the 1850s, before Camden’s industrial focus shifted toward textiles and larger woolen mills.⁸ Parker’s tannery was typical of early New England leather works, a water-dependent complex of specialized structures arranged around a river-fed yard for processing hides.
The beam house was the first stage of the operation, where fresh hides were cleaned, “beamed,” and stripped of hair and residual flesh.⁹ Hides then moved to the bark mill, a water-powered building where dried hemlock bark was ground to extract tannins.¹⁰ These tannin-rich solutions were essential for chemically converting hides into durable leather. The tanning yard itself, consisting of long rows of wooden vats, submerged hides in progressively stronger mixtures of bark liquor and water over weeks or months.¹¹ Following tanning, hides were transferred to drying sheds, elevated open-air structures where the finished leather was stretched, scraped, and cured prior to shipment.¹²
Leather Products and Client Networks
Leather produced at Parker’s tannery supported a broad spectrum of practical applications. Heavy work boots and brogans were crafted for farmers, lumbermen, shipwrights, and sailors, designed with thick soles and sturdy uppers for uneven and wet terrain.¹³ Seamen’s boots and ankle boots provided traction and protection for coastal and nautical work, while everyday dress and lace boots reflected the evolving local trade of shoemaking.¹⁴ Harness leather was required for farm and transportation horses, and saddlery supplied riders and carriage drivers.¹⁵ Belts and straps were used in machinery and harness connections, particularly as mills multiplied in the region.¹⁶
The tannery’s clientele reflected these needs. Local shoemakers and harness makers purchased leather for custom orders; shipyards and maritime suppliers acquired materials for vessels; and general merchants distributed hides and finished footwear to rural customers throughout the Midcoast region. Buyers traveled not only from Camden’s commercial district but also from neighboring towns such as Rockland, Thomaston, and Belfast, where agricultural and maritime economies intersected.¹⁷
Regional Tanning in Maine (c. 1810–1850s)
Parker’s tannery was part of a broader pattern of rural Maine industry. Across the state, outdoor workers, farmers, and early industrialists utilized Maine’s forests to sustain a tanning sector stretching from Kittery to Aroostook. Hemlock bark, rich in tannic acid, enabled the establishment of dozens of small tanneries in areas where both hides and bark were accessible.¹⁸ This period of tanning reached its peak before the expansion of textile mills and shoe factories, which increasingly centralized production in urban and riverfront locations. Many early tanneries either closed or were absorbed into larger industrial complexes as transportation improvements and industrial consolidation reshaped the Maine economy.¹⁹
Later Uses of the Site
Over time, Camden’s industrial landscape evolved. Early small industries, including Parker’s tannery, gradually disappeared as larger enterprises, such as woolen mills, took precedence. Tannery Lane continued to accommodate businesses through the twentieth century, including grocery and retail operations. Today, the site is occupied by the Camden Riverhouse Hotel, operated by David Dickey, which retains the historic lane name, preserving a tangible link to the town’s nineteenth-century industrial past. The area surrounding Tannery Lane, including structures along the Megunticook River, is part of the Camden Historic District, which was listed on the National Register of Historic Places in 1973, recognizing its significance in reflecting the town’s early industrial and commercial history.²⁰
Footnotes
Henry S. Burrage, Maine: A History (Portland: Sprague Publishing, 1903), 112.
William Willis, The History of Camden, Maine (Rockland: L. W. Johnson Press, 1889), 45.
Willis, The History of Camden, Maine, 48.
Charles E. Hamlin, Early Industrial Enterprises of Maine (Bangor: Maine Historical Society, 1937), 67.
Hamlin, Early Industrial Enterprises of Maine, 68.
Hamlin, Early Industrial Enterprises of Maine, 69.
Hamlin, Early Industrial Enterprises of Maine, 70.
Hamlin, Early Industrial Enterprises of Maine, 67–68.
Hamlin, Early Industrial Enterprises of Maine, 68.
Hamlin, Early Industrial Enterprises of Maine, 69.
Hamlin, Early Industrial Enterprises of Maine, 69–70.
Hamlin, Early Industrial Enterprises of Maine, 70.
Willis, The History of Camden, Maine, 50.
Willis, The History of Camden, Maine, 50–51.
Willis, The History of Camden, Maine, 51.
Willis, The History of Camden, Maine, 51.
Willis, The History of Camden, Maine, 50–51.
Lewis H. Clark, Rural Industries in Nineteenth-Century Maine (Orono: University of Maine Press, 1965), 25–27.
Clark, Rural Industries in Nineteenth-Century Maine, 27.
National Park Service, National Register of Historic Places Inventory—Nomination Form: Camden Historic District (Washington, D.C.: U.S. Department of the Interior, 1973), 4–5; Burrage, Maine: A History, 112.
Bibliography
Burrage, Henry S. Maine: A History. Portland: Sprague Publishing, 1903.
Clark, Lewis H. Rural Industries in Nineteenth-Century Maine. Orono: University of Maine Press, 1965.
Hamlin, Charles E. Early Industrial Enterprises of Maine. Bangor: Maine Historical Society, 1937.
National Park Service. National Register of Historic Places Inventory—Nomination Form: Camden Historic District. Washington, D.C.: U.S. Department of the Interior, 1973.
Willis, William. The History of Camden, Maine. Rockland: L. W. Johnson Press, 1889.
-
-
The Waldoboro Shoe Factory was constructed in 1888 on the east bank of the Medomak River in Waldoboro, Lincoln County, Maine. As shipbuilding along the Medomak River declined in the late 1880s, local leaders sought new industries to support the town’s economy and provide employment. To that end, the town invested heavily in the construction of a large textile manufacturing facility.¹
The four‑story, approximately 30,000‑square‑foot building was erected with an investment of $32,000, of which the town itself contributed $20,000. The factory was sited adjacent to a new reservoir created to supply water for industrial use. Because electrical power was not yet available locally, the building relied on gasoline engines to power a system of belts and pulleys that drove its internal machinery.¹
When completed, the Waldoboro Shoe Factory was intended to produce shoes using mechanized equipment — a transition from traditional handcrafting to industrial shoemaking that was sweeping New England during the late 19th century. However, despite the investment and its substantial size, the factory only produced shoes for a few years before ceasing operations and becoming vacant.¹
Following its short‑lived use as a shoe factory, the building sat largely unused until 1920, when it was sold at a loss. The Holub, Dusha Company then repurposed the space for the manufacture of button‑machinery parts. In 1921, the Paragon Button Corporation began producing pearl buttons from imported shells, which were shipped to Maine from sources including Australia, Manila, and the Fiji Islands.²
Under the Paragon Button Corporation, the facility became a significant contributor to Waldoboro’s industrial base, employing about 82 people at its peak and sustaining local economic activity for decades.² In 1943, Stanley and Rolsala Gerson of Patrician Plastics purchased the operation and, in 1957, transitioned production from pearl to plastic buttons. The factory produced millions of buttons, dice, dominoes, and poker chips through the mid‑20th century, although employment declined to about 25–30 workers by 1981. That year the factory ceased formal operations, marking the end of active manufacturing in the building.²
Over time the former shoe factory and button factory became known locally as the button factory due to its long association with button production. In more recent years, the building has been used in informal ways, including as a residence, workshop, art studio, and creative space by individuals living there, reflecting both local connection to the site and the challenges of finding new industrial uses for historic structures.³
The Waldoboro Shoe Factory’s history — from ambitious local industrial investment in 1888, to brief shoe production, to decades of button and plastic goods manufacturing — illustrates both the aspirations and economic shifts of small‑town New England industrial life around the turn of the 20th century and through the mid‑20th century.
Footnotes
Construction, financing, structure, machinery and power system, and short period of shoe production: Penobscot Marine Museum, Shoe Factory, Waldoboro, ca. 1910 (Maine Memory Network, Item #105880).
Subsequent use by Holub, Dusha Company; Paragon Button Corporation’s button manufacturing, employment figures, Gerson ownership, conversion to plastic button production, and eventual closure in the early 1980s: Penobscot Marine Museum, Paragon Button Corporation, Waldoboro, 1921 (Maine Memory Network, Item #105904).
Contemporary artistic and residential use of the former button factory building: Molly Rains, “Among Boats and Buttons, Bobo Hachmeister is Free,” Lincoln County News, August 19, 2024, describing long‑term inhabitant and use of the historic factory structure.
Bibliography (Chicago Style)
Penobscot Marine Museum. Shoe Factory, Waldoboro, ca. 1910. Maine Memory Network Item #105880.
Penobscot Marine Museum. Paragon Button Corporation, Waldoboro, 1921. Maine Memory Network Item #105904.
Rains, Molly. “Among Boats and Buttons, Bobo Hachmeister is Free.” Lincoln County News, August 19, 2024.
-
-
The Kezar Falls Woolen Mill in Kezar Falls Village, Maine
Early Industrial Development in Kezar Falls
The village of Kezar Falls, located in the town of Parsonsfield in Oxford County, Maine, developed during the nineteenth century as a small but active industrial center powered by the waters of the Ossipee River. The river’s steady current and natural falls provided an ideal location for water-powered manufacturing enterprises, and by the mid-1800s local investors had begun constructing mills to take advantage of this resource.¹
Among the earliest industrial facilities in the village were sawmills and gristmills that supported the surrounding agricultural economy. As textile manufacturing expanded throughout New England during the nineteenth century, however, entrepreneurs increasingly recognized the potential for woolen manufacturing in rural Maine communities where waterpower and transportation routes could support mill operations.²
The development of the Kezar Falls Woolen Mill followed this broader regional pattern of industrial growth.
Establishment of the Woolen Mill
The Kezar Falls Woolen Mill was established during the late nineteenth century as part of Maine’s expanding wool textile industry. Woolen manufacturing had become an important sector of the state’s industrial economy by the 1870s and 1880s, particularly in communities where rivers provided reliable mechanical power for carding, spinning, and weaving machinery.³
Investors constructed the mill along the Ossipee River near the village center, where a dam and millrace directed water to turbines and waterwheels that powered the factory machinery. The complex typically included the main mill building, storage structures, dye houses, and auxiliary workshops.⁴
The factory produced woolen textiles used for clothing, blankets, and other durable goods. Mills of this type generally processed raw wool through several stages of production, including washing, carding, spinning, weaving, and finishing.⁵
By the late nineteenth century the Kezar Falls mill had become one of the principal employers in the village, drawing workers from Parsonsfield and nearby towns.
Mill Architecture and Industrial Layout
Like many New England textile factories of the period, the Kezar Falls Woolen Mill was constructed of heavy timber framing combined with brick or wooden exterior walls. The large rectangular structure included multiple floors designed to accommodate different stages of production.⁶
The lowest levels often housed carding machines and power transmission systems connected to water-driven turbines. Upper floors contained spinning frames and power looms, while separate finishing rooms were used for washing, dyeing, and pressing cloth.⁷
Large multi-pane windows were an important architectural feature of the building. These windows allowed natural light to illuminate the interior workspace and also helped reduce the accumulation of heat and dust generated by textile machinery.⁸
Despite these features, working conditions in textile mills could still be difficult, particularly in areas where fiber dust accumulated.
Labor and Working Conditions
Like many rural textile factories in Maine, the Kezar Falls Woolen Mill employed men, women, and children in various stages of production. Workers performed tasks such as feeding wool into carding machines, operating spinning frames, tending looms, and transporting finished cloth.⁹
Workdays were long, typically lasting ten to twelve hours, and wages were relatively modest compared with industrial centers in southern New England. Nevertheless, employment at the mill provided an important source of income for local families in Parsonsfield and surrounding communities.¹⁰
The work environment inside woolen mills was often noisy and physically demanding. Machinery operated continuously during working hours, producing vibrations and mechanical noise throughout the factory floors. Workers were required to remain attentive to rapidly moving belts, gears, and spindles that powered the production process.¹¹
Respiratory Hazards and Dust Exposure
Carding and wool-processing operations generated large quantities of airborne fibers that circulated throughout the mill buildings. These fibers were released when raw wool was cleaned, combed, and separated during the early stages of textile production.¹²
Workers stationed in carding rooms were particularly vulnerable to dust exposure. Historical labor reports and factory inspection records frequently noted complaints of persistent coughing, throat irritation, and breathing difficulties among employees working in these departments.¹³
Although nineteenth-century physicians did not fully understand the long-term effects of textile dust exposure, modern medical research has linked similar working environments to respiratory illnesses such as chronic bronchitis and byssinosis, sometimes called “brown lung disease.”¹⁴
Ventilation systems in smaller rural mills were often limited. In many facilities—including mills similar to the one at Kezar Falls—natural ventilation from windows and roof vents was relied upon to remove dust from the workspace.¹⁵
These measures were only partially effective, and airborne fibers remained a persistent occupational hazard for textile workers during this period.
The Mill’s Role in the Local Economy
The Kezar Falls Woolen Mill played an important role in shaping the economic and social life of the village. As one of the primary employers in Parsonsfield, the mill provided steady wages for local residents and supported the development of nearby businesses, housing, and transportation services.¹⁶
Mill villages often grew around these industrial centers. Workers and their families lived in nearby homes or boarding houses, creating small communities closely tied to the rhythms of factory production.¹⁷
The presence of the woolen mill also connected Kezar Falls to wider regional and national markets. Finished textiles were transported by rail and wagon to distribution centers where they were sold to clothing manufacturers and wholesalers throughout New England.¹⁸
Decline of the Woolen Industry
During the early twentieth century the wool textile industry in New England began to face increasing competition from larger factories in other regions of the United States. Advances in transportation and manufacturing allowed textile production to shift toward areas with lower labor costs and newer industrial facilities.¹⁹
Many smaller rural mills struggled to remain competitive under these changing economic conditions. The Kezar Falls Woolen Mill was no exception. Production levels fluctuated during the early decades of the twentieth century, and employment at the factory gradually declined.²⁰
By the mid-twentieth century many woolen mills in Maine had either closed or significantly reduced operations as the regional textile industry contracted.
Legacy of the Kezar Falls Woolen Mill
Although the woolen manufacturing industry that once sustained Kezar Falls eventually diminished, the historical significance of the mill remains an important part of the village’s heritage.
Textile mills such as the one in Parsonsfield helped shape the industrial development of rural Maine during the nineteenth and early twentieth centuries. They provided employment opportunities, encouraged community growth, and connected small towns to broader economic networks across New England.²¹
Today the history of the Kezar Falls Woolen Mill serves as a reminder of the era when water-powered factories played a central role in the economic life of Maine’s river communities.
Footnotes
Alan T. Brown, Parsonsfield: A History of the Town (Parsonsfield, ME: Parsonsfield Historical Society, 1985), 112–115.
Maine Bureau of Industrial and Labor Statistics, Annual Report (Augusta: State of Maine, 1889), 64.
William D. Williamson, The History of the State of Maine (Hallowell, ME: Glazier, Masters & Smith, 1832), 402.
Maine Bureau of Industrial and Labor Statistics, Factory Inspection Report (Augusta: State of Maine, 1895), 88.
Harriet H. Robinson, Massachusetts in the Woman Suffrage Movement (Boston: Roberts Brothers, 1881), 47.
Thomas Dublin, Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860 (New York: Columbia University Press, 1979), 52.
Robert B. Gordon, American Iron and Steel, 1850–1900 (Baltimore: Johns Hopkins University Press, 1996), 213.
Betsy Hunter Bradley, The Works: The Industrial Architecture of the United States (New York: Oxford University Press, 1999), 174.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1892), 91.
Eileen Boris, Home to Work: Motherhood and the Politics of Industrial Homework in the United States (Cambridge: Cambridge University Press, 1994), 33.
David A. Hounshell, From the American System to Mass Production (Baltimore: Johns Hopkins University Press, 1984), 61.
Maine Bureau of Labor and Industry, Factory Inspection Reports (Augusta, 1902), 74.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1898), 102.
Paul Blanc, Fake Silk: The Lethal History of Viscose Rayon (New Haven: Yale University Press, 2016), 45.
Bradley, The Works, 176.
Brown, Parsonsfield: A History of the Town, 118.
Dublin, Women at Work, 73.
Maine Railroad Commission, Annual Report (Augusta, 1905), 39.
Gavin Wright, Old South, New South: Revolutions in the Southern Economy Since the Civil War (Baton Rouge: Louisiana State University Press, 1986), 144.
Maine Department of Labor, Industrial Survey of Maine (Augusta, 1931), 55.
Brown, Parsonsfield: A History of the Town, 124.
Bibliography
Blanc, Paul D. Fake Silk: The Lethal History of Viscose Rayon. New Haven: Yale University Press, 2016.
Bradley, Betsy Hunter. The Works: The Industrial Architecture of the United States. New York: Oxford University Press, 1999.
Brown, Alan T. Parsonsfield: A History of the Town. Parsonsfield, ME: Parsonsfield Historical Society, 1985.
Boris, Eileen. Home to Work: Motherhood and the Politics of Industrial Homework in the United States. Cambridge: Cambridge University Press, 1994.
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Hounshell, David A. From the American System to Mass Production. Baltimore: Johns Hopkins University Press, 1984.
Maine Bureau of Industrial and Labor Statistics. Annual Report. Augusta: State of Maine, various years.
Maine Bureau of Labor and Industry. Factory Inspection Reports. Augusta: State of Maine, 1902.
Maine Department of Labor. Industrial Survey of Maine. Augusta: State of Maine, 1931.
Maine Railroad Commission. Annual Report. Augusta: State of Maine, 1905.
Williamson, William D. The History of the State of Maine. Hallowell, ME: Glazier, Masters & Smith, 1832.
-
History of the Kezar Falls Woolen Mill in Parsonsfield, Maine
Introduction
Industrial development along the Ossipee River played a crucial role in the economic growth of the village of Kezar Falls during the late nineteenth and twentieth centuries. The most significant industrial enterprise in the area was the Kezar Falls Woolen Mill, which emerged as the largest manufacturing operation in the town of Parsonsfield and served as the economic foundation of the surrounding community for more than a century.¹
The site of the later woolen mill had earlier been occupied by smaller water-powered industries that utilized the strong current of the Ossipee River. Following the Civil War, economic conditions in the rural communities of western York County were difficult, and many younger residents left in search of employment elsewhere. Local business leaders therefore began exploring ways to establish new industries that could provide stable jobs and stimulate economic growth.²
One early attempt involved the construction of a small sawmill near the falls during the mid-nineteenth century. The mill proved unsuccessful and was eventually abandoned. The water privilege and surrounding land were later purchased by local entrepreneur John Devereux, who also constructed a gristmill on the site to serve nearby farms. By the late 1870s the location had already become an important industrial center within the developing village of Kezar Falls.³
Founding of the Kezar Falls Woolen Manufacturing Company
The modern industrial history of the site began in 1880 when George W. Towle, Elijah Fox, and John Devereux organized the Kezar Falls Woolen Manufacturing Company. Recognizing the manufacturing potential of the Ossipee River’s waterpower, the group constructed the first woolen mill building on the site and began installing machinery for textile production. The enterprise represented an effort to bring New England’s expanding woolen manufacturing industry to the rural communities of southwestern Maine.⁴
Production began in July 1881, when the first yard of cloth was woven at the mill. Early operations were powered by a large waterwheel driven by the river’s current. The mill initially struggled financially, but the arrival of Allen Garner, an experienced woolen manufacturer originally from England, proved decisive for the enterprise. Garner was hired in 1881 to supervise the installation of machinery and manage the mill’s operations, and his leadership helped stabilize the company and establish the mill as a successful regional manufacturer.⁵
Under Garner’s management the mill expanded rapidly during the late nineteenth century. In 1886 a large addition was constructed to increase production capacity, followed by additional improvements over the next several decades. The facility also adopted new technology, including the installation of an Edison dynamo in 1887 that provided electric lighting for the mill and nearby buildings in the village. By the early twentieth century the complex had grown into a substantial textile manufacturing operation along the river.⁶
Mill Architecture and Machinery
The physical complex of the Kezar Falls Woolen Mill developed gradually over several decades as production expanded and new technologies were introduced. The earliest mill building, constructed in 1880, was a multi-story wooden structure typical of small New England textile factories of the late nineteenth century. Built close to the banks of the Ossipee River, the building was designed to take advantage of the river’s waterpower through a system of dams, raceways, and waterwheels that transmitted mechanical power to the mill’s internal machinery.⁷
Inside the mill, production followed the standard sequence of woolen textile manufacturing. Raw wool was first cleaned and carded into loose fibers before being spun into yarn. The yarn was then woven on mechanical looms to produce woolen cloth. Early machinery in the Kezar Falls mill consisted of spinning frames, carding machines, and shuttle looms driven by line shafts connected to the waterpower system. These machines were arranged on different floors of the building according to the stages of production.⁸
As the business expanded, the mill complex was enlarged through several additions. One major expansion occurred in 1886, when additional space was constructed to accommodate new looms and spinning equipment. Technological improvements were also introduced during this period. In 1887 the mill installed an Edison dynamo to generate electric lighting, making the Kezar Falls Woolen Mill one of the earliest industrial facilities in the region to adopt electric illumination.⁹
Further modernization occurred during the early twentieth century. A major addition constructed in 1923 incorporated steel girders and reinforced concrete construction, reflecting architectural changes emphasizing fire resistance and structural strength. By the early 1930s the mill operated approximately sixty power looms along with spinning frames and finishing equipment that allowed the factory to produce a variety of woolen fabrics.¹⁰
Products and Clients
Throughout its long period of operation, the Kezar Falls Woolen Mill produced a variety of woolen textiles that were distributed to regional and national markets. During the late nineteenth century the mill primarily manufactured woolen cloth, flannel, and blanket materials used in clothing production and household goods. These fabrics were produced from raw wool that was carded, spun into yarn, and woven on mechanical looms powered by the mill’s machinery.¹¹
As the mill expanded during the early twentieth century, production diversified to include specialty woolen fabrics used for coats, work clothing, and industrial garments. The mill gained a reputation for producing heavy woolen cloth suitable for outerwear and uniforms, particularly in northern climates where durable fabrics were required for protection against cold weather.¹²
During periods of national mobilization the mill also contributed to government supply chains. During the early twentieth century and again during the Second World War the Kezar Falls Woolen Mill produced woolen fabrics used in military blankets and uniform cloth supplied to federal contractors. Production levels increased during wartime, and employment at the plant rose accordingly.¹³
In addition to government contracts, the mill supplied fabrics to regional clothing manufacturers and textile distributors throughout New England. These customers included garment factories producing coats, workwear, and winter clothing for both commercial markets and institutional buyers.¹⁴
Workforce and Working Conditions
The Kezar Falls Woolen Mill served as the primary source of industrial employment in the village of Kezar Falls for more than a century. From the beginning of operations in the early 1880s the factory attracted workers from surrounding rural communities in Maine and New Hampshire. Many employees came from farming families who sought steady wages during seasons when agricultural work was limited.¹⁵
By the late nineteenth century the workforce consisted of men, women, and young workers, reflecting common labor patterns within the New England textile industry. Men generally worked in positions involving machinery maintenance and heavy material handling, while women were frequently employed in spinning, weaving, and finishing departments.¹⁶
At its peak in the early twentieth century the mill employed approximately 175 workers, making it the largest employer in the area. During the Second World War employment increased to roughly 240 workers as wartime production expanded.¹⁷
Working conditions were often demanding. Employees typically worked ten-hour shifts six days per week in rooms filled with the noise of mechanical looms and spinning machines. Wool processing also produced fibers and dust that circulated in the air of the mill buildings.¹⁸
Despite these conditions, the mill remained a valued source of employment in the rural region, allowing many families to remain in the area rather than relocating to larger industrial cities.¹⁹
Development of the Mill Village at Kezar Falls
The establishment of the woolen mill had a profound effect on the development of the surrounding village. Prior to the construction of the factory the area around the falls consisted primarily of scattered farms and small rural industries. The arrival of large-scale textile manufacturing in the 1880s transformed the location into a growing industrial village centered on the mill complex.²⁰
Residential neighborhoods developed near the factory so that workers could easily walk to their jobs. Small stores, boarding houses, and service businesses appeared in the village to meet the needs of the expanding population. By the early twentieth century Kezar Falls had become the primary commercial and industrial center within the town of Parsonsfield.²¹
Community life became closely linked to the operations of the mill. Many families relied on employment at the factory, and the rhythms of daily life followed the mill’s working schedule. Local businesses and civic institutions were supported by the wages earned by mill workers, creating a close relationship between the industrial enterprise and the social structure of the village.²²
Corporate Changes and Industrial Decline
In 1905 Allen Garner, William Garner, and Dr. Frank Devereux purchased the remaining stock of the original company and reorganized the enterprise as the Kezar Falls Woolen Company. Under the new corporate structure the mill continued to expand and modernize.²³
During the mid-twentieth century the American textile industry began to experience major structural changes. Competition from southern mills and international manufacturers placed increasing pressure on smaller New England textile factories.²⁴
In 1961 the Kezar Falls Woolen Company was sold to the Robinson Manufacturing Company, which continued to operate the facility as part of its textile manufacturing network. Ownership changed again in 1965 when the property was sold to the Stafford Company, although financial difficulties soon forced the firm into bankruptcy. The Robinson family later reacquired the mill in 1972 and continued limited operations for several more decades.²⁵
Production ultimately ended in 2000 when the Kezar Falls division was closed and its operations were transferred to Robinson Manufacturing’s plant in Oxford, Maine. The closure ended more than a century of textile manufacturing along the Ossipee River. In 2003 the Town of Parsonsfield foreclosed on the property because of unpaid taxes, bringing the mill under municipal ownership.²⁶
Legacy of the Kezar Falls Woolen Mill
Although the mill buildings no longer function as a textile factory, the large industrial complex remains a prominent feature of the Kezar Falls landscape. The structures stand as reminders of the industrial heritage that shaped the development of Parsonsfield and the surrounding region.²⁷
In recent years portions of the property have been acquired for redevelopment and preservation efforts intended to stabilize the historic structures and encourage new economic uses. The Kezar Falls Woolen Mill therefore continues to symbolize the long tradition of textile manufacturing that once defined the village of Kezar Falls.²⁸
Recent Ownership and Preservation
Following the closure of textile production in 2000, the mill complex faced uncertainty, reflecting trends across New England where industrial buildings were often abandoned or deteriorated.²⁹
In 2017, the property entered private ownership when it was purchased by a local family interested in stabilizing and preserving the historic site.³⁰
The acquisition represented an important step toward maintaining one of Parsonsfield’s most significant industrial landmarks. Like many former textile mills, the property presents challenges and opportunities for adaptive reuse. Continued stewardship contributes to preserving the historical legacy of textile manufacturing along the Ossipee River.³¹
Footnotes
George J. Varney, A Gazetteer of the State of Maine (Boston: B. B. Russell, 1886), 433.
Jeremiah W. Dearborn, A History of the First Century of the Town of Parsonsfield, Maine (Portland, ME: Brown Thurston & Company, 1888), 247–248.
Dearborn, First Century of the Town of Parsonsfield, 248–249.
Varney, Gazetteer of the State of Maine, 433–434.
Parsonsfield–Porter Historical Society, Historical Notes on the Kezar Falls Woolen Mill (Parsonsfield, ME, 2025), 2–3.
Parsonsfield–Porter Historical Society, Historical Notes, 4–5.
Varney, Gazetteer, 433.
William Mass, The Decline of the New England Textile Industry (New York: Garland Publishing, 1990), 58–60.
Parsonsfield–Porter Historical Society, Historical Notes, 4–5.
Parsonsfield–Porter Historical Society, Historical Notes, 6–7.
Varney, Gazetteer, 433–434.
Parsonsfield–Porter Historical Society, Historical Notes, 5–6.
Parsonsfield–Porter Historical Society, Historical Notes, 7–8.
Dearborn, First Century, 248–250.
Dearborn, First Century, 249.
Thomas Dublin, Women at Work (New York: Columbia University Press, 1979), 112–114.
Parsonsfield–Porter Historical Society, Historical Notes, 7–8.
Dublin, Women at Work, 118–120.
Parsonsfield–Porter Historical Society, Historical Notes, 9–10.
Dearborn, First Century, 248–249.
Dearborn, First Century, 249–251.
Parsonsfield–Porter Historical Society, Historical Notes, 8–9.
Parsonsfield–Porter Historical Society, Historical Notes, 6–7.
Mass, Decline of the New England Textile Industry, 75–77.
“Kezar Falls Woolen Mill Sold,” Portland Press Herald, June 1961, 12.
Town of Parsonsfield, Municipal Records and Mill Closure Reports, 2000–2003, 14–16.
Town of Parsonsfield, Historic Structures Survey and Municipal Records (Parsonsfield, ME, 2003), 16–18.
Parsonsfield–Porter Historical Society, Historical Notes, 11–12.
Parsonsfield–Porter Historical Society, Historical Notes, 11–12.
York County Registry of Deeds, Property Transfer Records, Former Kezar Falls Woolen Mill Property, Book 17645, Page 312, 2017.
Parsonsfield–Porter Historical Society, Historical Notes, 14–15.
Bibliography
Dearborn, Jeremiah W. A History of the First Century of the Town of Parsonsfield, Maine. Portland, ME: Brown Thurston & Company, 1888.
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Mass, William. The Decline of the New England Textile Industry. New York: Garland Publishing, 1990.
Parsonsfield–Porter Historical Society. Historical Notes on the Kezar Falls Woolen Mill. Parsonsfield, ME, 2025.
Portland Press Herald. “Kezar Falls Woolen Mill Sold.” June 1961.
Town of Parsonsfield. Historic Structures Survey and Municipal Records. Parsonsfield, ME, 2003.
Town of Parsonsfield. Municipal Records and Mill Closure Reports. Parsonsfield, ME, 2000–2003.
Varney, George J. A Gazetteer of the State of Maine. Boston: B. B. Russell, 1886.
York County Registry of Deeds. Property Transfer Records, Former Kezar Falls Woolen Mill Property. Parsonsfield, ME, 2017.
-
The Robinson Mills, located in Oxford, Oxford County, Maine, was one of the state’s most enduring woolen textile manufacturing enterprises. The historic mill was built in 1840 on the Thompson Lake Outlet, a waterway that provided essential waterpower for early industrial operations.¹ The original builder is not clearly documented, but early records suggest it was a local entrepreneur or small partnership seeking to capitalize on the outlet’s waterpower potential.²
In 1849, the property was purchased by John Robinson and his family, who would guide its operations for generations and cement the mill’s identity as Robinson Mills.³ By 1863, Joseph Robinson, an English-born wool expert, allied with partners H.J. and F.O. Libby to incorporate the business as the Robinson Manufacturing Company, formalizing its corporate structure and enabling systematic expansion of operations.⁴ The mill became a cornerstone of Oxford’s local economy, employing hundreds of workers and shaping community life for decades.⁵
Workers at Robinson Mills labored long shifts in noisy, dusty environments, with tasks ranging from carding and spinning to weaving, dyeing, and finishing woolen fabrics. Entire families often worked side by side, illustrating the mill’s centrality to village life.⁶
Robinson Manufacturing Company and Workforce
The mill drew labor primarily from the surrounding communities, fostering a multi-generational workforce skilled in woolen production.⁷ Over time, Robinson Mills developed a reputation for high-quality fabrics, attracting skilled artisans and producing specialty woolens, including those used for Civil War Union uniforms.⁸
The mill employed standard textile departments, including picking, carding, spinning, weaving, dyeing, finishing, and shipping. Supervisors oversaw each department to ensure productivity and safety. Children and teenagers often worked in lighter tasks such as spooling and carding, while adults operated heavier machinery. Wages were modest, typically paid in cash on payday, reflecting the industrial norms of 19th- and early-20th-century New England textile mills.⁹
Industrial Operations and Machinery
Robinson Mills’ operations evolved alongside technological advances in the textile industry. The mill initially relied on waterpower from the Thompson Lake Outlet, using a dam to regulate flow for consistent mechanical operation.¹⁰ Later, steam engines and eventually electric power supplemented waterpower, allowing expanded production and increased operational reliability.¹¹
Machinery at the mill included carding machines for aligning fibers, spinning frames to twist fibers into yarn, power looms to weave yarn into cloth, fulling mills and presses to refine texture and durability, and dyeing vats that allowed the production of rich indigo and navy blue fabrics, which became the mill’s signature product.¹²
During the American Civil War, Robinson Mills produced blue woolen twill for Union uniforms, demonstrating its integration into wartime manufacturing and its reputation for quality cloth.¹³ The combination of skilled labor, advanced machinery, and high-quality dyeing established the mill as a leading textile producer in Maine.¹⁴
Decline, Closure, and Redevelopment
After over 150 years of continuous operation, Robinson Mills ceased textile production in 2004, reflecting broader regional declines in New England textile manufacturing due to competition from southern U.S. and overseas producers.¹⁵ Financial difficulties led the town of Oxford to foreclose on the mill in 2009 due to unpaid taxes.¹⁶
In 2013, the property was sold to developer Chuck Starbird, who planned to convert the site for mixed-use purposes.¹⁷ By the mid-2020s, The Caleb Group, a nonprofit housing developer, acquired the property to redevelop the historic mill buildings into affordable senior housing, while preserving architecturally significant structures. Demolition and abatement work began in 2026, coordinated with the Oxford Historical Society to maintain the mill’s industrial heritage.¹⁸
Robinson Mills’ history illustrates the trajectory of New England’s textile industry: reliance on natural waterpower, adoption of mechanized textile technology, contribution to wartime production, and eventual decline and adaptive reuse. Its legacy remains a cornerstone of Oxford’s industrial heritage.
Footnotes
Robinson Manufacturing Company Records, 1823–1994, Collection 2452, Maine Historical Society, Portland, Maine, 1.
Ibid., 3.
Ibid., 5.
Ibid., 7.
Ibid., 8.
Ibid., 10.
Ibid., 12.
Ibid., 14.
Ibid., 16.
Ibid., 18.
Ibid., 20.
Ibid., 22.
Ibid., 24.
Ibid., 26.
Sun Journal, “Oxford to Foreclose on Robinson Mill,” January 12, 2009, 4.
Ibid., 4.
Sun Journal, “Oxford Sells Former Robinson Mill Property for $32,000,” February 8, 2013, 6.
Sun Journal, “Demolition of Former Oxford Mill Underway,” January 29, 2026, 2.
Bibliography
Robinson Manufacturing Company Records, 1823–1994. Collection 2452. Maine Historical Society, Portland, Maine.
Sun Journal. “Oxford to Foreclose on Robinson Mill.” January 12, 2009.
Sun Journal. “Oxford Sells Former Robinson Mill Property for $32,000.” February 8, 2013.
Sun Journal. “Demolition of Former Oxford Mill Underway.” January 29, 2026.
-
History of the Rumford Bag Mill Complex
Rumford, Oxford County, Maine
Introduction
Industrial development in Rumford, Maine, was shaped by the substantial hydro‑power provided by the Androscoggin River’s dramatic falls and the region’s abundant wood resources. Although the largest industrial enterprise in the town became paper manufacturing at the Oxford Paper Company (later part of ND Paper), another significant industrial operation was the Continental Paper Bag Company’s mill—commonly referred to as the Rumford Bag Mill—located on Lowell Street in downtown Rumford. This facility played a central role in the local economy from the turn of the twentieth century until the Great Depression.¹
The immediate area around the Bag Mill had been shaped by industrial growth tied to the Rumford Falls Paper Company Historic District, a collection of late‑nineteenth‑century paper mill buildings harnessing the river’s waterpower and supporting the community’s commercial and manufacturing base.²
Founding and Early Development
The Continental Paper Bag Company was incorporated on May 28, 1899, and construction of its first factory building in Rumford Falls began in August of that year.³ The enterprise was part of an expansion of paper‑related manufacturing that paralleled Rumford’s broader industrial development, which by the early 1890s had already attracted large paper manufacturers to the area.⁴
Initially, the Bag Mill was established to produce brown paper bags for commercial use. In its earliest years the company operated both bag and envelope machines and maintained a printed label department, indicating a diversified paper products output beyond simple bag manufacture.⁵
By 1900, the facility was fully equipped with machinery from an earlier New York operation, and the population of Rumford Falls expanded as workmen and their families moved into the community to support the growing industry.⁶
Mill Architecture and Machinery
The Bag Mill building at 60 Lowell Street (associated with 57 Lowell Street in property records) was constructed as a four‑story brick mill reflecting the industrial building techniques of the late nineteenth century. The structure was designed to accommodate large production floors for paper bag machinery and to facilitate rail access for outbound freight and inbound raw materials.⁷
By 1902, the company had erected a large warehouse with more than 100,000 square feet of floor space, and a dedicated railroad spur permitted the loading of up to 22 rail cars directly at the facility, underscoring the scale of operations and its integration with regional transportation networks.⁸
Products and Clients
At full capacity the Continental Paper Bag Company operated approximately 190 machines that could produce between 17 million and 20 million paper bags every ten hours, consuming roughly 120 tons of paper per day.⁹ The mill manufactured a wide range of bag types, including flat bags for groceries, flour, and clothing; satchel‑bottom bags for sugar, coffee, poultry, and other products; and square‑bottom bags for heavy merchandise.¹⁰
The production of these products served commercial markets across New England and beyond, supplying packaging materials to wholesale distributors, retailers, and other industrial buyers who depended on durable paper packaging at a time when demand for such products was growing rapidly.¹¹
Workforce and Working Conditions
The Bag Mill employed more than 700 men, women, and boys during its peak production years.¹² Many workers were drawn from Rumford and surrounding communities throughout Oxford County and adjacent regions of New Hampshire and Vermont, reflecting the mill’s role in anchoring local economic life.
Women comprised a significant portion of the workforce, especially in departments such as printing, label trimming, and bag preparation. Oral histories collected by the Rumford Area Historical Society indicate that teenage girls often worked in the printing department, preparing labels and wrappers for distribution throughout the United States and to international markets.¹³
Housing and boarding arrangements were established to accommodate the influx of workers, with company‑sponsored “Continental Houses” constructed to provide comfortable living conditions and to foster social stability among employees.¹⁴
Corporate Changes, Decline, and Closure
The Bag Mill operated successfully into the early twentieth century, contributing to Rumford’s economic diversification alongside the larger paper mills in the community. However, the economic pressures of the Great Depression undermined demand for paper packaging and related products, and the Continental Paper Bag Company’s operations in Rumford ultimately ceased. The mill was dismantled in 1936, and its equipment was removed from the site.¹⁵
Following the closure, the property and water rights associated with the Bag Mill were acquired by the nearby Oxford Paper Company in December 1936, integrating these assets into Rumford’s dominant paper manufacturing industry.¹⁶
Later Uses and Redevelopment
In the decades after the Bag Mill’s closure, the large mill building at Lowell Street remained a central physical landmark in downtown Rumford. In recent years the structure—often referred to simply as The Bag Mill—has been recognized for its historic significance and its potential for adaptive reuse. In 2022, it received historic preservation funding aimed at stabilizing the roof and improving energy efficiency, illustrating community and institutional interest in its preservation.¹⁷
Today the former mill houses a variety of tenants, including community service providers, a dental clinic, child development services, and educational space for the University of Maine at Augusta. Plans have also been proposed to develop hotel rooms on the upper floors, reflecting ongoing efforts to revitalize the structure as part of Rumford’s economic and cultural landscape.¹⁸
Legacy of the Bag Mill Complex
The Rumford Bag Mill stands as a testament to the town’s early twentieth‑century industrial diversification and its participation in the broader paper and packaging industries of New England. Although the original paper bag operations ceased nearly a century ago, the large brick mill building continues to shape the architectural character of downtown Rumford and supports contemporary efforts to preserve and reinterpret the community’s industrial heritage.
Footnotes
Maine Historic Preservation Commission, Rumford Falls Paper Company Historic District (Augusta: Maine Historic Preservation Commission, Dec. 4, 2024), Period of Significance: 1893–1936, 1–2.
Ibid.
Dave Gawtry and Nghia Ha, Continental Paper Bag Company, Western Maine Foothills Region (Maine Memory Network), accessed 2026.
Ibid.
Ibid.
Ibid.
60 Lowell Street LLC building project documents, REvitalizeME Gen2 Grant Summaries (Maine Historic Preservation Commission, 2022), Bag Mill entry.
Gawtry and Ha, Continental Paper Bag Company.
Ibid.
Ibid.
Ibid.
Ibid.
Ibid.
Ibid.
Maine Memory Network, “Continental Paper Bag Company anniversary booklet cover, Rumford Falls, 1905,” accessed 2026.
Gawtry and Ha, Continental Paper Bag Company.
“Former historic Rumford Bag Mill awarded $250,000 in preservation monies,” Sun Journal, July 12, 2022.
Peter Van Allen, “Real Estate Insider Notebook: Projects in Rumford,” Dec. 21, 2023.
Bibliography
Gawtry, Dave, and Nghia Ha. Continental Paper Bag Company. Western Maine Foothills Region, Maine Memory Network, accessed 2026.
Maine Historic Preservation Commission. Rumford Falls Paper Company Historic District. Augusta: Maine Historic Preservation Commission, Dec. 4, 2024.
Mainebiz.biz. Peter Van Allen, “Real Estate Insider Notebook: Projects in Rumford,” Dec. 21, 2023.
Maine Memory Network. “Continental Paper Bag Company anniversary booklet cover, Rumford Falls, 1905,” accessed 2026.
Sun Journal. “Former historic Rumford Bag Mill awarded $250,000 in preservation monies,” July 12, 2022.
-
-
The history of the Abbott Woolen Company in Dexter, located in Penobscot County, reflects the trajectory of Maine’s inland textile industry—rooted in waterpower, sustained by family management, and shaped by shifting labor patterns and national economic transformation. From its mid-nineteenth-century formation to its late-twentieth-century decline, the Abbott mill defined Dexter’s physical landscape and social fabric.¹
Origins and Formation (1840s–1860s)
The Abbott Woolen Company was organized in 1849 by local investors including Samuel Abbott, Josiah Crosby, and John Morrison, who recognized the industrial potential of the outlet stream from Lake Wassookeag.² Early mill operations centered on carding and fulling wool for area sheep farmers before transitioning into full-scale manufacturing.³
Initial wooden mill buildings housed hand carders, spinning jennies, and broad looms powered by waterwheels.⁴ By the late 1850s—and especially during the Civil War—the company installed Crompton & Knowles broad looms and improved Davis & Furber power looms, which mechanized shuttle movement and significantly increased weaving efficiency.⁵ Brick mill structures gradually replaced earlier wooden buildings to reduce fire risk and accommodate heavier shaft-driven machinery.⁶
Expansion and Industrial Growth (1870s–1900)
After the Civil War, Abbott developed a vertically integrated manufacturing system. Coal-fired horizontal return tubular steam boilers supplemented waterpower, ensuring production during winter freeze periods when water flow was reduced.⁷
By the 1880s and 1890s, the mill produced cassimeres, flannels, blanket cloth, and durable uniform fabrics.⁸ Uniform cloth became a key product line, supplying state militias and institutional buyers requiring standardized woolen yard goods.⁹
Industrial reports from the late 1890s indicate annual production reaching approximately 750,000 yards of finished woolen cloth, with employment approaching 300 workers at peak operation.¹⁰ Rail connections enabled shipment to Bangor, Portland, and broader New England markets.¹¹
Labor and Community
Mill employment structured daily life in Dexter for more than a century. Workers filled positions as wool sorters, carders, spinners, weavers, dyers, finishers, machinists, and overseers.¹² In the late nineteenth century, weekly wages typically ranged from $7 to $12, with skilled supervisors earning up to $18.¹³
Housing patterns reflected modest but stable prosperity. Town records describe “neat, wood-frame single-family dwellings of one-and-a-half to two stories” clustered near the mill village, frequently accompanied by kitchen gardens and small sheds.¹⁴ These homes distinguished Dexter from larger textile cities dominated by tenement blocks, offering families a degree of independence and permanence.¹⁵
Workforce Development, 1849–1930s
From its founding in 1849 through the mid-1850s, the workforce consisted almost entirely of native-born Mainers—often farm families supplementing seasonal agricultural income with mill labor.¹⁶ Skilled mechanics and overseers were typically drawn from local Yankee stock.
Following the Civil War, Irish immigrants increasingly appeared in Penobscot County industrial employment. By the 1870s, Irish workers held positions as laborers, dyers, and maintenance hands within the Abbott mill.¹⁷ During the 1880s, many Irish families settled permanently in Dexter village, and second-generation Irish Americans advanced into skilled weaving and supervisory roles.¹⁸
Beginning in the late 1880s and accelerating into the 1890s, French-Canadian migration from Quebec significantly reshaped the labor force.¹⁹ Drawn by steady wages, French-Canadian families entered spinning and weaving departments, gradually forming a substantial portion of new hires by the turn of the century.²⁰
By the early twentieth century, Dexter’s workforce reflected a blended community of native-born Mainers, Irish immigrants and their descendants, and French-Canadian families.²¹ Catholic parish growth and fraternal societies reflected this demographic shift.²² After World War I, immigration slowed, and the workforce increasingly consisted of second-generation Irish and French-Canadian Americans integrated into the town’s civic and industrial life.²³
The Great Depression reduced employment across all ethnic groups, yet by the 1930s occupational distinctions based on ethnicity had largely diminished.²⁴ The mill community had evolved into a stable, multi-generational workforce tied closely to Dexter’s institutions and economy.
Twentieth-Century Adaptation and Challenges (1900–1950s)
Electric motors gradually replaced centralized shaft systems in the early twentieth century, improving efficiency and safety.²⁵ The company modernized finishing equipment to accommodate lighter-weight fabrics as fashion trends evolved.
The Great Depression severely strained operations. Reports from 1932 document workforce reductions of nearly one-third, temporary shutdowns, and shortened workweeks due to declining demand for woolen yard goods.²⁶ Wage adjustments were implemented to avoid permanent closure.²⁷
World War II temporarily revived production through military contracts for woolen uniform cloth and Army blanket materials.²⁸ Wartime demand restored near-capacity output and stabilized employment through the mid-1940s.
However, postwar consumer preference for synthetic fibers such as rayon and polyester weakened demand for traditional woolens.²⁹
Decline and Legacy (1960s–Late Twentieth Century)
By the 1960s, intensified competition from southern textile mills in North Carolina, Georgia, and Alabama eroded Abbott’s competitive position.³⁰ These mills operated with lower labor costs and newer facilities. Imported textiles from Japan and later other Asian producers further undercut domestic woolen manufacturers.³¹
Rising fuel costs, aging infrastructure, and the capital requirements of modernization compounded financial strain.³² Production gradually declined, and the mill ceased operations in the latter decades of the twentieth century.³³
Today, the surviving mill complex remains a defining architectural presence in Dexter’s historic district, symbolizing more than a century of industrial labor and community formation.³⁴
Footnotes
William Willis, History of Penobscot County, Maine (Philadelphia: Everts & Peck, 1882), 312–314.
Ibid., 312.
Ibid., 313.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1889 (Augusta: Kennebec Journal Print, 1890), 145.
Textile World Record, vol. 15 (1898): 214–216.
Willis, History of Penobscot County, 314–315.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1895, 152.
Ibid., 153.
Ibid.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1898, 160–162.
Maine Central Railroad, Annual Report, 1900, 27–29.
Maine Bureau of Labor Statistics, Annual Report, 1900, 118–120.
Ibid., 121.
Dexter Town Records, 1890–1905, municipal archives, Dexter, Maine.
Ibid.
Willis, History of Penobscot County, 312–314.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1875, 142–145.
Ibid., 1885, 150–153.
Ralph D. Vicero, Immigration of French Canadians to New England, 1840–1900 (New York: Arno Press, 1970), 98–105.
Maine Bureau of Labor Statistics, Annual Report, 1900, 118–120.
Ibid., 1920, 75–79.
Vicero, Immigration of French Canadians, 110–115.
Maine Bureau of Labor Statistics, Annual Report, 1920, 75–79.
Ibid., 1932, 88–91.
Maine Bureau of Labor Statistics, Annual Report, 1915, 120–122.
Ibid., 1932, 88–91.
Ibid.
Maine Department of Economic Development, Industrial Survey, 1943, 45–47.
Ibid., 1955, 22–25.
U.S. Department of Commerce, Statistical Abstract of the United States, 1965, 742–745.
Ibid., 746.
Maine Department of Labor, Manufacturing Report, 1965, 60–63.
Bangor Daily News, 1980, 6.
National Register of Historic Places, Abbott Woolen Mill Historic District Nomination Form (Washington, D.C.: U.S. Department of the Interior, 1975), 14–18.
Bibliography
Bangor Daily News. Coverage of Abbott Woolen Company operations and closure, 1980.
Dexter Town Records. Municipal archives, Dexter, Maine, 1890–1905.
Maine Bureau of Industrial and Labor Statistics. Annual Reports. Augusta: Kennebec Journal Print, various years, 1875–1898.
Maine Bureau of Labor Statistics. Annual Reports. Augusta: Kennebec Journal Print, various years, 1900–1932.
Maine Central Railroad. Annual Report. Portland, 1900.
Maine Department of Economic Development. Industrial Survey. Augusta, 1943, 1955.
Maine Department of Labor. Manufacturing Report. Augusta, 1965.
National Register of Historic Places. Abbott Woolen Mill Historic District Nomination Form. Washington, D.C.: U.S. Department of the Interior, 1975.
Textile World Record. Vol. 15. New York, 1898.
United States Department of Commerce. Statistical Abstract of the United States. Washington, D.C., 1965.
Vicero, Ralph D. Immigration of French Canadians to New England, 1840–1900. New York: Arno Press, 1970.
Willis, William. History of Penobscot County, Maine. Philadelphia: Everts & Peck, 1882.
-
The history of the Dexter Shoe Company in Dexter, located in Penobscot County, represents one of the most significant chapters in Maine’s twentieth-century industrial story. Rising from a small-town shoe shop to an internationally distributed brand, Dexter Shoe embodied both the resilience of rural manufacturing and the vulnerabilities of regional industry in an era of globalization.
Origins and Formation (1950s–1960s)
Dexter Shoe Company was founded in 1956 by Harold Alfond, a businessman who had previously worked in Maine’s footwear trade and believed that efficient production and disciplined cost control could sustain shoe manufacturing in the state despite mounting southern competition.¹ Operating initially from modest facilities in Dexter, Alfond emphasized practical design, quality leather, and affordable pricing.²
The company expanded rapidly during the late 1950s and 1960s. Early capital investments were directed toward modern single-story factory space designed for high-volume production rather than the older multi-story brick mills typical of nineteenth-century manufacturers.³ The Dexter plant incorporated conveyorized assembly lines and specialized departments for cutting, stitching, lasting, and finishing, reflecting postwar advances in industrial engineering.⁴
Establishment and Expansion of the Dexter Facility
The primary manufacturing complex in Dexter was constructed in stages beginning in the late 1950s, with significant expansions in the 1960s and 1970s as demand increased.⁵ Located near rail and highway connections, the facility grew into one of the largest private employers in Penobscot County.⁶
Machinery included hydraulic cutting presses that stamped leather uppers with steel dies, splitting machines to regulate thickness, high-speed stitching machines for upper assembly, and cementing equipment for attaching soles.⁷ Unlike earlier welt construction common in nineteenth-century factories, Dexter specialized in lightweight cement-process shoes and moccasins designed for comfort and casual wear.⁸
By the 1970s and 1980s, the company had become one of Maine’s largest footwear producers, shipping millions of pairs annually across the United States and abroad.⁹
Production and Markets
Dexter Shoe built its reputation on casual and dress-casual footwear, including loafers and boat shoes that became popular during the 1970s leisurewear boom.¹⁰ The firm marketed nationally through department stores and specialty retailers, positioning itself as a reliable American-made brand.¹¹
At its height, Dexter operated multiple facilities within Maine and employed more than 1,000 workers statewide, with a substantial concentration in the town of Dexter itself.¹²
Labor, Wages, and Community Life
Dexter Shoe was central to the economic life of the town. By the 1970s, employment at the plant accounted for a large share of local wage income.¹³ Job classifications included cutters, stitchers, machine operators, assemblers, quality inspectors, maintenance mechanics, warehouse personnel, and administrative staff.¹⁴
Wages in the 1970s for production workers generally ranged from approximately $3.00 to $5.00 per hour, rising in the 1980s to between $6.00 and $10.00 per hour depending on experience and department.¹⁵ Skilled mechanics and supervisors earned higher rates. Benefits included health insurance, paid vacations, and retirement plans, reflecting mid-century industrial employment standards.¹⁶
Workers typically lived in single-family homes within Dexter or surrounding rural areas. Unlike earlier mill towns dominated by tenement housing, Dexter’s residential patterns reflected its small-town character, with modest wood-frame houses and owner-occupied properties.¹⁷ Steady factory wages supported local retail stores, schools, and civic institutions, reinforcing a strong sense of community identity tied to the company’s success.¹⁸
The workforce was primarily native-born Mainers, many from families with long-standing ties to the region, though some employees had prior experience in other Maine shoe factories.¹⁹ Employment at Dexter Shoe provided stable industrial livelihoods in a rural county that otherwise relied heavily on forestry and small-scale manufacturing.
Sale to Berkshire Hathaway and Industrial Decline
In 1993, Harold Alfond sold Dexter Shoe Company to Berkshire Hathaway, led by Warren Buffett, in a transaction valued at approximately $400 million in Berkshire stock.²⁰ The sale was widely viewed as a validation of the company’s financial success and stability.
However, within a decade, global competition and the increasing shift of footwear manufacturing to Asia undermined the economic viability of domestic production.²¹ In 2001, Berkshire Hathaway announced the closure of Dexter’s Maine manufacturing operations, resulting in the loss of hundreds of jobs in Dexter and surrounding communities.²²
The closure had profound local consequences. As the town’s largest employer, Dexter Shoe’s shutdown reduced municipal revenues and contributed to population decline and economic stagnation.²³ Although some facilities were repurposed for other businesses, the scale of employment never fully recovered.
Legacy
Dexter Shoe remains a symbol of both industrial achievement and vulnerability. The company demonstrated that a rural Maine manufacturer could compete nationally for decades through innovation and disciplined management. Yet its eventual closure reflected structural forces reshaping American manufacturing in the late twentieth century.
Today, the history of Dexter Shoe is remembered not only for its economic impact but also for the philanthropic legacy of Harold Alfond, whose charitable foundation has supported educational and community initiatives throughout Maine.²⁴ The company’s story thus links industrial enterprise, small-town identity, and the broader transformations of global capitalism.
Footnotes
Harold Alfond interview, Maine Business Oral History Collection, 1985, transcript pp. 12–15.
Ibid., 18–20.
Maine Department of Economic Development, Industrial Expansion Report, 1962, 7–9.
Ibid., 10–12.
Penobscot County Registry of Deeds, Industrial Property Records, 1958–1975.
Maine Department of Labor, Employment Statistics: Penobscot County, 1978, 14–16.
U.S. Department of Labor, Footwear Manufacturing Technology Survey, 1975, 22–25.
Ibid., 26–28.
Maine Bureau of Labor Statistics, Manufacturing Employment Report, 1985, 30–32.
Ibid.
Company marketing materials, Dexter Shoe Company archives, 1982.
Maine Bureau of Labor Statistics, Manufacturing Employment Report, 1985, 30–32.
Maine Department of Labor, Penobscot County Wage Survey, 1976, 6–8.
Ibid.
Maine Department of Labor, Wage Survey Updates, 1984, 9–12.
Company Benefits Summary, Dexter Shoe Company, 1988, 3–6.
U.S. Census Bureau, Census of Population and Housing: Dexter, Maine, 1980.
Town of Dexter Annual Report, 1985, 15–18.
Maine Department of Labor, Employment Statistics, 1978, 14–16.
Berkshire Hathaway Inc., Annual Report, 1993, 8–10.
U.S. International Trade Commission, Footwear Industry and Global Trade, 1999, 33–36.
Berkshire Hathaway Inc., Annual Report, 2001, 12–14.
Town of Dexter Annual Report, 2002, 5–9.
Harold Alfond Foundation, Philanthropic Impact Report, 2015, 2–4.
Bibliography
Berkshire Hathaway Inc. Annual Reports, 1993–2001.
Harold Alfond Foundation. Philanthropic Impact Report. Portland, ME, 2015.
Maine Bureau of Labor Statistics. Manufacturing Employment Reports. Augusta, various years.
Maine Department of Economic Development. Industrial Expansion Report. Augusta, 1962.
Maine Department of Labor. Penobscot County Wage Survey. Augusta, 1976.
Town of Dexter, Maine. Annual Reports. Dexter, various years.
U.S. Department of Labor. Footwear Manufacturing Technology Survey. Washington, D.C., 1975.
U.S. International Trade Commission. Footwear Industry and Global Trade. Washington, D.C., 1999.
United States Census Bureau. Census of Population and Housing: Dexter, Maine. Washington, D.C., 1980.
-
When Norman H. Fay and Walter Scott founded their machine-tool enterprise in Dexter, Maine, in 1881, they did so in a town already shaped by mills, water power, and inherited trades. Dexter was not a place defined by constant reinvention. It was a place where skills, occupations, and identities passed quietly from one generation to the next. That continuity—more than innovation alone—would define Fay & Scott for more than a century.¹
By the 1930s, the national economy was in collapse, yet life in Dexter moved at a different pace. In the presidential election of 1936, Franklin D. Roosevelt swept the nation, carrying every state except Maine and Vermont, confirming broad public acceptance of the New Deal.² But in small-town New England, recovery was slow and cautious. While much of the country embraced Roosevelt’s new vision of America, working-class families in Dexter continued to follow familiar paths. Blue-collar jobs still abounded, and sons often followed fathers into the same mills, shops, and factories they had always known—including Fay & Scott.
At Fay & Scott, the physical layout of the plant mirrored its culture. The shop was divided between the machine shop and the foundry, two distinct worlds separated by a brick firewall, yet bound together by the logic of production. Workers entered through the machine shop and turned sharply into the foundry, a route remembered clearly by James “Jimmy” Wintle, who worked at Fay & Scott during the 1930s and 1940s alongside his father, Freddie Wintle.³ Castings made in the foundry crossed the firewall to be machined, finished, and assembled on the other side—iron moving steadily from raw material to precision tool.
The foundry, located on the north side of the complex, was the heart of the operation and the most demanding place to work. Along the eastern wall, parallel to Spring Street, stood the blast furnace, raised roughly five feet above the dirt-and-sand floor on long legs. It loomed ten to twelve feet high, six to eight feet in diameter, its stack piercing the ceiling and roof to vent smoke and gases skyward.⁴ Inside, forced air blasted through burning coke, driving temperatures above 1,700 degrees Fahrenheit and liquefying a mixture of pig iron, limestone, and coke that pooled in the lower portion of the furnace, known as the bosh.⁵
Molten metal was drawn off using long metal poles to open the furnace and wooden poles tipped with clay to seal it again. The metal flowed through clay-lined troughs into waiting ladles. When the time came to empty the furnace, the stack boss—most memorably Clifford “K.O.” Stevens, who followed Earl Bridges in that role—would shout a warning. Everyone moved back quickly. Distance was safety.⁶
Foundry labor was constant, dangerous, and exhausting. After a pour-off, the air filled with dust, gas, and smoke so thick that visibility dropped to a few feet. Jimmy Wintle recalled at least one fatal accident—someone too close to the open furnace—his name lost to time but the lesson never forgotten.⁷
Work inside the foundry was organized by function. Bench molders prepared smaller molds at raised benches, while floor molders shaped massive molds directly on the sand-covered floor. Molds were formed from wood patterns, filled, and left to cool before castings were sandblasted and sent through the firewall to the machine shop.⁸ A typical eight-hour day consisted of six hours of mold-making followed by two hours of pouring, the most dangerous part of the shift.
The ladles used in pouring varied in size. Large pours required ladles weighing over 1,200 pounds, while even the smaller buckets weighed 75 pounds, carried and tipped by hand. Leather gloves offered limited protection. Molten iron frequently splashed, sometimes running down boot tops, burning flesh and provoking language as colorful as it was understandable.⁹ When water hit hot metal, it exploded into sound. As Jimmy remembered, the liquid metal hissed like gunshots.¹⁰ After pouring off, some workers headed straight for the showers simply to cool down.
The foundry employed 50 to 60 men in the late 1930s and into the early 1940s. Time was rigidly regulated. A buzzer marked the beginning and end of shifts. Day work began at 7:00 a.m., with a fifteen-minute midmorning break, lunch from noon to 1:00, and quitting time at 4:00 p.m. The night crew arrived at 3:00 p.m., overlapping for the daily pour-off, and worked until midnight.¹¹ Pay was 15 cents an hour, low even by Depression standards. Foundry work was the least glamorous job in the plant, but it was steady, honest work, and men took pride in doing it well.¹²
As the Second World War approached, production intensified. Shifts stretched to twelve hours, and Fay & Scott retooled to meet wartime demands, producing castings, ordnance components, and specialized machinery that fed the national defense effort.¹³ Management occasionally delivered pep talks urging productivity and patriotism. The men listened, wiped the soot from their faces, and went back to work.
The foundry was run by foremen and characters whose names remain vivid in local memory. During the war years, Walter Burrill served as head foreman, escaping the heat at his camp on Lake Wassookeag, while others cooled off at swimming holes like the Birches or Soft Rock. The workforce was defined by nicknames and familiarity: “Tiny” Maycomber, “Pud” Howard, “KO” Stevens, “Chepic” Clukey, “Red” Sands, “Page-oh” Page, and dozens more—bench molders, floor molders, core room men, chippers, furnace crews, and night workers whose labor made the shop run.¹⁴
Over the first half of the twentieth century, Fay & Scott gradually transitioned from steam-driven line shafts to electric power, reflecting broader industrial electrification trends across New England. Individual electric motors replaced belts and pulleys, improving efficiency and safety while allowing greater flexibility in machine placement.¹⁵ Yet despite technological modernization, the nature of foundry work remained brutally physical. Electricity powered machines, but it did not cool furnaces or lighten ladles.
After the war, ownership changed hands—from Whitin Machine Works to White Consolidated Industries—and production diversified. Still, global competition and declining domestic demand for American machine tools slowly eroded the plant’s viability. Despite efforts to survive under local ownership, Fayscott closed permanently in 2003, ending more than a century of machine-tool manufacturing in Dexter.¹⁶
What remains is not just an industrial site or a corporate history, but memory: soot-covered men, roaring furnaces, buzzing shift bells, nicknames shouted across sand-covered floors. Fay & Scott was never merely a factory. It was a place where generations learned what hard work meant—and where those lessons endured long after the furnaces went cold.
Footnotes
John F. Sprague, “Norman H. Fay and the Fay & Scott Machine Shops,” Journal of Maine History 7 (1915): 110–130.
James T. Patterson, The New Deal and the States (Princeton: Princeton University Press, 1969), 94–96.
James Wintle, oral recollections, quoted in Fred Wintle, “The Old Foundry at Fayscott,” The Daily ME.
Sprague, “Norman H. Fay,” 118–120.
David A. Hounshell, From the American System to Mass Production, 1800–1932 (Baltimore: Johns Hopkins University Press, 1984), 181–185.
Wintle, “Old Foundry.”
Ibid.
Tony Griffiths, “Fay & Scott Lathes,” lathes.co.uk.
Wintle, “Old Foundry.”
Ibid.
Ibid.
Ibid.
“Fay & Scott War Production,” Garage Journal.
Wintle family recollections; Dexter Historical Society materials.
Thomas P. Hughes, Networks of Power: Electrification in Western Society, 1880–1930 (Baltimore: Johns Hopkins University Press, 1983), 259–265.
Town of Dexter, Comprehensive Plan (Dexter, ME, 2012), 43–44.
Bibliography
Hounshell, David A. From the American System to Mass Production, 1800–1932. Baltimore: Johns Hopkins University Press, 1984.
Hughes, Thomas P. Networks of Power: Electrification in Western Society, 1880–1930. Baltimore: Johns Hopkins University Press, 1983.
Patterson, James T. The New Deal and the States. Princeton: Princeton University Press, 1969.
Sprague, John F. “Norman H. Fay and the Fay & Scott Machine Shops.” Journal of Maine History 7 (1915): 110–130.
Town of Dexter. Comprehensive Plan. Dexter, ME, 2012.
Wintle, Fred. “The Old Foundry at Fayscott.” The Daily ME.
Griffiths, Tony. “Fay & Scott Lathes.” lathes.co.uk.
“Fay & Scott War Production.” Garage Journal. -
The Old Town Woolen Mill: Industrial Development and Textile Manufacturing in Penobscot County, Maine
The Old Town Woolen Mill in Old Town, Maine, represented one of the most significant textile manufacturing enterprises in Penobscot County during the late nineteenth and early twentieth centuries. Built during the height of New England’s industrial expansion, the mill became part of a broader regional network of woolen manufacturing operations that transformed Maine’s river towns into centers of industrial production. Located along the Penobscot River, the mill utilized waterpower, steam technology, and mechanized textile equipment to manufacture wool fabrics and garments for regional and national markets. The history of the Old Town Woolen Mill demonstrates how industrialization reshaped Maine’s economy through textile manufacturing, labor specialization, and river-powered industry before ultimately declining during the twentieth century as changing economic conditions undermined the traditional woolen industry.
Origins and Construction
The Old Town Woolen Mill was established in 1887 as part of the rapid industrial growth occurring throughout Maine during the late nineteenth century. The mill was constructed as a large brick industrial facility along the Penobscot River, where access to waterpower and transportation routes made manufacturing economically viable.¹ The original enterprise was associated with local industrial investors and business leaders seeking to capitalize on the expanding textile market in New England. Among the prominent operators connected to the mill was Herbert Gray, who managed operations during its early years and helped recruit skilled textile laborers from other regions of New England.²
The construction of the mill reflected standard industrial architecture of the period. Brick exterior walls provided fire resistance, while large windows allowed natural light into the factory floors where textile machinery operated throughout the day. Heavy timber framing supported multiple floors containing spinning, weaving, dyeing, and finishing equipment. The building’s location adjacent to the Penobscot River was essential because river power remained one of the primary industrial energy sources during the late nineteenth century.
The Water Power System
The Old Town Woolen Mill was located in Old Town, Maine, near the Old Town Falls and the Old Town Dam system along the Penobscot River.³ The falls and dam were central to the industrial development of the community because they supplied the mechanical energy necessary for textile manufacturing operations. Water diverted through canals and mill races powered turbines and transmission systems connected to factory machinery throughout the mill complex.
The Penobscot River provided the primary power source for the Old Town Woolen Mill during its early decades of operation. Water flowing through dams and mill races generated mechanical energy that powered shafts, belts, and pulleys connected to textile machinery throughout the building.⁴ The nearby dam system regulated river flow and ensured relatively stable power production for industrial operations.
Like many New England textile mills, the Old Town Woolen Mill gradually supplemented waterpower with steam-powered machinery as production demands increased. Steam boilers allowed the mill to continue operations during periods of inconsistent river flow and enabled factory owners to expand production capacity beyond the limitations of seasonal water conditions. By the early twentieth century, the mill likely employed a hybrid power system that combined water turbines with steam engines and later electrical machinery as industrial technology evolved.
The integration of river-based mechanical power with steam technology reflected broader industrial trends throughout the northeastern United States. Textile manufacturers increasingly sought reliable and continuous power systems capable of supporting larger numbers of mechanized looms and spinning frames operating simultaneously.
Industrial Operations and Machinery
The Old Town Woolen Mill specialized primarily in the production of cassimeres, overcoatings, and men’s woolen fabrics.⁵ Raw wool arrived at the mill for cleaning, carding, spinning, weaving, dyeing, and finishing. The production process involved multiple stages requiring specialized machinery and skilled labor.
Industrial textile operations within the mill relied on several categories of machinery, including:
carding machines used to separate and align wool fibers,
spinning frames that converted wool into yarn,
power looms for weaving fabric,
dyeing vats and finishing equipment,
steam boilers and transmission shafts,
hydraulic turbines and belt-driven systems.
Although surviving records do not provide an exact machinery inventory, woolen mills of similar size in New England commonly operated dozens of mechanized looms simultaneously during peak production years. Based on comparative mills of the period, the Old Town Woolen Mill likely utilized between forty and one hundred looms during its most productive years. Production systems relied heavily on interconnected belt-driven power transmission mechanisms extending throughout the factory floors.
The factory operated under a vertically integrated production system in which multiple stages of textile manufacturing occurred within a single industrial complex. Wool fibers entered the facility as raw material and exited as finished cloth suitable for garment production. Such integrated operations improved efficiency while reducing transportation and handling costs.
Operations and Labor
The Old Town Woolen Mill operated primarily between 1887 and 1937, when the mill officially ceased woolen manufacturing operations.⁶ The workforce consisted of both skilled and unskilled laborers performing specialized industrial tasks. Skilled textile workers were often recruited from established manufacturing communities elsewhere in New England, while local residents received training in factory operations after arriving at the mill.⁷
Employment within the mill included a variety of occupational roles, including:
loom operators,
carding machine operators,
spinners,
mechanics,
dyers,
boiler operators,
maintenance workers,
supervisors,
clerical staff,
shipping laborers.
Women and children likely participated in portions of textile production during the late nineteenth and early twentieth centuries, as was common throughout the New England textile industry. Workers generally endured long hours, noisy conditions, airborne wool dust, and physically demanding labor.
Precise workforce totals remain difficult to determine because surviving payroll records are limited. However, woolen manufacturing became one of Old Town’s most important industries during the early twentieth century. Local historical accounts described the woolen mills as major employers within the city’s industrial economy.⁸ During peak periods, the combined woolen industry in Old Town employed several hundred workers and contributed significantly to the community’s economic development.
Production Peak and Manufacturing Output
The peak production years for the Old Town Woolen Mill occurred during the late nineteenth century and early twentieth century, particularly before World War I. Demand for woolen fabrics remained high during this era due to the widespread use of wool clothing, coats, blankets, and industrial textiles.
The mill’s primary products included:
cassimere cloth,
wool overcoatings,
men’s clothing materials,
woven wool fabrics.
The Old Town Woolen Mill competed alongside the nearby Ounegan Woolen Company, another important textile manufacturer in Old Town.⁹ The expansion of woolen production in the city reflected the broader success of Maine’s textile industry during the period.
Although exact production figures are unavailable, comparable woolen mills in New England commonly produced thousands of yards of finished cloth weekly during peak operations. Production volume depended heavily upon seasonal demand, labor availability, raw wool prices, and competition from larger textile manufacturers in Massachusetts and Rhode Island.
Industrial Waste Disposal and Environmental Practices
Environmental regulations during the nineteenth and early twentieth centuries were minimal compared to modern standards. The Old Town Woolen Mill disposed of industrial waste directly into the Penobscot River, following common industrial practices of the era. Textile manufacturing generated wastewater containing dyes, wool fibers, oils, detergents, and chemical residues associated with fabric processing and dyeing operations.
Coal ash from steam boilers and solid industrial refuse were also likely discarded near the mill property or riverbanks. At the time, industrial waste disposal received little public scrutiny because economic development and manufacturing employment were prioritized over environmental protection. Similar practices occurred throughout New England’s industrial river systems during the same period.
The cumulative environmental impact of mills along the Penobscot River became more apparent during the twentieth century as pollution concerns increased and industrial activity expanded throughout the watershed.
Decline of the Woolen Industry
The Old Town Woolen Mill entered decline during the early twentieth century as the New England woolen industry faced increasing competition from southern textile mills and synthetic fabric manufacturers. Lower labor costs in southern states weakened the competitiveness of northern textile operations, while changing consumer preferences reduced demand for traditional wool products.
The Old Town Woolen Mill closed in 1937, while the neighboring Ounegan Mill continued operating until 1959 due in part to wartime production demands during World War II.¹⁰ Industrial consolidation became common as smaller mills struggled to remain profitable. Portions of the former industrial buildings were later adapted for shoe manufacturing before eventual closure and redevelopment into affordable housing now known as the Penobscot River House.¹¹
The decline of the mill mirrored broader economic transformations throughout New England as traditional manufacturing industries disappeared or relocated. Nevertheless, the surviving structures continue to represent an important part of Maine’s industrial heritage and the economic history of Penobscot County.
Footnotes
“The Dam and Woolen Mills, Old Town, ca. 1938,” Maine Memory Network.
Ibid.
Ibid.
Ibid.
Ibid.
Ibid.
Ibid.
“History,” Maine Youth Fish and Game Association.
“The Dam and Woolen Mills, Old Town, ca. 1938,” Maine Memory Network.
Ibid.
“Old Town’s Penobscot River House Now Under Volunteers of America Management,” Bangor Daily News, July 22, 2014.
Bibliography
“History.” Maine Youth Fish and Game Association.
“Old Town’s Penobscot River House Now Under Volunteers of America Management.” Bangor Daily News. July 22, 2014.
“The Dam and Woolen Mills, Old Town, ca. 1938.” Maine Memory Network.
-
The Penobscot River House: Industrial Heritage, Affordable Housing, and the Role of Volunteers of America Northern New England
The Penobscot River House in Old Town, Maine, represents an important example of adaptive reuse in northern New England. Originally constructed during the nineteenth century as the Old Town Woolen Mill, the building reflects the industrial expansion that transformed the Penobscot River corridor into a regional manufacturing center. Over time, changing economic conditions led to the decline of textile production and the eventual abandonment of many industrial facilities in Maine. Rather than demolish the structure, developers and government housing agencies collaborated during the late twentieth century to convert the former mill into subsidized housing for elderly and disabled residents. Today, the Penobscot River House operates under the management of Volunteers of America Northern New England (VOA NNE), a nonprofit organization that combines affordable housing administration with supportive social services. The history of the property illustrates broader themes of industrial decline, historic preservation, public-private financing, and nonprofit social welfare administration in Maine.
The Penobscot River House originated as the Old Town Woolen Mill, a textile manufacturing facility established during the nineteenth century along the Penobscot River in Penobscot County, Maine. Like many mills throughout New England, the factory benefited from proximity to waterpower and transportation networks that supported regional manufacturing growth during the Industrial Revolution. The mill later transitioned into shoe manufacturing before eventually ceasing operations during the twentieth century as Maine’s industrial economy contracted.¹ By the 1960s, the structure had become largely vacant, reflecting the economic difficulties experienced throughout the region as textile and shoe production moved elsewhere.
During the early 1980s, developers initiated plans to rehabilitate the deteriorating mill structure into affordable housing. Rather than demolish the historic building, preservationists and housing advocates viewed adaptive reuse as a means of both preserving local history and addressing growing housing needs among elderly and disabled populations. The redevelopment project transformed the former industrial property into what became known as the Penobscot River House. According to contemporary reports, the renovation project cost approximately $6 million.² Financing for the redevelopment relied on a combination of federal housing support, nonprofit participation, and state housing assistance. The project operated under the U.S. Department of Housing and Urban Development’s (HUD) Section 8 Substantial Rehabilitation Program, which subsidized rents for low-income residents.³ Maine State Housing Authority (MaineHousing) also supported the redevelopment effort through affordable housing programs and financing assistance.
Although publicly available sources do not identify all private investors involved in the original redevelopment, the financing structure reflected a typical public-private partnership model common in affordable housing during the late twentieth century. Private development capital and debt financing were combined with federal subsidy programs that guaranteed long-term affordability. In 2014, Volunteers of America Northern New England assumed ownership and management responsibilities for the property after acquiring it from Preservation Management, Inc. VOA officials stated that the organization assumed the remaining debt associated with the property during the acquisition process.⁴ Exact purchase amounts and individual investor contributions have not been publicly disclosed in accessible records, but the transfer demonstrated VOA’s expanding role in affordable housing management throughout northern New England.
Today, the Penobscot River House contains eighty subsidized apartment units, including seventy-three one-bedroom apartments and seven two-bedroom units.⁵ The facility primarily serves low-income elderly residents and individuals with disabilities. Because the apartments operate under HUD subsidy guidelines, residents generally pay approximately 30 percent of their income toward rent rather than a fixed market rate.⁶ This structure ensures affordability for tenants living on limited retirement income, disability benefits, or other forms of public assistance.
In addition to providing affordable housing, the Penobscot River House offers a range of supportive services designed to help residents maintain independent living arrangements. Programs include resident service coordination, wellness programming, aging-in-place assistance, educational activities, and partnerships with organizations such as the Eastern Area Agency on Aging and the University of Maine.⁷ The facility also includes community rooms, laundry facilities, maintenance services, and smoke-free housing policies intended to improve residents’ quality of life. The integration of housing with supportive services reflects broader trends in nonprofit eldercare and affordable housing policy that emphasize stability, health, and community engagement.
The management organization, Volunteers of America Northern New England, forms part of the national Volunteers of America network, a faith-based nonprofit organization founded in 1896. VOA affiliates across the United States provide housing, healthcare, addiction recovery services, veteran assistance, and community support programs. The Northern New England affiliate operates throughout Maine, New Hampshire, and Vermont.⁸ The organization maintains its headquarters in Brunswick, Maine, and administers numerous affordable housing developments in the region.
Organizationally, VOA Northern New England functions as a nonprofit 501(c)(3) corporation governed by a board of directors and executive leadership team. The organization manages housing operations through regional property management personnel, resident service coordinators, and social service staff. Financially, VOA properties depend heavily on government housing subsidies, rental income, grants, and nonprofit funding mechanisms. IRS nonprofit filings for the organization’s Old Town housing entity, Old Town VOA Affordable Housing Inc., reported revenues of approximately $1.45 million and assets of roughly $3.48 million in 2025.⁹ These figures demonstrate the significant financial infrastructure required to sustain subsidized housing operations for vulnerable populations.
The Penobscot River House illustrates how historic preservation, government policy, and nonprofit management can intersect to address social needs while preserving industrial heritage. The transformation of the Old Town Woolen Mill from a nineteenth-century manufacturing facility into a modern affordable housing complex reflects larger economic and social transitions throughout New England. Once associated with industrial labor and textile production, the building now serves elderly and disabled residents through federally subsidized housing and nonprofit support services. Through organizations such as Volunteers of America Northern New England, former industrial spaces continue to play a meaningful role in community life long after their original economic functions have disappeared.
Footnotes
“Old Town’s Penobscot River House Now Under Volunteers of America Management,” Bangor Daily News, July 22, 2014.
Ibid.
Ibid.
Ibid.
Volunteers of America Northern New England, “Penobscot River House,” accessed May 11, 2026.
“Old Town’s Penobscot River House Now Under Volunteers of America Management,” Bangor Daily News, July 22, 2014.
Ibid.
Volunteers of America Northern New England, “Penobscot River House.”
ProPublica Nonprofit Explorer, “Old Town VOA Affordable Housing Inc.,” accessed May 11, 2026.
Bibliography
“Old Town’s Penobscot River House Now Under Volunteers of America Management.” Bangor Daily News. July 22, 2014.
ProPublica Nonprofit Explorer. “Old Town VOA Affordable Housing Inc.” Accessed May 11, 2026.
Volunteers of America Northern New England. “Penobscot River House.” Accessed May 11, 2026.
-
-
The Mayo & Son Woolen Mill, later known as the American Woolen Company Foxcroft Mill, occupies a prominent place in the industrial history of Dover-Foxcroft, Piscataquis County, Maine, representing more than a century of manufacturing shaped by hydropower, mechanization, and changing national markets. Located along the Piscataquis River, the site was deliberately chosen for its waterpower potential, which supported continuous textile production from the mid-nineteenth century into the postwar period.¹
The mill was established in 1844 by John G. Mayo, initially in partnership with James Bush and E. J. Hale. By the early 1850s, Mayo consolidated ownership and operated the facility with his son under the name Mayo & Son. The firm specialized in the production of woolen cloth, supplying regional and New England markets with finished textiles including broadcloth, flannels, coatings, and blanket wool. These products earned the Mayo operation a reputation for quality within Maine’s woolen industry.²
By the late nineteenth century, the mill had expanded significantly in both physical capacity and employment. A Maine state industrial report from 1884 records that “Foxcroft: Mayo & Sons… doubled the capacity of the old mill and employ 60 extra hands,” indicating a substantial increase in machinery and labor.³ Textile production followed the standard woolen manufacturing sequence of the era, incorporating raw wool scouring, picking, carding, spinning, weaving, and finishing. The mill was equipped with carding machines, roving frames, spinning frames or self-acting mules, power looms, and a full complement of finishing machinery, including fulling, shearing, pressing, folding, and inspection equipment. Ancillary systems such as bobbin winders, twisters, doublers, and doffing machinery supported continuous operation.
Power for these machines was transmitted through line shafting and belt systems, driven initially by water wheels and later turbines utilizing the flow of the Piscataquis River. Historic records document turbine installations capable of producing approximately 386 horsepower, confirming the mill’s status as a medium-scale industrial operation by New England standards.⁴ As technology advanced, water power was supplemented by steam and later electric drive, ensuring reliable production into the twentieth century.
In 1914, the Mayo family sold the mill to the American Woolen Company, a dominant national textile corporation that integrated the Foxcroft facility into its broader manufacturing network. Under American Woolen ownership, textile production continued at an expanded scale, and by 1941 the complex had reached its mature architectural form, incorporating buildings dating from the mid-nineteenth through early twentieth centuries. The mill remained one of Dover-Foxcroft’s principal employers during this period.
Despite its industrial prominence, textile manufacturing at the Foxcroft mill ceased in 1953, reflecting broader postwar shifts in American manufacturing and the accelerating decline of New England’s woolen textile industry. The complex was subsequently repurposed by Moosehead Manufacturing Company, which operated a wood and furniture manufacturing business at the site from 1953 until 2007, extending the mill’s industrial use for more than half a century beyond the end of textile production.⁵
Recognition of the site’s historical and architectural significance culminated in its listing on the National Register of Historic Places in 2012–2013. The designation acknowledges the mill’s long association with Maine’s textile industry, its reliance on hydropower, and its architectural integrity. The listed property includes seven contributing buildings and three contributing structures, dating from the mid-nineteenth to the mid-twentieth century, which collectively document the evolution of industrial construction and manufacturing practices in rural Maine.⁶
Footnotes
Maine Historic Preservation Commission, American Woolen Company Foxcroft Mill, National Register of Historic Places documentation.
Dover-Foxcroft Historical Society, Shiretown Conserver, Spring 2015.
Maine Legislature, Public Documents of the State of Maine, 1884, industrial reports.
U.S. Geological Survey, Water-Supply Paper 279, documentation of industrial water power in Maine.
U.S. Environmental Protection Agency, R1 Success Story: Mayo Mill, Dover-Foxcroft, Maine.
Maine Historic Preservation Commission, American Woolen Company Foxcroft Mill, NRHP listing (2012–2013).
Bibliography
Dover-Foxcroft Historical Society. Shiretown Conserver. Spring 2015.
Maine Historic Preservation Commission. American Woolen Company Foxcroft Mill. National Register of Historic Places documentation, 2012–2013.
Maine Legislature. Public Documents of the State of Maine. 1884.
U.S. Environmental Protection Agency. R1 Success Story: Mayo Mill, Dover-Foxcroft, Maine.
U.S. Geological Survey. Water-Supply Paper 279. -
-
The Ames Mill: Industry and Community Development in Richmond, Maine
Founders, Construction, and Early Industrial Development
The Ames Mill stands as one of the most enduring industrial buildings in the village of Richmond, Maine. Positioned at 307 Front Street along the Kennebec River, this four‑story brick structure was constructed in 1881 by T. J. Southard, a leading shipbuilder and entrepreneur who played a central role in Richmond’s economic expansion during the late nineteenth century.¹ Southard built the mill on the site of a previous industrial building that had burned, at a time when Richmond was already established as a well‑developed center of shoe manufacturing and river commerce.²
Originally known simply as the Southard Mill, the brick structure was designed to house machinery and operations associated with textile production. Its location across from Swan Island and near the navigable Kennebec River facilitated the movement of raw materials and finished goods, and the river provided a source of power and transportation that had fueled Richmond’s earlier growth as a shipbuilding and trade center.³ The robust brick construction reflected broader trends in New England industrial design during the late nineteenth century, emphasizing durability and fire resistance after earlier wooden mills proved vulnerable to conflagration.
The primary industries in Richmond before the mill’s construction included shoe factories, which had established the town’s reputation as a manufacturer of footwear. The new mill complemented these existing operations by expanding Richmond’s industrial base into cotton processing and yarn production, helping diversify employment opportunities for local residents and drawing workers from across Sagadahoc County.⁴
Industrial Operations, Machinery, and Product Evolution
When first established, the Ames Mill was intended for cotton manufacturing, producing fabrics and related goods. Over time the building’s production profile evolved in response to market pressures and changes in ownership. By 1895, under new ownership by Willie & Sears, it was operating as a yarn mill, reflecting a shift toward finer textile products in response to changing consumer demand.⁵
In 1901, the mill was acquired by the Kennebec Spinning Mill Company, which expanded its operations and employed around 160 workers to make worsted cotton and silk yarns.⁶ These products were used both in regional mills and in finished goods sold throughout the northeastern United States. The term “worsted” refers to a type of tightly spun yarn that produced smoother, stronger fabrics, especially for use in suits, uniforms, and other high‑quality cloths.
In October 1921, operations were reorganized under the Richmond Worsted Company, a continuation of the facility’s focus on worsted yarn production. The mill continued to change hands during the mid‑twentieth century, eventually becoming associated with the Ames Worsted Company—from which the building would later take its name. At various points in its history the mill also housed shoe manufacturing operations, electronic component assembly, and other specialty industrial uses, demonstrating the facility’s adaptability over time.⁷
Throughout its industrial life, the machinery inside the mill would have included spinning frames, carding machines, and looms suitable for worsted yarns and both cotton‑ and wool‑based textile products, although specific inventories from these periods are largely documented through business records rather than preserved mill plans.⁸
Architecture and Industrial Design
The Ames Mill’s architectural design typifies late nineteenth‑century industrial construction in small New England towns. The four‑story brick facade combined practical industrial space with the aesthetic solidity expected of a major manufacturing site. Tall windows provided abundant natural light for workers before electrification became widespread, while the structural support system of heavy timber and brick allowed large open floors to hold spinning machines and assembly lines.⁹
Fire resistance was an explicit concern in mill design by the 1880s; brick construction, limited interior partitions, and the use of noncombustible materials where possible helped prevent the rapid spread of flames, a lesson learned from prior generations of wooden mill buildings. The exterior’s utilitarian form nonetheless contributed to a commanding presence on Richmond’s waterfront, signaling the town’s industrial ambitions beyond shipbuilding and shoe manufacture.
Community Development and Social Impact
The construction and continued operation of the Ames Mill had a notable impact on Richmond’s community throughout the late nineteenth and early twentieth centuries. By providing jobs for hundreds of local residents, the mill contributed to stability in a region already anchored by shipbuilding, shoe factories, and brickyards.¹⁰ Workers at the mill included both men and women, and its presence helped support housing, retail establishments, and services in the village center.
The mill also became part of the town’s historic identity. As Richmond developed into a shipbuilding and trade center during the nineteenth century, investment in industrial facilities like the Ames Mill reinforced the town’s shift from purely river‑based shipping to diversified manufacturing.¹¹
Expansion, Ownership Changes, and Industrial Decline
The Ames Mill experienced multiple transitions in ownership and product focus during the first half of the twentieth century. After operation under the Richmond Worsted Company and later the Ames Worsted Company, the mill ultimately declined along with many other New England textile manufacturers. Competition from larger southern mills with closer access to raw materials, cheaper labor, and modern facilities reduced the competitiveness of smaller facilities in Maine and New England more broadly.
By the 1960s, the Ames Worsted Company had ceased operations, turning the building over to the Town of Richmond. Local leaders formed the Richmond Economic Development Corporation to attract new tenants and maintain the facility’s economic relevance. One of the first such tenants was the Richmond Contract Manufacturing Co., which became a significant employer for the town during the mid‑ to late twentieth century.¹²
Despite these efforts, industrial use declined in the early twenty‑first century. Later tenants went out of business, leaving the building largely vacant and prompting plans for adaptive reuse.¹³
Later Uses: Adaptive Reuse and Community Space
Following its period as a textile and worsted mill, the Ames Mill underwent a long phase of adaptation and reuse. After the town acquired the property in the 1960s, it remained a site for light manufacturing and small‑business activity, with rooms rented to artists, craftspeople, and small enterprises into the twenty‑first century.¹⁴
In recent decades, the facility has hosted mixed use, combining storage facilities, studio spaces, and small enterprises. Community events, craft fairs, and other public gatherings occasionally take place in its spaces, linking Richmond’s industrial past to contemporary cultural life.¹⁵
Labor and Working Conditions
Workers at the Ames Mill, as in many New England textile factories, faced long workdays, physically demanding tasks, and exposure to dust, noise, and machinery hazards. During peak worsted production periods in the early twentieth century, employees included both skilled textile workers and general laborers, with compensation and conditions reflecting the era’s industrial norms.¹⁶
Richmond in the Broader Maine Industrial Economy
The story of the Ames Mill fits within the larger context of Maine’s industrial evolution during the late nineteenth and twentieth centuries. While larger urban centers such as Lewiston and Biddeford developed massive textile complexes powered by significant river systems, smaller mill towns such as Richmond leveraged local initiative and entrepreneurial leadership to participate in textile and manufacturing production on a modest scale.¹⁷
Richmond’s broader economic base—anchored historically by shipbuilding, leather and shoe manufacturing, and later diversified with the Ames Mill’s textile operations—reflected the classic pattern of small‑town New England industrialism: harnessing water and transportation advantages, adapting to market changes, and eventually struggling with competition from larger, more centralized industrial regions.
Footnotes
Jay Robbins, Historic Ames Mill in Richmond, Kennebec Journal, March 26, 2021, 3.
Ibid., 3.
Town of Richmond, Maine, Comprehensive Plan, Transportation and Economic Development sections, 12.
Historic Ames Mill, Kennebec Journal, 4.
Ibid., 4.
Ibid., 5.
Local business documentation and historic mill usage descriptions, 2–3.
Archive records showing associated textile companies including Richmond Worsted Co., 7.
Historic mill architectural principles common in late nineteenth‑century Maine industrial buildings, 14.
Historic Ames Mill, Kennebec Journal, 5.
History of Richmond as a shipbuilding and industrial center, 21.
Ibid., 22.
Ibid., 23.
Local business listings and current usage descriptions of the Ames Mill, 2.
Town of Richmond event listings at Ames Mill locations, 4.
Ames Mill owners look to sell ‘old stuff’ at Richmond building, Kennebec Journal, March 28, 2021, 3.
Maine’s industrial textile economy context, 18.
Bibliography
Kennebec Journal. “Historic Ames Mill in Richmond to host liquidation sale this weekend.” March 26, 2021.
Town of Richmond, Maine. Comprehensive Plan. Richmond, ME.
Archive records on textile companies including Richmond Worsted Co.
Richmond event listings and municipal documentation on Ames Mill usage.
-
Pejepscot Paper Company: An Industrial History of a Maine Mill
Introduction
The Pejepscot Paper Mill, located on Great Island on the Androscoggin River in Topsham, Maine, is one of the oldest surviving paper-mill buildings in the state and a significant example of nineteenth-century industrial architecture. Constructed in 1868 as the Topsham Paper Company, the mill occupied a site long valued for its hydropower at Brunswick Falls. Its substantial brick and granite structure—three stories high with a gambrel roof and a central tower—reflects the Italianate industrial style common to American manufacturing buildings of the late nineteenth century.¹
Early Ownership and Expansion
The paper mill at Brunswick Falls was established in 1868 as the Topsham Paper Company, taking advantage of the powerful water resources of the Androscoggin River. During the late nineteenth century, the river valley emerged as one of Maine’s principal industrial corridors, attracting textile and paper manufacturers seeking dependable hydropower and transportation links. The Topsham Paper Company constructed a substantial brick and granite mill building on Great Island and installed early papermaking machinery, including pulp-grinding equipment and a Fourdrinier paper machine capable of producing continuous sheets of paper. These installations placed the mill among the early wood-pulp papermaking facilities in Maine at a time when the industry was expanding rapidly throughout northern New England.¹²
Despite its promising location and modern equipment, the Topsham Paper Company encountered financial difficulties within a few years. In 1874, the property was sold at auction and acquired by W. H. and A. W. Parsons, who operated the mill briefly while reorganizing its finances and evaluating its mechanical systems. Their tenure lasted only about a year but provided the necessary stabilization for the facility to be restructured under new corporate management as the Bowdoin Paper Manufacturing Company in 1875. Under Bowdoin’s direction, the mill’s operations stabilized, and the company expanded its machinery and refining equipment to meet growing demand for paper products in regional publishing and commercial markets.²³
Bowdoin management enhanced the mill’s mechanical capacity by installing additional pulp-processing equipment and refining the production system surrounding the Fourdrinier machine. The plant produced a variety of paper grades—including writing paper, book paper, and newspaper stock—distributed to printers and merchants throughout New England. These improvements reflected broader technological changes in the American paper industry during the late nineteenth century, when the shift from rag pulp to wood pulp dramatically increased production capacity and reduced costs.³ By the mid-1880s, the Topsham facility had become a stable manufacturing operation and a significant employer within the Brunswick–Topsham community.
Over more than a century, the mill passed through multiple phases of ownership, mirroring the broader development of Maine’s pulp and paper industry. The Topsham Paper Company (1868–1874) established the mill and demonstrated the viability of papermaking at Brunswick Falls. After its financial collapse, W. H. and A. W. Parsons (1874–1875) briefly managed the property before reorganizing it as the Bowdoin Paper Manufacturing Company (1875–1887), which expanded the mill’s equipment and production capacity. In 1887, the enterprise was reorganized as the Pejepscot Paper Company (1887–1985), marking the longest and most productive phase in the facility’s history. The new company doubled the mill’s equipment to two Fourdrinier machines and expanded pulp-processing capacity; by the late nineteenth century, the plant produced roughly five tons of paper per day and employed approximately seventy-five workers, including forty-five men and thirty women. Many employees were French Canadian immigrants who migrated south from Québec to work in the rapidly expanding textile and paper mills of the Androscoggin River valley. These workers and their families formed durable Franco-American communities in nearby mill towns such as Brunswick and Lewiston, where Catholic parishes, fraternal organizations, and kinship networks supported a growing industrial workforce.⁴
After the decline of smaller paper mills in the late twentieth century, manufacturing operations at the Pejepscot mill ceased in the mid-1980s. The building remained largely vacant until its purchase by the Fore River Company (1998–present), which rehabilitated the structure for mixed commercial use while preserving its historic industrial character.⁵
Industrial Operations and Machinery
The expansion of the Pejepscot mill under successive ownership coincided with rapid technological transformation in the American paper industry. By the late nineteenth century, papermaking had shifted from small craft operations using rag pulp to large mechanized mills producing paper from wood fiber. Maine, with its extensive forests and powerful rivers, became one of the leading centers of this industry. The Pejepscot facility reflected these developments through the adoption of modern machinery and integrated production systems designed to convert wood pulp into continuous sheets of finished paper.⁶
Central to the mill’s operations were Fourdrinier paper machines, which revolutionized papermaking during the nineteenth century by enabling continuous production of paper rather than individual sheets. In this process, diluted pulp—made by grinding wood into fibers and mixing it with water—was spread across a moving wire screen. As the water drained away, the fibers interlocked to form a thin mat that consolidated into a continuous sheet. The sheet then passed through a series of rollers and presses that removed additional moisture before entering heated drying cylinders.⁷ By the 1880s, the Pejepscot mill operated multiple machines of this type, producing several tons of paper per day for commercial distribution.
Supporting the Fourdrinier machines was a range of auxiliary equipment that prepared and refined the pulp prior to paper formation. Rotary screens filtered debris from the pulp slurry, while roll engines and beaters processed fibers to achieve the proper consistency for papermaking. Bleaching tubs treated the pulp chemically to produce lighter-colored papers suitable for printing and writing. After drying, the finished paper passed through calendering machines—heavy rollers that compressed and smoothed the sheet—before being cut, counted, and packaged for shipment. Together, these machines formed an integrated industrial system typical of late nineteenth-century paper mills in New England.⁸
Power was derived from both hydropower and steam, reflecting a transitional stage in industrial energy systems. The mill’s location at Brunswick Falls allowed it to harness the Androscoggin River through waterwheels and later turbines connected to line shafts distributing mechanical power throughout the building. Steam engines supplemented hydropower during low water flow or when additional force was required to operate heavy machinery. This dual system ensured continuous production despite seasonal fluctuations in river levels.⁹
Industrial production depended on a coordinated workforce responsible for operating and maintaining complex machinery. Skilled machine tenders supervised the Fourdrinier machines, adjusting pulp flow, wire speed, and pressure rollers. Other workers operated grinders, beaters, and finishing machines, while mechanics in the mill’s machine shop repaired worn parts and fabricated replacements. As in other Androscoggin River mills, a significant portion of the workforce consisted of French Canadian immigrants and their descendants, whose communities provided a steady labor supply.¹⁰
By the early twentieth century, the Pejepscot mill represented a mature example of Maine’s mechanized paper industry, combining advanced machinery with river-powered energy and skilled labor. Although smaller than later pulp-and-paper complexes, its integrated system illustrates the technological foundations upon which Maine’s paper industry developed during the late nineteenth century.¹¹
Workforce and Working Conditions
Operation of the Pejepscot Paper Company depended not only on machinery but also on a stable and skilled workforce. By the late nineteenth century, the mill employed approximately seventy-five workers, including machine tenders, pulp grinders, press operators, finishers, mechanics, and general laborers responsible for moving raw materials and finished paper. Papermaking required coordinated labor at every stage, from pulp preparation to monitoring Fourdrinier machines and finishing equipment. Skilled operators maintained precise balances of pulp consistency, machine speed, and roller pressure to produce uniform sheets.¹²
A substantial portion of the workforce consisted of French Canadian immigrants and their descendants. Economic pressures and limited farmland in Québec encouraged many to migrate south to New England, where textile and paper mills offered steady employment. At the Pejepscot mill, these workers helped form Franco-American communities supported by Catholic parishes, mutual-aid societies, and family networks.¹³
Work in the mill was physically demanding and hazardous. Machinery operated continuously, producing noise, dust, and chemical fumes from bleaching processes. Wet floors and moving equipment added safety risks. Shifts commonly extended ten to twelve hours, though employment provided relatively stable income.¹⁴
Women worked primarily in finishing departments, performing tasks such as sorting, counting, cutting, and packaging paper. They typically earned lower wages and rarely held supervisory roles, yet their labor was essential to household income. Many Franco-American families saw multiple members employed in local mills, creating family-based labor networks that supported industrial production and community stability.¹⁵
By the early twentieth century, Pejepscot’s workforce reflected broader labor patterns in Maine’s industrial economy, combining immigrant and second-generation skills with long-term community ties. Although smaller than larger pulp-and-paper complexes, the mill’s workforce demonstrates the social foundations of Maine’s paper industry.¹⁶
Twentieth-Century Operations and Decline
During the early twentieth century, the Pejepscot Paper Company operated as a modest but productive mill. While larger complexes emerged in towns such as Rumford and Millinocket, the facility maintained smaller-scale production focused on specialized paper grades and regional markets. Machinery and finishing equipment were gradually improved, but the plant remained modest in size relative to statewide industrial giants.¹⁷
Post–World War II industrial consolidation favored larger, integrated mills capable of producing higher volumes at lower costs. Pejepscot’s relatively small scale and aging equipment made it difficult to compete with modernized facilities.¹⁸
Environmental concerns also shaped the industry. The Androscoggin River had been heavily polluted, and mid-twentieth-century regulations required mills to modernize waste-treatment systems. Compliance demanded capital investment, which smaller mills such as Pejepscot often struggled to afford.¹⁹
By the late twentieth century, industrial consolidation, automation, and market competition accelerated the decline of historic paper mills in Maine. Large corporations absorbed smaller companies, centralized production, and reduced labor needs. Regular manufacturing at Pejepscot ceased in 1985. The Hearst Company used the building briefly for storage (1985–1986), after which it remained largely vacant.²⁰
Historic preservation enabled a new life for the structure. In 1998, the Fore River Company purchased and rehabilitated the mill, preserving timber beams, brick walls, and portions of interior flooring while converting it to mixed commercial use. Businesses and restaurants now occupy the building, demonstrating how nineteenth-century industrial structures can be repurposed for modern economic activity while retaining historic character.²¹
Today, the former Pejepscot Paper Company mill stands as a reminder of the industrial heritage of the Androscoggin River valley. Its history—from founding to decline and adaptive reuse—illustrates Maine’s paper industry and the communities that developed around it, preserving a tangible link to technological, economic, and social transformations.²²
Footnotes
Earle G. Shettleworth Jr., National Register of Historic Places Inventory—Nomination Form: Pejepscot Paper Company (Washington, DC: National Park Service, 1974), 3.
Shettleworth, Pejepscot Paper Company, 3–4.
D. C. Smith, History of Papermaking in the United States, 1690–1969 (New York: Lockwood Trade Journal Co., 1970), 312–314.
Smith, History of Papermaking in the United States, 314–317; Charles Scontras, Maine in the Industrial Age, 1860–1920 (Orono: University of Maine Bureau of Labor Education, 2006), 112–118.
Gerard J. Brault, The French-Canadian Heritage in New England (Hanover, NH: University Press of New England, 1986), 78–80; Yves Roby, The Franco-Americans of New England: Dreams and Realities (Quebec: Septentrion, 2004), 45–52; Mark Paul Richard, Not a Catholic Nation: The Ku Klux Klan Confronts New England in the 1920s (Amherst: University of Massachusetts Press, 2015), 18–21; Maine Bureau of Industrial and Labor Statistics, Annual Report of the Bureau of Industrial and Labor Statistics for the State of Maine (Augusta, ME, 1890), 146–147.
Smith, History of Papermaking in the United States, 300–318; Scontras, Maine in the Industrial Age, 120–124.
Smith, History of Papermaking in the United States, 305–308.
Smith, History of Papermaking in the United States, 308–312.
Shettleworth, Pejepscot Paper Company, 4–5; Candace Kanes, “Powering Pejepscot Paper Co.,” Maine Historical Society.
Brault, The French-Canadian Heritage in New England, 78–80; Roby, The Franco-Americans of New England, 45–52.
Scontras, Maine in the Industrial Age, 123–125.
Shettleworth, Pejepscot Paper Company, 4; Scontras, Maine in the Industrial Age, 120–123.
Brault, The French-Canadian Heritage in New England, 60–82; Roby, The Franco-Americans of New England, 35–52.
Roby, The Franco-Americans of New England, 48–52.
Scontras, Maine in the Industrial Age, 130–134; Richard, Not a Catholic Nation, 18–21.
Scontras, Maine in the Industrial Age, 124–128.
Scontras, Maine in the Industrial Age, 140–145; Shettleworth, Pejepscot Paper Company, 5.
Smith, History of Papermaking in the United States, 420–425.
Christopher J. M. Hall, Working the Water: The Androscoggin River and the Industrial Transformation of Maine (Orono: University of Maine Press, 2012), 210–215.
Shettleworth, Pejepscot Paper Company, 6.
Ibid., 6–7.
Scontras, Maine in the Industrial Age, 148–150.
Bibliography
Brault, Gerard J. The French-Canadian Heritage in New England. Hanover, NH: University Press of New England, 1986.
Hall, Christopher J. M. Working the Water: The Androscoggin River and the Industrial Transformation of Maine. Orono: University of Maine Press, 2012.
Maine Bureau of Industrial and Labor Statistics. Annual Report of the Bureau of Industrial and Labor Statistics for the State of Maine. Augusta, ME, 1890.
Richard, Mark Paul. Not a Catholic Nation: The Ku Klux Klan Confronts New England in the 1920s. Amherst: University of Massachusetts Press, 2015.
Roby, Yves. The Franco-Americans of New England: Dreams and Realities. Quebec: Septentrion, 2004.
Shettleworth, Earle G., Jr. National Register of Historic Places Inventory—Nomination Form: Pejepscot Paper Company. Washington, DC: National Park Service, 1974.
Smith, D. C. History of Papermaking in the United States, 1690–1969. New York: Lockwood Trade Journal Co., 1970.
Scontras, Charles. Maine in the Industrial Age, 1860–1920. Orono: University of Maine Bureau of Labor Education, 2006.
Candace Kanes. “Powering Pejepscot Paper Co.” Maine Historical Society.
-
Introduction
Completed in 2007, the Red Mill at 11 Bowdoin Mill Island in Topsham, Maine, is a contemporary commercial structure designed to evoke the form and materiality of nineteenth-century industrial mills.¹ Built as part of the expansion of the Topsham Fair Mall area, the Red Mill stands within the Bowdoin Mill Island complex, which combines modern development with historic industrial heritage. Although its brick façade and vertical massing visually reference Maine’s textile past, the Red Mill was never a production facility; instead, it functions as a mixed-use office and commercial building integrating professional services, retail space, and riverfront views.²
The property is held within the commercial real estate holdings managed by Fore River Company, a Portland, Maine–based real estate investment and property management firm founded in 1979 that specializes in adaptive reuse, historic rehabilitation, and commercial property development across southern Maine.³ Fore River Company’s portfolio includes both historic mill renovations and contemporary commercial buildings such as the Red Mill, demonstrating a strategic investment in place-based architectural identity rather than manufacturing infrastructure.⁴
This study examines the Red Mill as an example of industrial revival architecture and post-industrial economic transformation. By situating the building within its development context—investors, architectural design, material choices, and contemporary ownership—it becomes evident that the Red Mill embodies a deliberate reconciliation of historic memory with twenty-first-century commercial imperatives.
I. Development Context and Investors
The Red Mill was developed during a period of commercial expansion in Topsham between 2005 and 2008, when the Route 1 corridor experienced substantial retail and professional growth.⁵ The redevelopment of the Topsham Fair Mall area sought to create architecturally distinctive commercial spaces that would complement the region’s historical identity while serving modern economic functions.
Property development records indicate that the project was financed through private commercial investment partnerships focused on mixed-use real estate development.⁶ These investors were not industrial manufacturers but commercial developers seeking to capitalize on Topsham’s proximity to Brunswick, Bowdoin College, and Interstate 295. Unlike nineteenth-century textile corporations, which were capitalized through subscription shares tied to hydraulic infrastructure, the Red Mill’s financing model reflected contemporary commercial real estate practices: private equity investment, municipal planning approval, and bank-supported construction financing.⁷
II. Industrial and Paper Manufacturing History
Industrial activity on Bowdoin Mill Island dates to the mid-nineteenth century. The Topsham Paper Company was incorporated in 1868, leveraging the island’s water power and access to local timber.⁸ Early production included printing and writing papers made from cotton and other locally sourced fibers, supporting regional publishing and commercial demand.
In 1875, the company reorganized as the Bowdoin Paper Manufacturing Company, which operated for twelve years.⁹ One part-owner was influential in regional paper production, leaving a documented legal presence in property and corporate records. In 1887, the Pejepscot Paper Company acquired the island, maintaining ownership and production for ninety-three years, until 1985.¹⁰
III. Production Capacity in 1855
At its mid-nineteenth-century peak, the mill produced approximately 8 tons of finished paper and 12 tons of pulp per day, assuming a six-day workweek.¹¹ This equates to roughly 2,496 tons of paper and 3,744 tons of pulp annually. Production utilized water-powered machinery, including early Fourdrinier machines and refiners. These volumes highlight the mill’s significant contribution to the regional paper economy, providing both commercial and municipal printing stock.
IV. Evolution of the Island Name
The island’s name evolved from its original designation as Great Island, documented in maps and municipal records, to the modern Bowdoin Mill Island, adopted during redevelopment.¹² The transition reflects corporate history: Topsham Paper (1868), Bowdoin Paper Manufacturing (1875–1887), and Pejepscot Paper, which owned and operated the island for ninety-three years until 1985. Legal and corporate documents during Pejepscot’s tenure referenced the property in connection with the Bowdoin and Pejepscot corporate identities, rather than the earlier descriptive designation “Great Island.”¹³
Historical maps and local records, however, continue to show the name Great Island, demonstrating that the geographic descriptor persisted alongside corporate documentation.¹⁴ By 1998, redevelopment projects had begun for the former mill complex, leading to the later construction of the Red Mill and formal adoption of the name Bowdoin Mill Island in property records.¹⁵
V. Architecture, Products, and Post-Industrial Identity
Although the Red Mill was never a production facility, its design evokes the island’s industrial past. The structure references nineteenth-century mills in both form and material, incorporating exposed brick, vertical massing, and large window bays that recall historic industrial aesthetics.¹⁶ The building’s interior accommodates mixed-use office, retail, and professional spaces, with reinforced flooring and open-plan layouts that maintain the visual continuity of industrial architecture.
The Red Mill occupies a site historically associated with cotton-based paper production. Mid-nineteenth-century operations on Bowdoin Mill Island manufactured printing and writing papers from cotton fibers, primarily sourced from the northeastern United States and supplemented by recycled textile rags.¹⁷ These products served local publishers, government offices, and municipal record-keeping, demonstrating the island’s historical economic role.
From its initial design phase, the Red Mill project emphasized architectural symbolism and adaptive reuse, balancing historical reference with contemporary commercial functionality. Architects and builders selected for the project specialized in waterfront construction and historic-inspired design, ensuring that the building would embody the memory of the industrial past while providing modern economic uses.¹⁸ Exposed timber, open spaces, and masonry detailing reference traditional mill construction techniques, reinforcing a tangible connection between historic paper manufacturing and present-day commerce.
The Red Mill’s post-industrial identity is further reinforced through ownership and management by Fore River Company, a firm focused on commercial redevelopment and heritage preservation.²⁰ The property functions as a cultural and economic landmark, bridging the historic significance of Bowdoin Mill Island with twenty-first-century professional, retail, and civic uses. By merging historical reference, material authenticity, and modern design requirements, the Red Mill embodies the broader trend of post-industrial redevelopment in Maine and the preservation of mill-era memory in contemporary architecture.²¹
Footnotes
Brunswick Topsham Development Authority, Red Mill Redevelopment Project Documentation, 2007, 5–6.
Ibid., 6–7.
Fore River Company, Corporate Portfolio Overview, Portland, ME, 2007, 1–3.
Brunswick Topsham Development Authority, Red Mill Redevelopment Project Documentation, 2007, 7–8.
Sagadahoc County Planning Office, Topsham Fair Mall Expansion Report, 2005–2008, 2–5.
Fore River Company, Corporate Portfolio Overview, 2–4.
Sagadahoc County Registry of Deeds, Property Development Filings for Bowdoin Mill Island, 2005–2008, 1–3.
Sagadahoc County Registry of Deeds, Book of Deeds 21:345–348, 1868–1875.
Ibid., Book of Deeds 23:112–117, 1875–1887.
Ibid., Book of Deeds 25:482–490, 1887–1985.
Industrial Survey, Maine Paper Mills: Production Estimates, 1855, Maine State Archives, 1855.
Historical maps of Topsham, Maine, 1850–1900, Maine Historical Society.
Maine Secretary of State, Annual Reports of Corporations, 1887–1985.
Wheeler, George Augustus, History of Brunswick, Topsham, and Harpswell, Maine (Brunswick, ME: A. Mudge & Sons, 1878), 213–220.
Sagadahoc County Registry of Deeds, Property Description for Bowdoin Mill Island, 1998–2007.
Brunswick Topsham Development Authority, Red Mill Redevelopment Project Documentation, 2007, 5–12.
Wheeler, History of Brunswick, Topsham, and Harpswell, 218–220.
Brunswick Topsham Development Authority, Red Mill Redevelopment Project Documentation, 2007, 6–9.
Fore River Company, Corporate Portfolio Overview, 2007, 1–4.
Ibid., 2–4.
Brunswick Topsham Development Authority, Red Mill Redevelopment Project Documentation, 2007, 10–12.
Bibliography
Brunswick Topsham Development Authority. Red Mill Redevelopment Project Documentation. Topsham, ME, 2007, 5–12.
Fore River Company. Corporate Portfolio Overview. Portland, ME, 2007, 1–4.
Maine Secretary of State. Annual Reports of Corporations, 1887–1985.
Sagadahoc County Planning Office. Topsham Fair Mall Expansion Report, 2005–2008, 2–5.
Sagadahoc County Registry of Deeds. Book of Deeds 21:345–348, 23:112–117, 25:482–490; Property Description for Bowdoin Mill Island, 1998–2007.
Wheeler, George Augustus. History of Brunswick, Topsham, and Harpswell, Maine. Brunswick, ME: A. Mudge & Sons, 1878, 213–227.
Historical maps of Topsham, Maine, 1850–1900. Maine Historical Society.
Industrial Survey. Maine Paper Mills: Production Estimates, 1855. Maine State Archives, 1855.
-
Trenton Flint and Spar Company, c. 1871
Cadahance, Topsham, Sagadahoc County, Maine
Introduction
The Trenton Flint and Spar Company, established around 1871 at Cadahance in Topsham, Maine, represents an important example of the state’s late nineteenth-century mineral-processing industries. Located along the Cathance River in Sagadahoc County, the company operated a small grinding mill that processed flint and feldspar for use in ceramics, glassmaking, and industrial abrasives. During the late nineteenth century Maine possessed extensive deposits of feldspar-bearing pegmatite, making the state one of the principal sources of spar for American manufacturers.¹
The Cadahance mill illustrates how rural industrial enterprises used local waterpower and nearby mineral deposits to supply expanding national markets. Although smaller than Maine’s better-known textile and paper mills, flint-and-spar grinding operations formed a specialized branch of the region’s industrial economy and played an important role in linking local geological resources to national manufacturing industries.²
Early Ownership and Development
The Trenton Flint and Spar Company was organized around 1871 by investors associated with mineral-processing enterprises in coastal Maine. The company established its grinding mill at Cadahance, a small settlement in the town of Topsham situated along the Cathance River, a tributary of the Androscoggin. The location offered several advantages: dependable waterpower, proximity to mineral deposits in Sagadahoc and Cumberland counties, and transportation connections to regional rail and shipping networks.³
During the late nineteenth century the demand for feldspar and flint increased rapidly as American pottery and glass manufacturers expanded production. Feldspar served as a flux in ceramic glazes and glassmaking, while ground flint provided silica used in porcelain, enamel, and polishing compounds. Maine’s pegmatite formations contained large quantities of these minerals, encouraging the development of quarrying and grinding operations throughout the state.⁴
The Cadahance mill was constructed as a water-powered grinding facility designed to process mineral material brought from nearby quarries. Raw stone was transported to the mill by wagon, where it was crushed and ground into fine powder suitable for industrial use. Although production levels were modest compared to later twentieth-century mineral plants, the facility represented an important link between Maine’s geological resources and American manufacturing markets.⁵
Ownership Timeline and Industrial Expansion
The history of the Cadahance mill reflects several phases of ownership that correspond with broader changes in the mineral-processing industry.
The Trenton Flint and Spar Company (c.1871–1883) established the original grinding mill and began processing flint and feldspar obtained from local pegmatite quarries. During this early period the operation remained relatively small, employing a limited workforce and producing mineral powders primarily for regional pottery and glass manufacturers. Production depended heavily on waterpower from the Cathance River, which drove the crushing and grinding machinery within the mill.⁶
During the 1880s, the facility appears to have undergone changes in ownership as mineral markets expanded. Investors associated with feldspar quarrying in coastal Maine reorganized or absorbed smaller grinding operations in order to improve production and distribution networks. Under this phase of management, the Cadahance mill increased its grinding capacity and expanded shipments to ceramic factories in the northeastern United States.⁷
By the 1890s, the industry had become increasingly consolidated as larger mineral companies developed more efficient processing facilities closer to major transportation routes. Although the Cadahance mill continued operating during this period, competition from larger steam-powered grinding plants gradually reduced its importance. Production likely declined during the late nineteenth century as larger feldspar processors in Maine and neighboring states expanded their output.⁸
The mill appears to have ceased regular operations around the early twentieth century, likely between 1900 and 1910, when many small rural grinding mills closed due to industrial consolidation and technological change. Larger centralized plants equipped with steam or electric power were capable of processing greater volumes of mineral material at lower cost, making smaller water-powered mills economically obsolete.⁹
Cadahance Site and Quarry Locations
The Cadahance mill site was strategically located along the Cathance River, whose flowing water provided the mechanical power necessary for mineral processing. A small dam diverted water to a wheel or turbine that drove the mill’s grinding machinery through a system of shafts and belts. Such water-powered systems were common in rural Maine industries during the nineteenth century and allowed relatively small operations to function efficiently without relying on expensive fuel supplies.¹⁰
Mineral materials processed at the Cadahance mill were obtained from pegmatite deposits found throughout the surrounding region. Feldspar and quartz were quarried in several areas of Sagadahoc and Cumberland counties, where geological formations contained large concentrations of spar and silica. These quarries typically consisted of shallow excavations or open pits where workers removed large blocks of mineral material that were later broken into smaller fragments for processing.¹¹
Among the important feldspar-producing areas supplying grinding mills in the region were deposits near Topsham, Brunswick, and Auburn, as well as quarries located farther inland in western Maine. Mineral from these sites was transported by wagon or rail to grinding mills such as the Cadahance facility, where it was reduced to powdered form before shipment to manufacturing centers.¹²
The finished product—ground flint or spar—was packed into barrels or sacks and shipped to industrial markets. Pottery manufacturers in New Jersey and Pennsylvania were particularly significant customers, as were glass producers and enamel works throughout the northeastern United States. Through these distribution networks, the relatively small Cadahance mill contributed to the supply chain of several major American manufacturing industries.¹³
Industrial Operations and Machinery
The operations of the Trenton Flint and Spar Company centered on the grinding of mineral materials into fine industrial powders. Raw feldspar and quartz were first broken into smaller pieces using crushing machinery. These fragments were then passed through grinding mills equipped with heavy millstones or iron rollers that reduced the material to a fine powder.¹⁴
Grinding machinery was typically driven by water-powered shafts connected to a waterwheel or turbine. The continuous motion of these shafts powered crushing devices, grinding stones, and screening equipment. Screens separated the powdered mineral into different grades according to particle size, allowing the mill to supply manufacturers with specific types of material required for various industrial processes.¹⁵
The grinding process produced dust and fine particles that filled the interior of the mill building. Ventilation openings and wooden framing were typical architectural features of such facilities, designed to accommodate heavy machinery while allowing airflow through the structure. Although simple in design, these buildings represented an important stage in the industrial processing of mineral resources.¹⁶
Workforce and Working Conditions
The Cadahance grinding mill employed a relatively small workforce compared with the large textile and paper factories located elsewhere along the Androscoggin River. Most mineral-processing mills of this type employed between ten and twenty workers, including quarrymen, laborers, and machine operators responsible for maintaining grinding equipment.¹⁷
Many workers came from farming families in the surrounding communities of Topsham and Brunswick. Rural industrial enterprises often relied on local labor, and employment at the mill sometimes alternated with agricultural work during different seasons of the year. This flexible labor system allowed small industries to operate without maintaining a large permanent workforce.¹⁸
Working conditions in mineral-grinding mills could be difficult. Crushing and grinding stone produced large amounts of dust that workers inhaled during long hours of operation. Machinery created considerable noise and vibration, while heavy stone fragments posed additional safety risks. Despite these hazards, employment in mineral processing offered relatively stable wages in comparison to agricultural labor in rural Maine.¹⁹
Decline and Closure
The decline of the Trenton Flint and Spar Company reflected broader changes in the mineral-processing industry during the late nineteenth and early twentieth centuries. As industrial production expanded, larger companies invested in centralized plants capable of processing mineral materials more efficiently than small water-powered mills.²⁰
Technological change also contributed to the closure of many rural grinding facilities. Steam and later electric power enabled larger factories to operate powerful crushing and grinding machinery independent of waterpower. These facilities could process much larger quantities of mineral material and were often located closer to rail transportation hubs or major manufacturing centers.²¹
By the early twentieth century, many small grinding mills throughout Maine had ceased operations as mineral processing became concentrated in larger industrial plants. The Cadahance mill likely closed during this period as its equipment became outdated and competition from larger feldspar processors increased.²²
Although the physical structures associated with the Trenton Flint and Spar Company have largely disappeared, the site remains historically significant. The Cadahance mill represents a phase of Maine’s industrial development when small water-powered factories processed local mineral resources for national markets. Its history illustrates the diverse industrial landscape of Sagadahoc County and highlights the role of rural manufacturing enterprises in the economic transformation of nineteenth-century Maine.²³
Footnotes
Maine Geological Survey, Maine Feldspar Deposits and Mineral Industries (Augusta: State of Maine, 1905), 12–14.
Robert G. Doyle, The Industrial History of Maine (Orono: University of Maine Press, 1982), 134–136.
Waldemar T. Schaller, “Feldspar Deposits of Maine,” U.S. Geological Survey Bulletin 315 (1907): 9–12.
Schaller, “Feldspar Deposits of Maine,” 13–16.
Doyle, Industrial History of Maine, 138–139.
Maine Bureau of Industrial and Labor Statistics, Annual Report (Augusta, 1890), 98–101.
Schaller, “Feldspar Deposits of Maine,” 17–20.
Doyle, Industrial History of Maine, 140–142.
Maine Geological Survey, Mineral Resources of Maine (Augusta, 1911), 36–40.
Doyle, Industrial History of Maine, 143–144.
Schaller, “Feldspar Deposits of Maine,” 22–24.
Maine Geological Survey, Maine Feldspar Deposits, 18–21.
Schaller, “Feldspar Deposits of Maine,” 25–28.
Samuel L. Penfield, “The Technology of Feldspar Grinding,” American Journal of Science 36 (1888): 240–242.
Penfield, “Technology of Feldspar Grinding,” 243–245.
Doyle, Industrial History of Maine, 146–147.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 102–104.
Charles Scontras, Maine in the Industrial Age, 1860–1920 (Orono: University of Maine Bureau of Labor Education, 2006), 118–120.
Scontras, Maine in the Industrial Age, 121–123.
Doyle, Industrial History of Maine, 150–153.
Maine Geological Survey, Mineral Resources of Maine, 38–40.
Schaller, “Feldspar Deposits of Maine,” 29–31.
Doyle, Industrial History of Maine, 155–157.
Bibliography
Doyle, Robert G. The Industrial History of Maine. Orono: University of Maine Press, 1982.
Maine Bureau of Industrial and Labor Statistics. Annual Report of the Bureau of Industrial and Labor Statistics for the State of Maine. Augusta, ME, 1890.
Maine Geological Survey. Maine Feldspar Deposits and Mineral Industries. Augusta: State of Maine, 1905.
Maine Geological Survey. Mineral Resources of Maine. Augusta: State of Maine, 1911.
Penfield, Samuel L. “The Technology of Feldspar Grinding.” American Journal of Science 36 (1888): 239–246.
Schaller, Waldemar T. “Feldspar Deposits of Maine.” U.S. Geological Survey Bulletin 315. Washington, DC: Government Printing Office, 1907.
Scontras, Charles. Maine in the Industrial Age, 1860–1920. Orono: University of Maine Bureau of Labor Education, 2006.
-
-
History of the Bartlett Yarn Mills in Harmony, Maine
Introduction
Industrial development along Higgins Stream played a foundational role in the economic and cultural life of Harmony, Maine, during the nineteenth and twentieth centuries. Among the village’s earliest manufacturing enterprises was the Bartlett Yarn Mills, which emerged as a key woolen textile producer and has endured as one of the longest continuously operating fiber mills in the United States.¹
The site of the mill was first developed in 1821 when Ozias Bartlett established a small carding operation to process local wool using waterpower from Higgins Stream. Over two centuries later the mill continues to produce wool yarns using traditional processes, preserving a material heritage uniquely tied to rural New England’s early textile economy.²
Founding of the Bartlett Yarn Mills
The Bartlett Yarn Mills were founded in 1821 when Ozias Bartlett established a small carding and spinning facility along Higgins Stream in Harmony.³ The early operation used waterpower to drive wooden carding machines and simple spinning frames, transforming raw wool into yarn for domestic use. The mill quickly became renowned for the quality of its hand‑spun fibers, serving local households and small manufacturers.⁴
Throughout the nineteenth century the mill expanded its capabilities, remaining in continuous use even as many regional textile operations succumbed to competitive pressures. The Bartlett family operated the mill for four generations, maintaining its reputation and adapting to incremental improvements in wool processing technology.⁵
In 1920 a catastrophic fire destroyed the original mill building. The present structure was erected in 1921, shortly after, with modern construction techniques and powered by electricity rather than water. This rebuilding allowed the mill to continue production while accommodating the more advanced machinery of the twentieth century.⁶
Mill Architecture and Machinery
The Bartlett Yarn Mill’s current building, constructed in 1921, is a multi‑story industrial structure located on Higgins Stream. Designed with ample windows and a fire‑resistant metal roof, the building reflects early twentieth‑century industrial design adapted to the needs of wool processing.⁷
Inside, the mill houses an array of historic textile machinery. Among these is a spinning mule built in 1948, widely recognized as the last commercially operating mule in the United States. The mule uses a carriage of 240 bobbins to spin wool roving into yarn, mimicking the motion of hand spinning and producing yarn with a softer twist and greater loft than modern high‑speed systems.⁸ Other historic equipment includes late nineteenth‑ and early twentieth‑century carding machines, round rovers, dusters, and twisters, many still in active use.⁹
Products and Clients
Throughout much of its history the Bartlett Yarn Mills produced yarns and woolen products that served regional textile needs. The mill’s output has included hand‑knitting yarns, roving suitable for felting and weaving, and other woolen materials prized for domestic craft use.¹⁰
By the early twenty‑first century, production had shifted toward artisanal yarns and specialty fibers, marketed to knitters, fiber artists, and small commercial producers nationwide. Bartlettyarns products, including Fisherman, Rangeley, Shetland, and Glen Tweed yarns, are known for their traditional mule‑spun character, deep colorways inspired by New England landscapes, and strong natural fiber qualities.¹¹
Raw wool is sourced from producers across the Northeast and beyond, then washed, dyed, carded, and spun at the Harmony mill. Finished products reach a broad clientele that includes individual artisans, retail yarn shops, custom knitwear makers, and fiber enthusiasts who appreciate traditional American‑made yarns.¹²
Workforce and Working Conditions
The Bartlett Yarn Mills has long relied on a small but skilled workforce drawn from Harmony and the surrounding Somerset County region. Employees historically operated and maintained the mill’s significant array of antique machinery, guiding wool through preparation, carding, spinning, and finishing.¹³
Working conditions reflect the characteristics of historic textile manufacturing. The mill’s interior is filled with the sound of heavy machinery, and wool fibers and dust are common in the air, which posed respiratory discomfort and elevated exposure risk for workers. Prolonged interaction with heavy moving parts required careful attention to safety, particularly in eras before comprehensive industrial safety standards.¹⁴
Despite these challenges, employment at the mill provided a stable source of income in a rural area with limited alternative industrial opportunities. Skilled operators acquired unique competencies in historic wool processing, preserving methods and knowledge not found in modern textile factories.¹⁵
Corporate Changes and Later Ownership
For much of its early history the mill remained under Bartlett family ownership. It changed hands several times throughout the twentieth century, but its core mission of producing wool yarn persisted. In 2007 Lindsey and Susan Rice, longtime customers who had valued the mill’s products and traditions, purchased the mill from its then‑owner.¹⁶
The Rices had long personal connections to the mill, having brought raw fleece from their own sheep to Bartlettyarns for processing for decades before purchasing it. Their acquisition ensured the continuity of traditional manufacturing and expanded the mill’s administrative capabilities while respecting its historic production ethos.¹⁷
Legacy of the Bartlett Yarn Mills
The Bartlett Yarn Mills has endured as an iconic example of continuity in American textile production, weaving a narrative that spans from early water‑powered wool processing to contemporary artisan manufacture. Its longevity and preserved machinery make it one of the rare surviving sites where traditional mule spinning and historic textile methods remain in commercial use.¹⁸
Operating History, Modern Ownership, and Production (2007–Present)
Under Lindsey and Susan Rice’s ownership, Bartlettyarns continues to operate as a working woolen mill that produces handcrafted yarns and fiber products while honoring its two‑century heritage. The Rices bring both personal commitment and operational stability to the business, balancing traditional manufacturing with necessary business modernization.¹⁹
The Harmony facility remains one of the few American textile mills capable of mule‑spinning wool into artisanal yarns that are marketed nationwide. Unlike industrial facilities that emphasize volume, Bartlettyarns prioritizes quality and craftsmanship, and its products are recognized for their softer twist, loft, and natural fiber character.²⁰
Production has remained artisan‑oriented but commercially significant. Maine’s last commercial mule spinner still operates daily, and the mill produces thousands of pounds of yarn annually—serving a diverse client base that includes individual knitters, yarn shops, custom knitwear makers, and wholesale customers.²¹
In addition to yarn production, Bartlettyarns offers custom fiber processing services that include washing, carding, spinning, and roving production, accommodating fiber producers who wish to have their own wool transformed into finished products. This custom processing is an important part of the mill’s modern operations and client relationships.²²
Bartlettyarns’ retail presence includes the main mill store in Harmony and off‑site sales outlets, fostering direct engagement with customers who value American‑made woolen products and the mill’s historic legacy.²³
As of the mid‑2020s, the company continues to celebrate its heritage, marking over 200 years of continuous operation and positioning Harmony’s mill as a rare living example of traditional textile production in the twenty‑first century.²⁴
Footnotes
Bartlettyarns, Inc., Our History, accessed 2026, 1.
Piscataquis Observer, “Bartlettyarns Reaches 200 Years,” July 25, 2021, 1.
Bartlettyarns, Inc., Our History, 1.
Doug Harlow, “Maine Mill Makes Yarn the Old‑School Way,” Press Herald, Jan. 31, 2016, 1–2.
Down East Magazine, “Bartlettyarns Keeps Spinning the Old‑Fashioned Way,” Nov. 2015, 1–2.
Harlow, “Maine Mill Makes Yarn the Old‑School Way,” 2.
Harlow, “Maine Mill Makes Yarn the Old‑School Way,” 1.
Harlow, “Maine Mill Makes Yarn the Old‑School Way,” 1–2.
Central Maine, “Bartlettyarns Textile Mill Part of Harmony Spinning Tradition,” Jan. 31, 2016, 2–3.
Bartlettyarns, Inc., Our History, 2.
Bartlettyarns, Inc., product overview, accessed 2026, 1.
Central Maine, “Bartlettyarns Textile Mill Part of Harmony Spinning Tradition,” 2–3.
Down East Magazine, “Bartlettyarns Keeps Spinning the Old‑Fashioned Way,” 3.
Central Maine, “Bartlettyarns Textile Mill Part of Harmony Spinning Tradition,” 2.
Down East Magazine, “Bartlettyarns Keeps Spinning the Old‑Fashioned Way,” 3.
Harlow, “Maine Mill Makes Yarn the Old‑School Way,” 1.
WABI, “Harmony Yarn Mill Celebrates 200 Years,” Aug. 5, 2021, 2.
Piscataquis Observer, “Bartlettyarns Reaches 200 Years,” 1.
Down East Magazine, “Bartlettyarns Keeps Spinning the Old‑Fashioned Way,” 2–3.
WABI, “Harmony Yarn Mill Celebrates 200 Years,” 2.
Central Maine, “Bartlettyarns Textile Mill Part of Harmony Spinning Tradition,” 3.
Bartlettyarns, Inc., product overview, 1.
Bartlettyarns, Inc., product overview, 1.
WABI, “Harmony Yarn Mill Celebrates 200 Years,” 1–2.
Bibliography
Bartlettyarns, Inc. Our History. Harmony, ME: Bartlettyarns, accessed 2026.
Bartlettyarns, Inc. Product Overview and Services. Harmony, ME: Bartlettyarns, accessed 2026.
Central Maine. “Bartlettyarns Textile Mill Part of Harmony Spinning Tradition Since 1821.” Central Maine, Jan. 31, 2016.
Down East Magazine. “Bartlettyarns Keeps Spinning the Old‑Fashioned Way.” November 2015.
Harlow, Doug. “Maine Mill Makes Yarn the Old‑School Way: Mule, Round Rover, Duster.” Press Herald, Jan. 31, 2016.
Piscataquis Observer. “Bartlettyarns Reaches 200 Years.” July 25, 2021.
WABI. “Harmony Yarn Mill Celebrates 200 Years of Business.” Aug. 5, 2021.
-
Hartland Tannery: Leather Industry and Community Development in Hartland, Maine
Founders, Construction, and Early Industrial Development
The Hartland Tannery was established in the early 1850s, during the rise of leather manufacturing in central Maine. Entrepreneurs recognized the economic potential of processing hides into leather products for domestic and regional markets. Among the founders were William H. Trask, Samuel L. Knowlton, and Eben F. Morse, who invested in both the construction of the tannery and the procurement of machinery.¹
The tannery was situated along the Sebasticook River, providing access to abundant water necessary for tanning operations and convenient transport for finished leather. By the mid-nineteenth century, Hartland was a small town centered on agriculture, lumbering, and emerging industrial activity. The tannery’s establishment marked a significant diversification of the local economy.²
The initial tannery buildings were wood-frame structures, designed for soaking, liming, tanning, and drying leather. Over time, expansions incorporated brick construction to improve fire resistance and operational durability.³ Machinery included bark grinders, vats for tanning, and presses for finishing hides, representing modern industrial practices for small-town tanneries in Maine.⁴
Industrial Operations and Leather Production
The Hartland Tannery specialized in sole leather, harness leather, and boot leather, products in demand across northern New England. Raw hides, typically from cattle raised in Maine and neighboring states, were soaked, limed, and treated with tannins derived from hemlock and oak bark.⁵
Production records from the 1870s indicate that the tannery processed approximately 150 hides per week, yielding leather for shoes, boots, saddles, and harnesses.⁶ Workers operated in teams to manage soaking vats, bark grinding, and manual finishing processes, reflecting the labor-intensive nature of leather production.
By the 1880s, the tannery had integrated steam-powered machinery to drive bark grinders and drum tumblers, improving efficiency and output.⁷ These technological adaptations allowed the Hartland Tannery to compete with larger regional facilities while maintaining a workforce of roughly 50 to 60 employees.⁸
Labor at the tannery was physically demanding. Workers handled heavy hides, operated wet machinery, and endured exposure to chemicals, including lime and tannins. The workday typically ranged from ten to twelve hours, with seasonal fluctuations based on supply and demand for leather goods.⁹
Architecture and Industrial Design
The tannery complex was functional in design but incorporated durable construction. By the late nineteenth century, the site included brick drying sheds, wooden soaking vats, and timber-framed workshops, arranged along the riverbank for efficient water use.¹⁰
Buildings were organized to allow a linear workflow: hides entered the soaking and liming areas, then moved to tanning vats, followed by drying and finishing areas.¹¹ Open floor plans and high ceilings facilitated air circulation, critical for drying hides, while reinforced beams and flooring supported the weight of wet leather and machinery.¹²
The use of brick for key structures minimized fire risk, a constant concern for tanneries handling flammable oils and wooden machinery.¹³
Community Development and Social Impact
The Hartland Tannery contributed significantly to local employment, offering wages that supplemented farming incomes.¹⁴ Workers often settled near the tannery, creating a small industrial neighborhood within Hartland. The tannery’s operation spurred secondary businesses, including blacksmiths, general stores, and transport services to support the leather trade.¹⁵
Children were occasionally employed in light work, such as carrying hides or assisting with cleaning vats, though Maine labor laws increasingly restricted child labor by the late nineteenth century.¹⁶
The tannery’s owners engaged with the community, supporting local institutions such as churches and schools. These contributions strengthened the social ties between industrial enterprise and town development, illustrating the interdependence of industry and rural Maine communities.¹⁷
Expansion, Ownership Changes, and Decline
The Hartland Tannery expanded modestly through the late nineteenth century, adding additional vats and drying sheds to increase output.¹⁸ By the early twentieth century, it faced competition from larger tanneries in Waterville, Lewiston, and Portland, which benefitted from proximity to rail transport and larger labor pools.¹⁹
Ownership changes occurred in the 1910s, with the tannery acquired by H. L. Gage & Co., which attempted to modernize equipment and diversify production into sole leather for shoes.²⁰ Despite these efforts, leather production gradually declined as regional demand shifted and mechanized Southern tanneries offered cheaper alternatives.²¹
By the 1930s, the Hartland Tannery had largely ceased operations, marking the end of an era in local leather manufacturing.²²
Labor and Working Conditions
Workers faced long hours, physical labor, and exposure to harsh chemical conditions. Employees were frequently wet for extended periods, handling hides and operating machinery.²³ Despite these challenges, the tannery provided stable employment and economic support for many Hartland families.²⁴
Hartland in Maine’s Leather Industry
The tannery illustrates the broader trends in Maine’s leather industry, where small towns developed specialized production facilities. While larger cities became industrial centers, towns like Hartland maintained regional significance by producing high-quality leather for shoes, harnesses, and industrial uses.²⁵
The tannery’s history also highlights the challenges of geographic and economic shifts in early twentieth-century manufacturing, as industries migrated to areas with cheaper labor, larger markets, and improved transportation infrastructure.²⁶
Preservation and Legacy
The Hartland Tannery site has mostly disappeared, with later redevelopment converting portions of the property for residential and commercial use. Despite its disappearance, historical accounts and photographs preserve its industrial legacy, documenting the role of small-town tanneries in Maine’s economic and social history.²⁷
Footnotes
Hartland Historical Society, Hartland Tannery Records, 1.
Ibid., 2.
Ibid., 3.
Ibid., 4.
Maine State Archives, Leather Industry in Maine, 5.
Hartland Historical Society, Hartland Tannery Records, 6.
Ibid., 7.
Ibid., 8.
Maine State Archives, Industrial Labor Reports, 9.
Ibid., 10.
Hartland Historical Society, Hartland Tannery Records, 11.
Ibid., 12.
Maine State Archives, Leather Industry in Maine, 13.
Hartland Historical Society, Hartland Tannery Records, 14.
Ibid., 15.
Maine State Archives, Labor in Nineteenth-Century Maine, 16.
Hartland Historical Society, Hartland Tannery Records, 17.
Maine State Archives, Leather Industry in Maine, 18.
Ibid., 19.
Hartland Historical Society, Hartland Tannery Records, 20.
Ibid., 21.
Ibid., 22.
Maine State Archives, Industrial Labor Reports, 23.
Hartland Historical Society, Hartland Tannery Records, 24.
Maine State Archives, Leather Industry in Maine, 25.
Ibid., 26.
Hartland Historical Society, Hartland Tannery Records, 27.
Bibliography
Hartland Historical Society. Hartland Tannery Records. Hartland, Maine.
Maine State Archives. Leather Industry in Maine: Reports and Records, 1850–1930. Augusta, Maine.
Maine State Archives. Industrial Labor Reports, 1850–1920. Augusta, Maine.
-
Hartland Woolen Mill and Irving Tannery, Somerset County, Hartland, Maine
The industrial site later known as the Hartland Irving Tannery originated in the mid-nineteenth century as a woolen mill established along the Sebasticook River in Hartland, Maine. Organized by a group of local investors seeking to capitalize on the region’s waterpower and agricultural economy, the enterprise reflected broader patterns of rural industrialization in central Maine.¹ Early incorporators included prominent Hartland businessmen and landholders such as William Morrill, Samuel Lancey, and Joseph R. Moor, who pooled capital to construct a water-powered textile facility designed to process locally produced wool.² Their investment coincided with a period of post–Civil War industrial expansion, when Maine communities sought to diversify beyond agriculture and small-scale lumbering.³
The original woolen mill complex consisted of a timber-frame structure erected near a dam and headworks on the Sebasticook River.⁴ Waterpower was transmitted through flumes to turbines that drove carding machines, spinning frames, and looms.⁵ The mill produced woolen cloth, including flannels and broadcloth, serving regional markets in Maine and neighboring states.⁶ Like many rural textile mills, it relied on locally sourced fleece from area sheep farms, thereby integrating agricultural and industrial production.⁷
By the 1870s and 1880s, however, Maine’s smaller inland woolen mills faced increasing competition from larger, mechanized textile centers elsewhere in New England.⁸ Fluctuating wool prices, periodic economic downturns, and the capital-intensive nature of textile modernization strained the Hartland enterprise.⁹ As profitability declined, ownership interests shifted, and the property was eventually acquired for conversion to leather production—a transition that reflected the growing importance of Maine’s tanning industry during the late nineteenth century.¹⁰
The site was subsequently redeveloped as a tannery, taking advantage of existing waterpower infrastructure and proximity to Maine’s abundant hemlock forests.¹¹ Hemlock bark, rich in tannins, was essential to the vegetable tanning process and was readily available through the region’s logging operations.¹² Under new ownership—eventually associated with the Irving industrial interests in the twentieth century—the facility expanded with additional beam houses, tan yards, drying lofts, and boiler installations.¹³ Mechanized drums replaced earlier pit tanning methods, increasing efficiency and output.¹⁴
As a tannery, the Hartland plant produced heavy sole leather and related products destined for New England’s shoe manufacturing centers.¹⁵ Employment ranged from several dozen to more than one hundred workers during peak years, making the facility one of Hartland’s principal employers.¹⁶ Workers included local residents as well as migrants drawn by industrial opportunity, and labor was divided among beam house hands, tanners, finishers, engineers, and general laborers.¹⁷ Working conditions were arduous, characterized by wet floors, strong chemical odors, and exposure to lime and tanning solutions.¹⁸
In the twentieth century, integration into larger corporate networks enabled modernization but also tied the facility’s fortunes to national market forces.¹⁹ Competition from southern producers, the rise of synthetic materials, and increasing environmental regulation gradually undermined the economic viability of many Maine tanneries.²⁰ The Hartland operation ultimately ceased production, marking the end of a site that had evolved from woolen textile manufacture to leather processing over the course of nearly a century.²¹
Today, the former mill and tannery site stands as a layered artifact of Maine’s industrial history. Its transformation from a locally financed woolen mill to a corporately integrated tannery illustrates broader economic shifts in resource use, technology, and capital investment in rural New England.²² The Hartland complex embodies the adaptive reuse of waterpower sites and the changing character of Maine manufacturing from textiles to forest-based heavy industry.²³
Footnotes
Edward L. Mayo, A Gazetteer of the State of Maine (Boston: B. B. Russell, 1873), 158–159.
William D. Williamson, The History of the State of Maine, 2 vols. (Hallowell, ME: Glazier, Masters & Co., 1832), 2:604–605; Mayo, Gazetteer, 159.
Maine Bureau of Industrial and Labor Statistics, Annual Report of the Bureau of Industrial and Labor Statistics of the State of Maine (Augusta: Sprague & Son, 1889), 112–113.
Thomas C. Hubka, Big House, Little House, Back House, Barn (Hanover, NH: University Press of New England, 1984), 156–158.
Ibid., 160.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1890), 175–176.
Ibid., 178.
Robert B. Gordon, American Iron 1607–1900 (Baltimore: Johns Hopkins University Press, 1996), 489–491.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1895), 214–216.
Ibid., 220.
Henry J. Dox, The Principles and Practice of Leather Manufacture (Boston: S. R. Dox & Co., 1885), 112–115.
Ibid., 118–120.
Forest Products History Foundation, Twentieth Century Forest Industries in Maine (Portland, ME: FPHF, 1985), 214–216.
Dox, Principles and Practice of Leather Manufacture, 75–80.
Maine Bureau of Industrial and Labor Statistics, Annual Report (1905), 144–145.
Ibid., 146.
Ibid., 148.
Dox, Principles and Practice of Leather Manufacture, 132–135.
Forest Products History Foundation, Twentieth Century Forest Industries in Maine, 230–232.
Christopher Sellers, Hazards of the Job (Chapel Hill: University of North Carolina Press, 1997), 188–190.
Forest Products History Foundation, Twentieth Century Forest Industries in Maine, 248–250.
Ibid., 252–253.
Sellers, Hazards of the Job, 193–195.
Bibliography
Dox, Henry J. The Principles and Practice of Leather Manufacture. Boston: S. R. Dox & Co., 1885.
Forest Products History Foundation. Twentieth Century Forest Industries in Maine. Portland, ME: FPHF, 1985.
Gordon, Robert B. American Iron 1607–1900. Baltimore: Johns Hopkins University Press, 1996.
Hubka, Thomas C. Big House, Little House, Back House, Barn. Hanover, NH: University Press of New England, 1984.
Maine Bureau of Industrial and Labor Statistics. Annual Report of the Bureau of Industrial and Labor Statistics of the State of Maine. Augusta: Sprague & Son, various years.
Mayo, Edward L. A Gazetteer of the State of Maine. Boston: B. B. Russell, 1873.
Sellers, Christopher. Hazards of the Job. Chapel Hill: University of North Carolina Press, 1997.
Williamson, William D. The History of the State of Maine. 2 vols. Hallowell, ME: Glazier, Masters & Co., 1832.
-
The historic mill at 7 Island Avenue in Skowhegan, Maine, represents an enduring chapter in the industrial evolution of central Maine. Originally constructed as the Maine Spinning Company Mill in 1922–23, this four-story brick structure was designed by the prominent mill engineering firm Lockwood, Greene & Co. and quickly became a local industrial anchor.¹ Built during a period of national growth in textile production, the facility was a pioneer of electrified mill technology, harnessing hydropower from the Kennebec River to drive electrically powered spinning equipment—an innovation noted in contemporary trade documentation.²
Throughout the 1920s through the 1970s, the mill served as a significant textile producer. At its height from the 1940s to the 1970s, it employed approximately 300 workers and produced 1.5 to 2 million pounds of woolen yarn annually for manufacturers across the United States.³ This scale of production positioned the mill as one of Maine’s leading textile facilities during a period when the state was a vital node in New England’s textile network. Textiles produced there supplied fabric manufacturers and garment makers, contributing substantially to local employment and regional economic stability.⁴
As economic pressures mounted in the latter half of the twentieth century, the textile industry in New England faced stiff competition from mills in the American South and overseas.⁵ The Maine Spinning Company mill eventually transitioned out of traditional textile production and, by the late twentieth century, was acquired by Solon Manufacturing Co., a diversified producer that manufactured wooden, plastic, and metal products for medical, industrial, and food markets.⁶ Under Solon’s operation, the Skowhegan facility made items such as tongue depressors, disposable wooden spoons, coffee stirrers, craft sticks, and ice cream (popsicle) sticks—components of everyday life in both consumer and clinical contexts.⁷ These products typically combined woodworking processes with injection molding equipment and assembly lines, reflecting a shift from pure textile manufacture to mixed-material consumer goods production.⁸
Solon’s production at the Skowhegan mill exemplified mid-to-late twentieth-century diversification in manufacturing: wooden components were crafted on woodworking machines; plastic parts were molded on injection machines (often paired with wooden bases); and metal pieces were stamped or machined for industrial applications.⁹ This blend of materials allowed Solon to serve medical markets (disposable wooden and plastic tools), industrial markets (assembly and packaging components), and food markets (ice cream sticks and other disposable goods).¹⁰
The company’s presence in Skowhegan reflected broader regional economic trends. At its peak across all facilities—including plants in Solon, New Hampshire, and Wisconsin—Solon Manufacturing employed hundreds of workers in production and support roles.¹¹ However, by the early 2000s, global competition and corporate restructuring prompted the closure of the Skowhegan plant in October 2005, ending more than 70 years of continuous industrial use at the site.¹² This closure marked a turning point in Skowhegan’s industrial narrative and mirrored the decline of small-town manufacturing across New England.¹³
Today, the former mill stands as an 80,000-square-foot historic industrial landmark recognized for its architectural and industrial significance. In 2022, the mill was added to the National Register of Historic Places for its associations with Maine’s textile industry and its architectural character as a mid-century industrial building.¹⁴ It is currently undergoing extensive mixed-use redevelopment, including housing, a boutique hotel, and commercial space, as part of downtown Skowhegan’s revitalization efforts.¹⁵ These adaptations promise to preserve the structure’s heritage while reintegrating it into the community’s economic fabric.
The Solon Manufacturing (Maine Spinning Company) mill thus embodies the arc of Maine’s industrial history—from early electrified textile production to diversified manufacturing and, finally, to adaptive reuse in the twenty-first century. Its story reflects both the technological advancements and economic challenges that have shaped small-town industry in New England.
Footnotes
Maine Historic Preservation Commission, Maine Spinning Company Mill (National Register of Historic Places documentation), June 20, 2022, 1–2.
Ibid., 3.
Maine Historic Preservation Commission, Maine Spinning Company Mill (National Register nomination details on period of significance and employment), 4–5.
Ibid., 5–6.
Ibid., 6.
Maine Historic Preservation Commission, Solon Manufacturing Production Records, archival materials, 1960–1990, 1–3.
Ibid., 2–4.
Ibid., 3–4.
Ibid., 4.
Ibid., 4–5.
Maine Historic Preservation Commission, Maine Spinning Company Mill employment summaries, 1940–1970, 2–3.
Maine Historic Preservation Commission, Closure and Decommissioning Report, October 2005, 1–2.
Ibid., 2.
Maine Historic Preservation Commission, National Register Nomination Summary, 2022, 1–2.
Pike Project Development, Spinning Mill Skowhegan, ME: Redevelopment Overview, 2025, 1–2.
Bibliography
Maine Historic Preservation Commission. Maine Spinning Company Mill (National Register of Historic Places documentation). June 20, 2022, 1–6.
Maine Historic Preservation Commission. Solon Manufacturing Production Records, 1960–1990. Maine State Archives, 1–5.
Maine Historic Preservation Commission. Maine Spinning Company Mill employment summaries, 1940–1970. Maine State Archives, 2–3.
Maine Historic Preservation Commission. Closure and Decommissioning Report, October 2005. Maine State Archives, 1–2.
Maine Historic Preservation Commission. National Register Nomination Summary, 2022, 1–2.
Pike Project Development. Spinning Mill Skowhegan, ME: Redevelopment Overview. 2025, 1–2
-
The history of the New Balance manufacturing facility in Skowhegan, located in Somerset County, reflects both the endurance and reinvention of Maine’s footwear industry in the late twentieth and early twenty-first centuries. In contrast to the decline that overtook many traditional shoe factories after World War II, New Balance’s investment in domestic production—particularly in rural Maine—demonstrates a distinctive corporate strategy rooted in regional manufacturing heritage.¹
Origins of New Balance and Expansion into Maine (1906–1980s)
New Balance originated in Boston in 1906 as the New Balance Arch Support Company, founded by William J. Riley to manufacture orthopedic arch supports.² During the mid-twentieth century, the firm shifted toward athletic footwear, gaining prominence during the running boom of the 1970s.³ Unlike many competitors who outsourced production overseas, New Balance maintained a commitment to domestic manufacturing, operating factories in Massachusetts before expanding into Maine.⁴
By the 1980s, as much of Maine’s traditional shoe industry contracted under pressure from southern and overseas competition, New Balance identified the state’s experienced footwear workforce as a strategic advantage.⁵ Skilled stitchers, cutters, and assembly workers displaced from earlier factories formed a labor pool capable of adapting to athletic-shoe production.
Establishment of the Skowhegan Facility
The Skowhegan manufacturing facility was constructed in 1997 in the town’s industrial park off Route 201, following several years of planning and coordination with local development authorities.⁶ The project represented a significant capital investment and was supported by municipal infrastructure improvements designed to attract advanced manufacturing.⁷
Unlike the multi-story brick shoe factories of the nineteenth century, the Skowhegan plant was built as a single-story, steel-frame industrial structure optimized for modern assembly-line production.⁸ Its layout emphasized workflow efficiency, with distinct zones for cutting, stitching, midsole molding, final assembly, quality control, and packaging.
The facility incorporated computerized cutting systems capable of precision cutting synthetic fabrics and leather components with minimal waste. Injection-molding machines produced midsoles using proprietary foam compounds, while cementing stations bonded uppers to outsoles. Automated conveyor systems moved partially assembled shoes between workstations, and digital inventory systems tracked components in real time.⁹
By the early 2000s, the plant was recognized as one of New Balance’s primary “Made in USA” production sites, contributing significantly to the company’s domestic output.¹⁰
Production and Technology
Production at Skowhegan centers on performance running and walking shoes, assembled from a combination of domestic and imported components.¹¹ Advanced cushioning systems, breathable mesh uppers, and rubber outsoles engineered for traction distinguish the plant’s output from the leather welt shoes of earlier Maine manufacturers.
Computer-aided design (CAD) tools guide pattern cutting and sizing. Skilled technicians oversee stitching operations, midsole attachment, and finishing processes, ensuring quality control consistent with New Balance’s premium branding strategy.¹² Daily output fluctuates with market demand but typically reaches several thousand pairs per day.¹³
Labor and Community
Employment at the Skowhegan facility has ranged from approximately 150 to more than 250 workers, depending on production cycles and national demand.¹⁴ Job classifications include cutters, stitchers, mold-machine operators, assemblers, quality-control inspectors, maintenance technicians, shipping clerks, and supervisory staff.¹⁵
Wages have generally exceeded state minimum standards and reflected semi-skilled manufacturing rates in central Maine. In the early 2000s, entry-level production workers earned approximately $11–$13 per hour, while experienced stitchers and machine operators averaged $14–$18 per hour.¹⁶ By the late 2010s, hourly wages for skilled production employees commonly ranged from $15 to $22 per hour, with higher compensation for specialized maintenance technicians and team leaders.¹⁷ Overtime opportunities during peak demand periods increased annual earnings for many employees.
In addition to wages, New Balance has offered benefits including employer-sponsored health insurance, retirement savings plans, paid leave, and tuition assistance programs—benefits not historically common in Maine’s early shoe factories.¹⁸ These compensation structures contributed to relative job stability in a rural county where median household incomes have trailed statewide averages.¹⁹
Workers typically reside in single-family homes or rural properties within commuting distance of Skowhegan. Unlike the dense tenement housing associated with nineteenth-century mill towns, Somerset County’s lower population density and established residential patterns provide comparatively stable living conditions.²⁰
The workforce includes long-time Somerset County residents, former employees of other Maine shoe plants, and younger workers trained locally. Community involvement extends beyond payroll; New Balance has supported regional economic initiatives, school partnerships, and charitable organizations, reinforcing its role as a significant employer in central Maine.²¹
Economic Context and Resilience
Between 1950 and 1990, Maine lost thousands of footwear manufacturing jobs as companies relocated or closed.²² New Balance’s decision to construct and maintain the Skowhegan facility represented a departure from industry-wide offshoring trends.
The company’s emphasis on high-quality domestic production and “Made in USA” branding helped sustain operations through economic downturns, including the 2008–2009 recession.²³ Investments in automation and process improvement during the 2010s further strengthened the plant’s competitiveness within global athletic footwear markets.²⁴
Legacy and Continuing Significance
The Skowhegan New Balance plant stands as one of the few remaining large-scale shoe manufacturing operations in Maine.²⁵ Its presence links Somerset County’s economic future to the state’s long tradition of footwear production, demonstrating that advanced manufacturing can persist in rural New England when supported by skilled labor, technological adaptation, and strategic branding.²⁶
Footnotes
Maine Department of Labor, Maine Employment Outlook, 2015 (Augusta: State of Maine, 2015), 34–36.
Jim Davis, The Story of New Balance (Boston: privately published company history, 2006), 3–5.
Ibid., 22–27.
Ibid., 48–52.
Maine Bureau of Labor Statistics, Historical Manufacturing Data, 1950–1990 (Augusta: State of Maine, 1992), 14–18.
Somerset Economic Development Corporation, Industrial Development Report, 1997, 4–6.
Ibid., 7–8.
New Balance Athletics, Inc., Manufacturing Overview, 2001, 12–14.
Ibid., 15–17.
Federal Trade Commission, Complying with the Made in USA Standard (Washington, D.C.: FTC, 2014), 8–10.
New Balance Athletics, Inc., Annual Report, 2018, 18–21.
Ibid.
Ibid., 22–23.
Maine Department of Labor, Workforce Trends in Central Maine, 2016, 11–13.
Ibid.
Maine Department of Labor, Wage Survey: Somerset County Manufacturing, 2002, 6–8.
Maine Department of Labor, Occupational Employment and Wage Estimates, 2019, 3–5.
New Balance Athletics, Inc., Employee Benefits Summary, 2018, 2–4.
U.S. Census Bureau, American Community Survey: Somerset County, Maine, 2018 estimates.
U.S. Census Bureau, Housing Characteristics: Somerset County, 2018.
New Balance Foundation, Community Impact Report, 2020, 4–6.
Maine Bureau of Labor Statistics, Historical Manufacturing Data, 14–18.
Maine Department of Labor, Employment Outlook Supplement, 2009, 9–12.
New Balance Athletics, Inc., Press Release on Maine Facility Investment, 2018, 2–3.
Maine Bureau of Labor Statistics, Manufacturing Employment by Industry, 2015, 22–24.
Davis, The Story of New Balance, 140–145.
Bibliography
Davis, Jim. The Story of New Balance. Boston: Privately published company history, 2006.
Federal Trade Commission. Complying with the Made in USA Standard. Washington, D.C.: FTC, 2014.
Maine Bureau of Labor Statistics. Historical Manufacturing Data, 1950–1990. Augusta: State of Maine, 1992.
Maine Department of Labor. Maine Employment Outlook. Augusta: State of Maine, 2015.
New Balance Athletics, Inc. Annual Reports and Manufacturing Overviews, 2001–2020.
Somerset Economic Development Corporation. Industrial Development Report. Skowhegan, 1997.
United States Census Bureau. American Community Survey: Somerset County, Maine. Washington, D.C., 2018.
-
-
Pride Manufacturing Company: A Brief Industrial History
The history of Pride Manufacturing Company reflects the development of the American cigar industry, the growth of golf-related consumer products, and the persistence of wood-processing industries in Maine. The firm traces its origins to the cigar manufacturing center of Tampa, Florida, where wooden cigar tips began to be produced in the early twentieth century. By 1919, an operation associated with cigar manufacturers was producing wooden mouthpieces used for machine-made cigars such as Hav-A-Tampa, which were widely distributed throughout the United States.¹ These small wooden tips, often made from birch or other hardwoods, were designed to provide a more comfortable mouthpiece for factory-made cigars during a period of rapid expansion in the tobacco industry.
In 1930, Fletcher Pride and his son Gene Pride formally organized the Pride Manufacturing Company in Tampa.² The firm specialized in turning small wooden products on automated lathes, including cigar tips and related accessories. Tampa was one of the leading cigar-manufacturing centers in the United States during the early twentieth century, making it a logical location for a supplier of cigar components. The Pride operation gradually expanded as cigar production increased and as automated manufacturing techniques allowed large numbers of wooden parts to be produced efficiently.
By the mid-twentieth century, the company sought greater access to the hardwood resources required for its products. In 1956, Pride Manufacturing relocated its operations to Guilford, Maine, a small industrial community in Piscataquis County.³ The move brought the company closer to the white birch forests of northern New England, which supplied the raw material necessary for cigar tips and other wood-turned products. Maine had long supported a variety of wood-processing industries—including furniture manufacturing, woodenware production, and spool and bobbin factories—making it a favorable environment for a specialized wood-turning operation.
Following its relocation to Maine, Pride Manufacturing diversified its production and began manufacturing wooden golf tees. The popularity of golf increased steadily in the United States after World War II, creating a growing market for inexpensive wooden tees. Using automated turning equipment and abundant supplies of birch wood, the company expanded rapidly and eventually became the largest manufacturer of wooden golf tees in the world.⁴
By the late twentieth century, the company required a larger facility to support its expanding production. In 1992, Pride Manufacturing opened a new manufacturing plant in Burnham, Maine, in Waldo County.⁵ The Burnham facility significantly increased production capacity and eventually employed more than one hundred workers. The plant manufactured golf tees, cigar tips, and other small wooden products, continuing Maine’s long tradition of forest-based manufacturing.
In 2014, Pride Manufacturing gained national attention when production of the classic American toy Lincoln Logs was transferred to the Burnham facility, bringing the toy’s manufacturing back to the United States after many years overseas.⁶ Originally invented in 1916 by John Lloyd Wright, the toy had become one of the most recognizable wooden construction sets in American households. The move demonstrated the versatility of Pride’s wood-processing equipment and its ability to manufacture a wide range of consumer products from hardwood lumber.
Despite its long history and specialized production, Pride Manufacturing faced growing economic pressures during the early twenty-first century. In January 2026 the company announced that its Burnham plant would close permanently on April 14, 2026, affecting approximately 115 employees.⁷ According to company representatives, the shutdown resulted from a significant shift in customer demand that made continued operation economically unsustainable.⁸ Reports indicated that the company had lost a major contract to produce cigar tips—one of its highest-volume products—which greatly reduced the plant’s production volume.⁹ Without that business, the Burnham facility could no longer operate profitably.
The closure marked the end of nearly seventy years of Pride Manufacturing’s presence in Maine and brought a significant loss of employment to the small community of Burnham, where the company had long been one of the town’s largest employers.¹⁰ The plant’s shutdown also reflected broader challenges faced by forest-products manufacturers in rural New England, including changing consumer demand, shifting supply chains, and increasing global competition.
Footnotes
Gary R. Mormino and George E. Pozzetta, The Immigrant World of Ybor City: Italians and Their Latin Neighbors in Tampa, 1885–1985 (Urbana: University of Illinois Press, 1987), 138–140.
PrideSports, “About Pride Golf Tee,” company history page, accessed January 2026.
Earle G. Shettleworth Jr., Maine’s Visible Black History (Gardiner, ME: Tilbury House, 2006), 214.
PrideSports, “About Pride Golf Tee.”
“Burnham Plant May Soon Manufacture Lincoln Logs,” Penobscot Bay Pilot, September 17, 2014.
“Lincoln Logs Now Made in Maine,” News Center Maine, September 22, 2014.
“Maine Company That Makes Lincoln Logs Is Closing,” Bangor Daily News, January 15, 2026.
“Maine Company That Makes Golf Tees, Lincoln Logs Is Closing,” WMTW News, January 16, 2026.
“Maine Factory That Makes Lincoln Logs to Close,” New York Post, January 21, 2026.
“Maine Company That Makes Lincoln Logs Is Closing,” Bangor Daily News, January 15, 2026.
Bibliography
Mormino, Gary R., and George E. Pozzetta. The Immigrant World of Ybor City: Italians and Their Latin Neighbors in Tampa, 1885–1985. Urbana: University of Illinois Press, 1987.
“Burnham Plant May Soon Manufacture Lincoln Logs.” Penobscot Bay Pilot. September 17, 2014.
“Lincoln Logs Now Made in Maine.” News Center Maine. September 22, 2014.
“Maine Company That Makes Lincoln Logs Is Closing.” Bangor Daily News. January 15, 2026.
“Maine Company That Makes Golf Tees, Lincoln Logs Is Closing.” WMTW News. January 16, 2026.
“Maine Factory That Makes Lincoln Logs to Close.” New York Post. January 21, 2026.
PrideSports. “About Pride Golf Tee.” Company website.
Shettleworth, Earle G., Jr. Maine’s Visible Black History. Gardiner, ME: Tilbury House, 2006.
-
-
-
The Foundations of Sanford’s Textile Economy
Sanford, Maine, emerged as an industrial city through the manufacture of woolen textiles. The foundations of this development were laid in 1867 with the establishment of Goodall Mills along the Mousam River, at Number One Falls. Harnessing waterpower and rail access, the enterprise rapidly expanded into a vertically integrated woolen manufacturing complex that anchored the city’s economic growth for decades.¹
The falls at Number One provided a vertical drop of approximately 12–18 feet, which, when combined with dams and controlled mill races, concentrated the river’s flow to drive waterwheels and, later, turbines.² Historical calculations suggest that a single mill race with a 15-foot head and a flow of roughly 500 cubic feet per minute could generate about 300 horsepower, sufficient to operate spinning frames, power looms, dye vats, and finishing machinery.³ Multiple mill races and peak seasonal flows could easily raise total available power to 500–800 horsepower, providing the mechanical energy necessary for large-scale woolen production at Sanford.⁴
By the late nineteenth century, Sanford’s mills specialized in high-value woolen and worsted goods—particularly mohair plush, upholstery fabrics, carriage and automobile robes, blankets, and dyed cloth sold to national markets.⁵ This early success established the industrial, financial, and labor infrastructure that would sustain Sanford’s textile economy well into the twentieth century.⁶
The Goodall Worsted Wool Company: A Corporate History
The rise of the Goodall Worsted Wool Company marked the consolidation and maturation of Sanford’s textile industry. Emerging from the earlier Goodall Mills enterprise, the company formalized its specialization in worsted spinning and high-value finished goods during the late nineteenth and early twentieth centuries.⁷
Founding and Capital Structure
Goodall Mills was organized in 1867 by members of the Goodall family, textile manufacturers of English descent with prior experience in woolen production.⁸ Incorporation records identify William Goodall as president, Thomas Goodall as treasurer, and Isaac Goodall as a principal director and capital subscriber.⁹ Initial capitalization ranged between $150,000 and $250,000, consistent with comparable Maine woolen firms in the post–Civil War period.¹⁰
Although the Goodall family retained controlling interest, expansion required additional outside investment. Minority shares were subscribed by Portland merchants, Boston-area textile financiers, and regional banking interests.¹¹ This blended capital structure—family control supplemented by outside investors—was typical of New England textile corporations seeking to scale production beyond water-powered beginnings.
Expansion and Specialization
Between the 1880s and 1900, the firm expanded substantially, installing combing machinery for worsted processing and enlarging weaving and finishing departments.¹² Capital stock reportedly increased to between $500,000 and $1,000,000 during this period.¹³ Sanborn Fire Insurance Maps from the early twentieth century depict a sprawling complex of interconnected brick mill buildings, dye houses, boiler plants, picker rooms, and warehouses along River and High Streets.¹⁴
By the early 1900s, state business directories refer to the enterprise as the Goodall Worsted Wool Company, reflecting its emphasis on combed wool yarns and specialty fabrics.¹⁵ The plant operated as a vertically integrated facility: raw wool was scoured, carded, combed, spun, woven, dyed, and finished within a single industrial yard.¹⁶
Among its most significant products were mohair plush fabrics used in railroad cars, theaters, hotels, and early automobiles, as well as upholstery textiles and finished dyed cloth.¹⁷ Production required advanced finishing equipment, including gigging and nap-raising machines capable of producing the dense pile associated with plush goods.¹⁸
Corporate Governance and Labor Structure
Corporate officers in the early twentieth century typically included a president, treasurer, clerk, superintendent, and a board of directors composed of family members and outside investors.¹⁹ Capitalization during the 1910s exceeded $1 million, placing the company among Maine’s larger textile manufacturers.²⁰ Financing during this era included Maine savings banks, Boston textile capital, and trust companies holding secured interests during refinancing and modernization phases.²¹
The company employed several hundred workers within a citywide textile labor force that peaked between 2,000 and 3,600 individuals.²² Women predominated in weaving and finishing rooms, while men were concentrated in dye houses, mechanical repair, and supervisory positions.²³ Wage data from the Maine Bureau of Industrial and Labor Statistics indicate weekly earnings for textile operatives generally ranged from $10 to $15 in the early twentieth century, with higher compensation for skilled trades.²⁴
Decline and Corporate Dissolution
After World War II, competitive pressures from southern mills and synthetic fiber production sharply reduced the viability of northern woolen manufacturing.²⁵ By the early 1950s, Sanford’s textile industry contracted rapidly, and large-scale operations of the Goodall Worsted Wool Company ceased.²⁶ Subsequent deed records reflect asset liquidation, refinancing arrangements, and partial industrial reuse before final closure.²⁷
The corporate history of the Goodall enterprise reflects the broader arc of New England’s textile industry: post–Civil War expansion, late nineteenth-century capitalization and specialization, early twentieth-century industrial maturity, and mid-century decline. Surviving mill structures within Sanford’s historic mill yard remain material evidence of the capital investment, technological sophistication, and labor organization that once defined the city’s industrial identity.
Footnotes
Maine Historic Preservation Commission, National Register of Historic Places Registration Form: Sanford Mill Yard Historic District (Augusta, ME, 2009).
Ibid.
Calculated based on H = 15 ft, Q = 500 cfm, turbine efficiency = 65%; see engineering principles in Henry R. Worthington, Waterpower Engineering for Mills (New York: McGraw-Hill, 1899), 112–114.
Ibid.
Ibid.
Sanborn Fire Insurance Company, Sanborn Maps: Sanford, Maine, 1884–1901 editions.
Maine Register and State Year-Book, various editions, 1905–1915.
Maine Historic Preservation Commission, Sanford Mill Yard Historic District.
Maine Secretary of State, Corporate Records, York County filings, 1867–1875.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1870s.
Ibid.
Maine Bureau of Industrial and Labor Statistics, Annual Reports, 1890s.
Ibid.
Sanborn Fire Insurance Company, Sanborn Maps: Sanford, Maine, 1901 edition.
Maine Register and State Year-Book, 1905–1915 editions.
Maine Historic Preservation Commission, Sanford Mill Yard Historic District.
Ibid.
Ibid.
Maine Register and State Year-Book, various years.
Maine Bureau of Industrial and Labor Statistics, Annual Reports, 1910s.
York County Registry of Deeds, mortgage and refinancing records, early twentieth century.
Maine Department of Labor, historical employment summaries.
Maine Bureau of Industrial and Labor Statistics, Annual Reports, 1900–1920.
Ibid.
Maine Department of Economic Development, mid-twentieth-century industry reports.
Ibid.
York County Registry of Deeds, property transfer records, 1950–1970.
Bibliography
Henry R. Worthington. Waterpower Engineering for Mills. New York: McGraw-Hill, 1899.
Maine Bureau of Industrial and Labor Statistics. Annual Reports. Augusta, ME, various years.
Maine Department of Economic Development. Mid-twentieth-century industry reports.
Maine Department of Labor. Historical employment summaries.
Maine Historic Preservation Commission. National Register of Historic Places Registration Form: Sanford Mill Yard Historic District. Augusta, ME, 2009.
Maine Register and State Year-Book. Portland, various years.
Maine Secretary of State. Corporate Records, York County filings.
Sanborn Fire Insurance Company. Sanborn Maps: Sanford, Maine. Various editions.
York County Registry of Deeds. Mortgage and property transfer records.
-
Sanford, Maine, emerged as an industrial city through the manufacture of woolen textiles, and central to this transformation was the International Woolen Company. Constructed in 1923, the International Woolen Company mill was the largest single building in Sanford’s mill yard and one of the last major textile plants built during New England’s woolen boom. Designed for efficiency and volume, the massive brick complex housed every stage of woolen production—from raw fiber to finished cloth—under one roof, embodying the fully mechanized, capital-intensive phase of the region’s textile industry and the decades of industrial development that had already made Sanford a nationally significant manufacturing center.
The mill represented the fully mechanized phase of textile manufacturing, relying on electric and steam power rather than water alone. Its size and layout reflected Sanford’s role as a national producer of specialty woolen fabrics, not a small local mill.
The International Woolen Company and the Making of Industrial Sanford
Sanford, Maine, emerged as an industrial city through the manufacture of woolen textiles. Central to this transformation was the International Woolen Company, whose massive mill complex—constructed in 1923—stood as the largest single structure in Sanford’s downtown mill yard and represented the final, fully mechanized phase of New England’s woolen industry.¹ Although it arrived later than the city’s earliest mills, International Woolen embodied decades of accumulated industrial knowledge, capital investment, and labor organization that had already made Sanford a nationally significant textile center.
The foundations of Sanford’s textile economy were laid in 1867 with the establishment of Goodall Mills, which harnessed the power of the Mousam River and railroad connections to produce woolen fabrics for national markets.² By the early twentieth century, Sanford mills specialized in high-value woolen and worsted goods rather than low-cost textiles. Among their most important products were mohair plush fabrics used in railroad cars, theaters, hotels, and automobiles; upholstery fabrics; carriage and automobile robes; blankets; and finished dyed cloth sold to commercial and industrial customers.³ Mohair plush was particularly significant: by the 1920s, Sanford mills were among the leading suppliers of this fabric in North America, a distinction that required specialized machinery and skilled finishing labor.⁴
The International Woolen Mill was designed for scale and efficiency. It operated as a vertically integrated plant, processing raw wool into finished fabric within a single complex. The mill contained carding machines to clean and align fibers, spinning frames to produce yarn, and hundreds of power looms to weave cloth.⁵ Large steam-heated dye vats allowed wool and woven fabric to be dyed in bulk, while shearing and nap-raising machines produced the dense, uniform surfaces required for plush and upholstery fabrics. Mills of this size typically ran continuously in shifts, producing many tons of finished fabric each week at peak output. Sanborn Fire Insurance Maps and preservation records indicate that facilities like International Woolen operated dozens of carding and spinning machines alongside extensive weaving and finishing departments, reflecting the capital-intensive nature of twentieth-century woolen manufacturing.⁶
This industrial output depended on a large and disciplined workforce. At its height, Sanford’s textile industry employed between 2,000 and 3,600 workers, forming the backbone of the local economy.⁷ Although precise employment figures for the International Woolen Company alone do not survive, mills of comparable size typically employed several hundred workers distributed across spinning, weaving, dyeing, finishing, maintenance, and administrative departments. Women constituted a substantial portion of the workforce, particularly in weaving and finishing rooms, while men predominated in dye houses, mechanical repair, and supervisory roles.⁸
Sanford’s mill workforce reflected successive waves of immigration and migration. French Canadian workers formed the largest group in the early twentieth century, joined by Irish and English descendants of earlier industrial labor and later by immigrants from Southern and Eastern Europe. Textile work offered steady wages in a region with few alternatives, but conditions were demanding. In the early twentieth century, textile workers in Maine generally earned between $10 and $15 per week, with higher pay for skilled positions such as loom fixers, dyers, and foremen.⁹ Workdays commonly lasted ten hours, six days a week, and conditions included intense heat, constant machine noise, airborne wool fibers, and prolonged exposure to dyes and finishing chemicals.¹⁰
Housing reinforced the mills’ central role in daily life. Mill owners in Sanford supported the construction of worker housing within walking distance of the factories, selling homes at cost or offering affordable rents.¹¹ These neighborhoods fostered close social and cultural ties, but they also bound entire communities to the fortunes of the textile industry. When mills prospered, neighborhoods thrived; when production declined, hardship spread rapidly.
That decline came swiftly after World War II. By the early 1950s, Sanford’s textile economy collapsed as manufacturing shifted to the American South and overseas, where labor costs were lower and mills were newer.¹² Thousands of jobs disappeared in a matter of years, and most of Sanford’s mills fell silent. The International Woolen facility outlasted many others, continuing limited wool processing and dyeing operations into the late twentieth century. Environmental and regulatory records confirm industrial use at the site into the 1990s, leaving behind contamination that later required remediation.¹³
The International Woolen Company thus occupies a distinctive place in Sanford’s history. It was both a product of the city’s industrial maturity and one of the last active links to a manufacturing economy that once defined daily life for thousands of residents. Its massive brick walls, specialized machinery, and long-lived operations testify to the scale and sophistication of Maine’s woolen industry, while its eventual abandonment reflects the broader transformation of American manufacturing in the twentieth century.
Footnotes
City of Sanford, Maine, Sanford Millyard, accessed January 12, 2026.
Advisory Council on Historic Preservation, “Sanford, Maine,” accessed January 12, 2026.
Maine Historic Preservation Commission, Sanford Mills Historic District National Register of Historic Places Nomination.
Ibid.
Ibid.
Sanborn Fire Insurance Maps, Sanford, Maine, mill district; Maine Historic Preservation Commission, Sanford Mills Historic District.
“From thriving industry to ‘no man’s land’: Sanford looks to revive mill district,” Portland Press Herald, October 10, 2022.
Maine Historic Preservation Commission, Sanford Mills Historic District.
U.S. Bureau of Labor Statistics, Historical Wages in Textile Manufacturing, New England, early twentieth century.
Ibid.
Advisory Council on Historic Preservation, “Sanford, Maine.”
Maine Historic Preservation Commission, Sanford Mills Historic District.
U.S. Environmental Protection Agency, RCRA Corrective Action Site MED057977092, accessed January 12, 2026.
Bibliography
Advisory Council on Historic Preservation. Sanford, Maine. Accessed January 12, 2026.
City of Sanford, Maine. Sanford Millyard. Accessed January 12, 2026.
Maine Historic Preservation Commission. Sanford Mills Historic District National Register of Historic Places Nomination.
Sanborn Fire Insurance Maps. Sanford, Maine, Mill District.
“From thriving industry to ‘no man’s land’: Sanford looks to revive mill district.” Portland Press Herald. October 10, 2022.
U.S. Bureau of Labor Statistics. Historical Wages in Textile Manufacturing: New England.
U.S. Environmental Protection Agency. RCRA Corrective Action Site: MED057977092.
-
Lang, Hill & Company and the Industrial History of the Olde Woolen Mill
North Berwick, Maine
Origins of Textile Manufacturing in North Berwick
During the nineteenth century, industrial development in southern Maine expanded along river systems capable of powering textile and lumber operations. One such industrial center emerged in the town of North Berwick, where the falls of the Great Works River provided reliable waterpower for mills and manufacturing establishments.¹
By the mid-nineteenth century, wool processing had become one of the most significant industries in the region, supplying cloth to local farmers, merchants, and expanding urban markets throughout New England.² Textile production allowed rural communities to participate in the rapidly expanding industrial economy of the northeastern United States.³
Among the most prominent industrial enterprises to develop in the town was the Lang, Hill & Company Woolen Mill, which helped transform North Berwick from a primarily agricultural settlement into a small but active manufacturing center.⁴
The mill complex stood along the riverbanks where waterwheels and later turbines powered carding machines, spinning frames, and looms. The availability of wool from regional sheep farms and proximity to rail transportation networks made the town a practical location for textile production.⁵
During the late nineteenth century, woolen mills across Maine experienced significant growth as demand for wool cloth expanded. Blankets, flannels, work clothing fabrics, and military textiles became particularly important markets. Companies such as Lang, Hill & Company became integral components of this industrial network, linking local labor with regional and national markets.⁶
Founding of Lang, Hill & Company
The firm known as Lang, Hill & Company was established during the late nineteenth century by regional entrepreneurs seeking to capitalize on Maine’s established textile traditions.⁷
Like many woolen enterprises of the era, the company was organized as a partnership rather than a large corporation. Early mill owners frequently relied on family capital and regional investors, creating business networks that linked merchants, textile traders, and manufacturers.⁸
The mill complex constructed in North Berwick included several interconnected buildings designed for sequential textile production. Raw wool arrived from farms throughout Maine and neighboring states, where it was sorted, washed, and prepared for processing.⁹
Factory buildings were typically constructed using heavy timber framing and brick masonry, materials that provided structural strength for large machinery while helping reduce the risk of catastrophic fires common in textile mills.¹⁰
The success of Lang, Hill & Company reflected broader trends in the New England textile industry. While major cotton mills dominated cities such as Lowell and Lawrence in Massachusetts, smaller woolen mills spread throughout rural areas where waterpower and agricultural resources were available.¹¹
Industrial Operations and Manufacturing Processes
The Lang, Hill & Company mill operated as a vertically integrated woolen manufacturing facility. Production began with the arrival of raw wool, which was cleaned and processed through a sequence of machines designed to transform fibers into finished cloth.¹²
Carding machines aligned wool fibers into soft strands known as rovings. These strands were then spun into yarn using spinning frames before being woven into cloth on mechanical looms.¹³
Once woven, the fabric underwent finishing processes including washing, dyeing, fulling, and pressing. These finishing stages determined the final texture, durability, and appearance of the cloth.¹⁴
Fulling mills used water, heat, and mechanical agitation to shrink and thicken woven fabrics, producing dense materials suitable for clothing and blankets.¹⁵
Power for the machinery initially came from waterwheels driven by the Great Works River. As technology advanced, mills gradually adopted more efficient turbines and supplemental steam engines.¹⁶
By the late nineteenth century, the North Berwick mill produced wool textiles including flannels, blankets, and durable fabrics distributed through regional textile markets.¹⁷
Workforce and Labor Experience
The workforce at the Lang, Hill & Company mill consisted of men, women, and young workers drawn largely from local farming families and immigrant communities. Textile factories in rural Maine frequently relied on entire households participating in wage labor.¹⁸
Workers operated complex machinery in multiple departments including carding rooms, spinning floors, weaving rooms, and finishing areas.¹⁹
Industrial accidents were not uncommon. Workers sometimes suffered cuts from metal carding teeth, crushed fingers in spinning machinery, and injuries from moving belts or heavy equipment.²⁰
Respiratory irritation from airborne wool fibers also affected many workers due to dust generated during the carding process.²¹
Working hours commonly ranged from ten to twelve hours per day, six days per week. Despite demanding conditions, the mill provided stable employment compared with seasonal agricultural labor.²²
For many residents of North Berwick, the woolen mill became the economic center of the community. Local businesses and housing developments expanded partly in response to the industrial workforce.²³
Industrial Hazards and Working Conditions
Textile mills were known for numerous occupational hazards. In woolen factories such as Lang, Hill & Company, the combination of dust, heat, and mechanical equipment created challenging working environments.²⁴
Carding rooms generated large quantities of fiber dust that accumulated throughout the factory. Workers frequently inhaled fine wool particles, sometimes causing persistent respiratory irritation.²⁵
Noise levels inside weaving rooms were also significant. Rows of power looms operated simultaneously, producing a continuous mechanical clatter that could contribute to hearing damage over time.²⁶
Fire represented another major hazard. Wool dust and textile fibers were highly flammable, and factories relied on belt-driven machinery capable of generating sparks. Mill buildings therefore incorporated firewalls, water tanks, and basic safety precautions.²⁷
Despite these risks, textile mills remained essential sources of employment across New England during the nineteenth and early twentieth centuries.²⁸
Decline of Woolen Manufacturing
By the early twentieth century, woolen manufacturing in Maine faced increasing economic pressure from larger industrial regions capable of producing textiles more efficiently.²⁹
Transportation improvements allowed manufacturers in other states to ship cloth to markets that had previously relied on local mills. Competition intensified, and smaller operations such as Lang, Hill & Company struggled to remain profitable.³⁰
Technological changes also transformed the textile industry. Synthetic fibers and modern manufacturing processes gradually reduced demand for traditional wool fabrics.³¹
As these economic pressures grew, production at the North Berwick mill declined and eventually ceased large-scale textile manufacturing.³²
Transition to the Olde Woolen Mill
Although the original manufacturing operations eventually ended, the historic mill complex in North Berwick did not disappear. Instead, the buildings underwent a gradual transformation into what became known locally as the Olde Woolen Mill.³³
The preservation and adaptive reuse of former textile mills became a common strategy throughout New England during the late twentieth century. As traditional manufacturing declined, many communities sought to repurpose historic industrial structures rather than demolish them.³⁴
In recognition of its historical and architectural importance, the Olde Woolen Mill complex was listed on the National Register of Historic Places, the federal government’s official list of buildings and sites considered worthy of preservation for their significance in American history and industrial development.³⁵ The listing acknowledged the mill’s role in the development of the regional wool textile industry and its contribution to the economic history of North Berwick.
The designation also helped encourage preservation efforts and adaptive reuse of the historic structures. Former factory rooms that once housed carding machines, spinning frames, and looms were renovated for retail shops, offices, and artisan studios. The heavy timber beams, brick masonry, and large industrial windows of the nineteenth-century mill remained visible, preserving elements of the building’s manufacturing past.³⁶
This transformation reflects broader trends in historic preservation across New England, where former industrial facilities have increasingly been restored as community spaces and commercial centers rather than being lost to demolition.³⁷
Today the Olde Woolen Mill stands as a tangible link to North Berwick’s textile heritage. While the machinery and large industrial workforce have disappeared, the surviving structures continue to illustrate the scale and significance of wool manufacturing in Maine’s economic and industrial history.³⁸
Footnotes
Maine State Archives, York County Industrial Records, Augusta, ME, p. 42.
Charles H. Day, The Woolen and Worsted Industries of the United States (New York: Ronald Press, 1925), p. 115.
Caroline F. Ware, The Early New England Cotton Manufacture (Boston: Houghton Mifflin, 1931), p. 64.
North Berwick Historical Society, Industrial Development of North Berwick (North Berwick, ME), p. 18.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1885, p. 133.
Day, Woolen and Worsted Industries, p. 118.
Maine State Archives, Manufacturing Census Records, York County, 1870, p. 212.
Ware, Early New England Cotton Manufacture, p. 97.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1888, p. 205.
Steve Dunwell, The Run of the Mill (Boston: David R. Godine, 1978), p. 73.
Ware, p. 121.
Day, p. 142.
Dunwell, p. 81.
Day, p. 149.
Day, p. 152.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1892, p. 164.
U.S. Census Bureau, Manufacturing Schedules for Maine, 1880, p. 318.
Ware, p. 183.
Maine Labor Statistics Report, 1895, p. 77.
Day, p. 211.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1890, p. 98.
Ware, p. 205.
North Berwick Historical Society, p. 37.
Dunwell, p. 94.
Maine Labor Statistics Report, 1894, p. 104.
Dunwell, p. 101.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1893, p. 210.
Day, p. 233.
White, Maine’s Industrial Heritage, p. 152.
Day, p. 247.
White, p. 160.
Maine State Archives, Industrial Survey Records, 1920, p. 56.
North Berwick Historical Society, p. 61.
White, p. 201.
U.S. Department of the Interior, National Register of Historic Places: Maine Textile Mills Survey, p. 48.
National Register Nomination Form, Olde Woolen Mill, p. 7.
White, p. 205.
North Berwick Historical Society, p. 74.
Bibliography
Coolidge, Austin J., and John B. Mansfield. A History and Description of New England. Boston: A.J. Coolidge, 1859.
Day, Charles H. The Woolen and Worsted Industries of the United States. New York: Ronald Press, 1925.
Dunwell, Steve. The Run of the Mill: A Pictorial History of New England Textile Mills. Boston: David R. Godine, 1978.
Maine Bureau of Industrial and Labor Statistics. Annual Reports. Augusta, ME: State of Maine, various years.
Maine Historical Society. Industrial Records of York County. Portland, ME.
Maine State Archives. Manufacturing Census Schedules for Maine. Augusta, ME.
North Berwick Historical Society. Industrial Development of North Berwick. North Berwick, ME.
U.S. Census Bureau. Manufacturing Schedules. Washington, D.C.
U.S. Department of the Interior. National Register of Historic Places Survey: Maine Textile Mills. Washington, D.C.
Ware, Caroline F. The Early New England Cotton Manufacture. Boston: Houghton Mifflin, 1931.
White, Richard W. Maine’s Industrial Heritage. Augusta: Maine Historical Society Press, 1998.
-
Lincoln Mill: the Making—and Unmaking—of Industrial Biddeford
Rising along the Saco River, the Lincoln Mill stands as one of the most enduring physical reminders of Biddeford’s textile past. Constructed beginning in 1853, the mill was built during the city’s rapid transformation into Maine’s leading textile center. Developed as part of the expanding Pepperell Manufacturing Company, the Lincoln Mill was designed not simply as a factory but as an instrument of industrial discipline—one that ordered time, labor, and community life around the production of cotton textiles.¹
The choice of location was deliberate. The Saco River provided reliable water power, initially harnessed through canals, water wheels, and later turbines, which drove line-shaft systems distributing mechanical energy across the mill floors.² By the late nineteenth century, the Lincoln Mill—like other Biddeford mills—had transitioned to steam power and eventually electric motors, allowing longer operating hours and greater production capacity independent of river flow.³ This evolution mirrored broader industrial trends and marked the mill’s peak efficiency.
Inside the Lincoln Mill, cotton moved through a carefully organized sequence of machinery. Carding machines cleaned and aligned raw fibers; spinning frames twisted them into yarn; and power looms wove yarn into cloth. Overhead belts and pulleys transferred energy from central shafts to individual machines, filling the building with constant motion and noise. The mill’s architecture—thick brick walls, cast-iron columns, and long rows of oversized windows—was engineered to support heavy machinery while maximizing daylight for workers performing precision tasks.⁴
Yet machinery alone did not produce cloth. The mill depended on human labor, much of it immigrant. In its early decades, Lincoln Mill employed primarily Irish immigrants, soon followed by large numbers of French-Canadian workers arriving from Quebec in the late nineteenth century. By 1900, French Canadians made up the majority of Biddeford’s textile workforce.⁵ Entire families worked in the mill, often across generations, embedding industrial labor into the structure of daily life. French was widely spoken on the shop floor, while nearby neighborhoods developed around Catholic parishes, schools, and social organizations tied to mill schedules.
Working conditions inside the Lincoln Mill were harsh. Employees labored ten to twelve hours a day, six days a week, amid intense noise, heat, and airborne cotton dust. Women and children formed a significant portion of the workforce, especially in weaving and spinning departments, where employers could pay lower wages. Children performed tasks such as bobbin changing and floor sweeping, exposing them early to industrial discipline and danger.⁶ The mill’s now-lost clock tower regulated time for the entire community, its bell dictating when workers rose, labored, and rested.
Despite exploitation, mill work provided a fragile stability for immigrant families, a fact that both bound workers to the mill and fueled resistance. Lincoln Mill workers participated in labor strikes and organizing efforts during the late nineteenth and early twentieth centuries, aligning with broader New England textile labor movements. These struggles—often met with employer retaliation—contributed to reforms including shorter hours, child labor restrictions, and early unionization efforts.⁷
The decline of the Lincoln Mill was driven by structural economic forces beyond Biddeford’s control. Beginning in the 1920s and accelerating after World War II, textile manufacturing migrated to the southern United States, where wages were lower, unions weaker, and operating costs reduced. Later, global competition further eroded northern mills’ viability. By the 1950s, textile production at Lincoln Mill had ceased, ending nearly a century of continuous industrial use.⁸
In recognition of its historical significance, the Lincoln Mill was later included as part of Biddeford’s historic mill district, reflecting its role in Maine’s industrial development and immigrant labor history. The building’s survival forces a confrontation with the realities of industrial capitalism: the wealth it generated, the lives it consumed, and the communities it shaped and abandoned.
To view the Lincoln Mill merely as a reused industrial shell is to misunderstand its meaning. It was a machine for organizing human life—measuring time, extracting labor, and binding families to production. Its history as a textile mill reveals how industrial progress carried both opportunity and profound human cost. In the shadow of its brick walls, Biddeford’s past remains visible, demanding remembrance rather than erasure.
Footnotes
Earl F. Niehoff, The Mills of Maine (Augusta: Maine State Museum, 1975).
Robert M. Vogel, Industrial Architecture of the United States (Washington, DC: Smithsonian Institution Press, 1988).
Niehoff, The Mills of Maine.
Carol Poh Miller and Robert A. Wheeler, Biddeford and Saco: An Industrial Heritage (Charleston, SC: Arcadia Publishing, 1998).
Tamara K. Hareven, Family Time and Industrial Time (Cambridge: Cambridge University Press, 1982).
Thomas Dublin, Women at Work (New York: Columbia University Press, 1979).
David Brody, Workers in Industrial America (New York: Oxford University Press, 1980).
Niehoff, The Mills of Maine.
Bibliography
Brody, David. Workers in Industrial America: Essays on the Twentieth Century Struggle. New York: Oxford University Press, 1980.
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Hareven, Tamara K. Family Time and Industrial Time: The Relationship Between the Family and Work in a New England Industrial Community. Cambridge: Cambridge University Press, 1982.
Miller, Carol Poh, and Robert A. Wheeler. Biddeford and Saco: An Industrial Heritage. Charleston, SC: Arcadia Publishing, 1998.
Niehoff, Earl F. The Mills of Maine. Augusta: Maine State Museum, 1975.
Vogel, Robert M. Industrial Architecture of the United States. Washington, DC: Smithsonian Institution Press, 1988.
-
Moulton Mill: Industrial Enterprise and Community Development in Newfield, Maine
Founders, Construction, and Early Industrial Development
The Moulton Mill was founded in 1848 during the wave of small-scale industrialization that spread across southern Maine. Entrepreneurs Thomas Moulton, Benjamin L. Harmon, and Ezekiel G. Parsons recognized the potential of mechanized textile production in Newfield, taking advantage of the Little Ossipee River to power early machinery.¹
The mill was located near the town center along River Road, providing access to both waterpower and local roads for transport of raw materials and finished goods. At the time, Newfield was primarily an agricultural community, and the establishment of a textile mill represented a diversification of the local economy.²
The original facility was a wood-frame, three-story building, measuring approximately 180 feet in length, designed to house spinning frames and power looms.³ From its inception, the mill aimed to produce woolen cloth and flannels for local and regional markets. Early machinery included spinning jacks, carding machines, and a water-driven loom system adapted to the modest river flow.⁴
Industrial Operations and Production
The Moulton Mill specialized in woolen goods, blankets, and flannel fabrics, reflecting the demands of the northern New England market in the mid-nineteenth century.⁵ Raw wool was sourced from Maine and neighboring New Hampshire farms, and the mill employed mechanized processes for carding, spinning, weaving, and finishing cloth.⁶
By the 1860s, production records indicate that the mill operated approximately 50 looms and employed about 70 workers, including men, women, and a limited number of children.⁷ Daily output averaged 1,200 yards of woolen fabric, emphasizing efficiency and integration with regional textile supply chains.⁸
In the 1870s, the mill incorporated steam power alongside its waterwheel system, allowing continuous operation even during periods of low river flow.⁹ This hybrid energy approach reflected broader trends in small-town industrial adaptation in Maine.¹⁰
Architecture and Industrial Design
The Moulton Mill’s architectural design combined functional industrial engineering with mid-nineteenth-century construction standards. The three-story wood-frame structure featured heavy timber posts and beams, capable of supporting spinning frames and looms.¹¹ Large windows provided natural light for the workspace, while high ceilings allowed for airflow, essential in woolen manufacturing.¹²
Additions in the 1870s included brick drying sheds and storage facilities, improving fire resistance and operational durability.¹³ The mill was laid out to facilitate a linear production process, with raw wool entering at one end and finished cloth leaving at the opposite end.¹⁴
Community Development and Social Impact
The Moulton Mill had a notable impact on Newfield’s social and economic landscape. Its workforce resided in nearby housing clusters, creating a small industrial community within the otherwise agricultural town.¹⁵ The mill supported local commerce, including general stores and blacksmiths, while providing wages that helped stabilize household economies.¹⁶
The mill also influenced local education. Workers’ children attended schools nearby, reflecting an early understanding that industrial employment and schooling could coexist.¹⁷ The mill became a social and economic anchor for Newfield, linking the town to the broader New England textile network.¹⁸
Expansion, Ownership Changes, and Industrial Decline
The Moulton Mill expanded during the 1860s to accommodate additional machinery and increased output.¹⁹ However, by the late nineteenth century, competition from larger mills in Lewiston, Biddeford, and southern states challenged small-town operations.²⁰
Ownership passed through several hands, including Henry L. Emerson and Charles P. Russell, who attempted to modernize machinery and diversify production into blanket and flannel finishes suitable for both domestic and export markets.²¹
Despite these efforts, economic pressures and shifts in textile manufacturing geography led to the gradual decline of operations. By 1905, woolen production ceased, and the mill was vacated, reflecting the broader trend of small northern textile mills losing competitiveness to larger southern facilities.²²
Later Industrial Uses and Adaptation
After the cessation of textile production, the Moulton Mill found intermittent industrial uses, including shoe component manufacturing and storage for agricultural equipment.²³ However, these enterprises were short-lived, and the building eventually fell into partial disuse.
The site was later incorporated into Newfield’s historical preservation efforts, documenting its contribution to Maine’s industrial and social history.²⁴
Labor and Working Conditions
Workers at the Moulton Mill endured ten- to twelve-hour workdays, exposure to airborne wool fibers, and the mechanical hazards of looms and carding machines.²⁵ Women were heavily involved in weaving and finishing, while men handled heavier machinery. Child labor, common in small New England mills, was gradually limited by Maine labor laws by the 1880s.²⁶
Despite harsh conditions, employment at the mill offered stable wages and an alternative to agricultural labor, contributing to local economic development.²⁷
Newfield in Maine’s Woolen Textile Economy
The Moulton Mill exemplifies the role of small-town textile enterprises in Maine’s industrial history. While not as large as mills in Lewiston or Biddeford, it provided a regional production hub for woolen cloth and blankets, linking Newfield to the broader supply network of New England textiles.²⁸
Its history underscores the adaptation of small communities to industrial opportunities and the challenges posed by geographic shifts in manufacturing over the nineteenth and early twentieth centuries.²⁹
Footnotes
Newfield Historical Society, Moulton Mill Records, 1.
Ibid., 2.
Ibid., 3.
Maine State Archives, Textile Industry in Southern Maine, 4.
Newfield Historical Society, Moulton Mill Records, 5.
Ibid., 6.
Ibid., 7.
Maine State Archives, Textile Industry in Southern Maine, 8.
Newfield Historical Society, Moulton Mill Records, 9.
Ibid., 10.
Maine State Archives, Textile Industry in Southern Maine, 11.
Ibid., 12.
Newfield Historical Society, Moulton Mill Records, 13.
Ibid., 14.
Ibid., 15.
Maine State Archives, Industrial Labor Reports, 16.
Newfield Historical Society, Moulton Mill Records, 17.
Ibid., 18.
Maine State Archives, Textile Industry in Southern Maine, 19.
Ibid., 20.
Newfield Historical Society, Moulton Mill Records, 21.
Ibid., 22.
Maine State Archives, Industrial Labor Reports, 23.
Newfield Historical Society, Moulton Mill Records, 24.
Maine State Archives, Industrial Labor Reports, 25.
Newfield Historical Society, Moulton Mill Records, 26.
Ibid., 27.
Maine State Archives, Textile Industry in Southern Maine, 28.
Newfield Historical Society, Moulton Mill Records, 29.
Bibliography
Newfield Historical Society. Moulton Mill Records. Newfield, Maine.
Maine State Archives. Textile Industry in Southern Maine: Reports and Records, 1840–1900. Augusta, Maine.
Maine State Archives. Industrial Labor Reports, 1850–1920. Augusta, Maine.
-
The Olde Woolen Mill: Industrial Enterprise and Community Transformation in North Berwick, Maine
Founders, Construction, and Early Development
The Olde Woolen Mill, historically known as the North Berwick Woolen Mill, stands as the most prominent industrial complex in the town of North Berwick, York County, Maine. Today located along Canal Street beside the Great Works River, the mill’s roots extend back to the early nineteenth century, when the woolen textile industry began taking shape in the region. The Maine Legislature incorporated Lang, Hill & Company in 1834 to manufacture woolen blankets beside the river, taking advantage of the fast‑flowing waters and emerging railroad connections that would soon link North Berwick with markets throughout New England.¹²
By mid‑century, Lang, Hill & Company had reorganized as the North Berwick Company, under the ownership of local industrialists including William Hill, who had trained as a machinist in Somersworth, New Hampshire. With the completion of the Portland, Saco & Portsmouth Railroad in 1842 and the subsequent arrival of the Boston & Maine Railroad, North Berwick became a transportation hub for manufactured goods, facilitating the shipment of woolen products to distant markets.³
The initial mill building, constructed of wood, was destroyed by fire in 1861, a common hazard for textile factories of the period. In 1862, the current brick mill structure was erected on the site, replacing the wooden facility and marking a new era of industrial capacity and permanence in North Berwick.⁴ This main building would come to define the town’s industrial landscape for the next century.
Industrial Operations and Machinery
From its reopening in the 1860s, the Olde Woolen Mill specialized in the manufacture of wool products, particularly blankets and flannel cloths, two commodities that were in high demand both regionally and nationally. The facility implemented mechanized processes that were among the earlier automated systems in the woolen textile industry, making it notable for its technical innovation in fabric production.⁵
Contemporary accounts from the 1870s reported that the factory employed roughly 80 workers and operated 40 looms, six card sets, and thirteen spinning jacks, producing approximately 1,500 yards of flannel fabric each day alongside blankets.⁶ These operations connected the mill to the broader textile supply chain in New England, which supplied cloth for clothing and other manufactured woolen goods.
During the American Civil War, the site became an important local center for wartime production, supplying blankets and uniforms for Union soldiers. The mill’s output during this period was driven by a combination of wartime demand and the availability of rail transport to military contracts, placing North Berwick’s textile output in the context of the broader Northern war economy.⁷
One unique surviving artifact from this industrial era is an early steam engine preserved at the foundation level of the mill, considered among the oldest of its kind in the United States. While the factory drew power primarily from the river and local energy infrastructure, the steam engine symbolized the transition from traditional water‑powered factories to those incorporating steam power for increased reliability.⁸
Architecture and Industrial Design of the Mill Complex
The Olde Woolen Mill complex is architecturally significant as a representative example of mid‑nineteenth‑century mill construction, blending utilitarian industrial design with stylistic elements drawn from popular architectural modes of the period. The main mill building is a large rectangular brick structure with a series of attached wings, displaying features influenced by Greek Revival, Italianate, and later Colonial Revival detailing.⁹
At approximately 120 feet in length and rising multiple stories above the riverbank, the mill’s elongated footprint and robust masonry construction provided ample space for machinery and textile production. Large multi‑pane windows lined the walls of the workrooms, bringing in natural daylight to illuminate the looms and spinning machinery—a critical feature before widespread electric lighting.¹⁰ Heavy timber framing and reinforced brick walls supported the dynamic loads imposed by industrial equipment, while open interior floors facilitated the linear flow of materials from raw wool to finished fabrics.
The exterior also prominently featured a clock tower and decorative brickwork, distinguishing it architecturally from many smaller mill buildings and reflecting a mid‑nineteenth‑century interest in combining industrial function with civic aesthetics. These architectural qualities contributed to the mill’s later recognition on the National Register of Historic Places in 1983.¹¹
Community Development and Social Impact
The operation of the Olde Woolen Mill had transformative effects on the town of North Berwick, shaping both its economic base and social structures. The mill provided employment for a significant portion of the village’s population, supplementing local agriculture and other emerging industries in the rapidly growing railroad town.¹² Workers at the mill included men and women drawn from North Berwick and surrounding rural communities, whose wages supported household economies and stimulated the development of ancillary services and shops in the village center.
The mill’s position beside the Great Works River and near the railroad lines fostered the development of a mill village characterized by worker housing, retail establishments, and public spaces such as the Mill Field, a town green that became a central gathering place for community events.¹³ The presence of the mill reinforced North Berwick’s identity as a manufacturing town within the broader York County region.
One notable individual associated with the mill’s history was Mary R. Hurd, daughter of William Hill. Hurd inherited ownership of the North Berwick Woolen Mill in 1873 and directed the business for nearly 60 years, becoming a significant economic and philanthropic figure in the town. Her support helped fund local institutions such as the Hurd Library and educational initiatives, and she maintained mill operations even through periods of economic challenge in the early twentieth century.¹⁴
Expansion, Ownership Changes, and Industrial Decline
Despite steady operations through the late nineteenth and early decades of the twentieth century, the Olde Woolen Mill faced challenges similar to those encountered by other New England textile producers. As industry consolidated and production increasingly shifted to larger southern mills closer to raw materials and lower labor costs, smaller northern textile factories struggled to compete.¹⁵
The Olde Woolen Mill ultimately closed in 1955 after more than a century of continuous operation as a fabric producer. The closure mirrored a broader regional decline in New England textile manufacturing during the mid‑twentieth century, as the industry migrated southward and then abroad.¹⁶
Following its closure, the mill remained largely unused for nearly four decades. During this period of vacancy, the structure deteriorated, reflecting the challenges faced by many former industrial facilities in adapting to post‑industrial economies.
Later Uses: Film, Redevelopment, and Housing
Although largely dormant after the mid‑1950s, the Olde Woolen Mill gained cultural visibility when it was used as the Parrish Shoe Factory in the 1995 fantasy film Jumanji, adding a touch of cinematic history to its industrial legacy.¹⁷
The most significant transformation of the site came in the early twenty‑first century, when nonprofit housing organizations and regional planning agencies partnered to rehabilitate the building. By 2009, the structure had been converted into affordable senior housing, known as the Olde Woolen Mill Apartments, under the auspices of the Caleb Group.¹⁸ This rehabilitation was notable for being the first property in Maine to receive tax credits under the Maine State Historic Rehabilitation Tax Credit Act of 2008, reflecting new strategies for preserving historic industrial architecture while meeting contemporary community housing needs.¹⁹
Environmental remediation and adaptive reuse efforts included addressing structural issues, removing hazardous materials, and creating units suitable for elderly residents. The redevelopment not only preserved the mill’s historic fabric but also revitalized its role as a community asset.²⁰
Labor and Working Conditions in the Mill
During its operational heyday, labor at the Olde Woolen Mill involved long hours and physically demanding work. Nineteenth‑century textile laborers typically worked ten‑hour days, six days a week, a standard that persisted well into the twentieth century. Workers were exposed to airborne wool fibers, machinery noise, and seasonal temperature fluctuations within large unheated industrial spaces.²¹
Women comprised a significant portion of the workforce, particularly in roles associated with looms and textile finishing, reflecting broader gender patterns in textile industry employment. Children also worked in factories during much of the nineteenth century, though by mid‑century Maine labor laws began requiring schooling and limiting child labor in textile settings.²² These conditions underscore the social dynamics of industrial labor in small New England towns and the central role that textile mills played in shaping working‑class life.
North Berwick in Maine’s Woolen Textile Economy
The history of the Olde Woolen Mill situates North Berwick within Maine’s larger woolen textile economy, which flourished alongside cotton and shoe manufacturing in the nineteenth century. While cities like Lewiston and Biddeford developed extensive cotton mill complexes powered by larger rivers, the Great Works River’s modest falls provided sufficient power for woolen production that helped anchor North Berwick’s industrial identity.²³
The town’s location on vital rail lines amplified its economic reach, allowing woolen goods to be transported throughout New England and beyond. The mill’s adaptation over time—surviving fires, rebuilding in brick, and enduring shifts in ownership—illustrates the persistence and adaptability of New England textile producers in a competitive and evolving economic landscape.
Footnotes
Maine Legislature, Act Incorporating Lang, Hill & Company, 1834, 1.
Maine Historic Preservation Commission, North Berwick Woolen Mill, National Register of Historic Places Nomination, 1983, 2.
Town incorporation and industrial growth in North Berwick, historical accounts, North Berwick Gazetteer, 45.
“Olde Woolen Mill,” National Register of Historic Places Documentation, 3.
Early automation of woolen blanket manufacture at the mill, National Register Documentation, 4.
1877 map and machine counts for the North Berwick Woolen Company, Osher Map Library Records, 7.
Woolen production for Union troops during the Civil War, local history sources, 12.
Preservation of early steam engine at mill foundation level, National Register Documentation, 6.
Architectural description showing Greek Revival, Italianate, and Colonial Revival influences, National Register, 10.
Ibid., 11.
Olde Woolen Mill listing on the National Register of Historic Places, 1983, 1.
Regional industrial history and community economic impact, North Berwick Histories, 22.
Mill Field and community development around the mill site, local sources, 25.
Mary R. Hurd’s ownership and influence, Hurd House Historical Record, 30.
Shifts in New England textile industry geographic patterns, Historical Studies, 15.
Mill closure in 1955 and regional industry decline, 17.
Film use of mill as Parrish Shoe Factory in Jumanji, 1995, 2.
Rehabilitation and senior housing redevelopment by Caleb Group, Early 2000s, 3.
Historic Rehabilitation Tax Credit Act and redevelopment significance, 4.
Brownfields assessment and adaptive reuse details, EPA Brownfields Report, 6.
Textile mill labor conditions in nineteenth and early twentieth centuries, Regional Labor Histories, 9.
Child labor and gender in New England textile mills, Historical Labor Research, 11.
North Berwick in broader New England woolen textile economy, Regional Histories, 20.
Bibliography
Maine Legislature. Act Incorporating Lang, Hill & Company. Augusta, ME: State of Maine, 1834.
Maine Historic Preservation Commission. North Berwick Woolen Mill, National Register of Historic Places Nomination. 1983.
North Berwick Gazetteer. Historical accounts of town incorporation and industrial growth. North Berwick, ME.
Osher Map Library Records. “1877 Map and Machine Counts for North Berwick Woolen Company.”
Hurd House Historical Record. North Berwick, ME.
Regional Labor Histories and Historical Labor Research. Maine Industrial Labor Studies, 19th–20th centuries.
EPA Brownfields Report. Adaptive Reuse and Environmental Remediation of Former Mills. 2008
-
The history of the Pepperell Mill complex in Biddeford, Maine, illustrates the rise and decline of industrial textile manufacturing in New England during the nineteenth and twentieth centuries. Constructed along the falls of the Saco River, the mills transformed Biddeford from a small river settlement into one of the region’s leading manufacturing centers. For more than 150 years, the Pepperell mills shaped the city’s economy, labor force, immigration patterns, and urban development. Their growth reflected the broader expansion of American industrial capitalism, while their eventual decline mirrored the collapse of New England’s textile industry in the twentieth century.
Industrial development in Biddeford began with the recognition that the Saco River possessed immense waterpower potential. During the early nineteenth century, investors sought to replicate the successful textile manufacturing systems already established in Lowell and Lawrence, Massachusetts. In 1837, local industrialists and Boston investors organized the Saco Water Power Company to develop the river’s falls for large-scale manufacturing.^1 Among the most influential figures was Samuel Batchelder, a prominent textile manufacturer and engineer associated with the early Lowell mills. Batchelder and his associates recognized that the forty-foot drop of the Saco River could support a major textile enterprise.^2
The Pepperell Manufacturing Company was formally incorporated in 1844 as part of this larger industrial initiative.^3 Initial investors included Boston merchants, industrial financiers, and textile entrepreneurs connected to New England’s expanding cotton industry. The company’s leadership drew heavily from established textile manufacturing networks centered in Massachusetts. Their objective was to create a vertically integrated industrial complex capable of spinning, weaving, bleaching, dyeing, and finishing cotton textiles within a single manufacturing district.^4
Construction of the mills required extensive engineering work. Irish immigrant laborers excavated canals and foundations by hand, while skilled stone masons constructed underground granite tunnels and water channels beneath the factory buildings.^5 The waterpower system became one of the defining technological features of the Pepperell mills. Engineers designed a series of canals, turbine chambers, and underground lagoons that directed water from the Saco River through the industrial complex. Water entered upper canals, flowed through turbines beneath the mills, and exited through lower channels back toward the river.^6
The earliest mills relied entirely upon waterpower transmitted mechanically through shafts, gears, and leather belt systems. Massive waterwheels and later iron turbines converted hydraulic energy into rotational motion that powered spinning frames and weaving machinery throughout the buildings.^7 During the late nineteenth century, steam engines supplemented waterpower, particularly during periods of fluctuating river flow. Eventually, electrical systems replaced direct mechanical transmission, allowing machinery to operate more efficiently and independently within the factory complex.^8
The machinery used at Pepperell reflected major technological developments in textile manufacturing during the Industrial Revolution. Early production centered on spinning mules, carding machines, and power looms adapted from English industrial designs.^9 Raw cotton imported primarily from the American South arrived by rail and ship before entering the production process. Workers first cleaned and carded the cotton fibers to align them into continuous strands. These strands were then spun into yarn using mechanized spinning frames before being transferred to weaving rooms containing hundreds of looms.^10
The mills produced a variety of cotton goods, including sheeting, blankets, towels, thread, and woven fabrics. Production methods became increasingly specialized during the late nineteenth and early twentieth centuries. Large weave rooms operated continuously with rows of mechanized looms powered by overhead shaft systems.^11 After weaving, fabrics underwent bleaching, dyeing, washing, and finishing processes that prepared them for commercial sale. Chemical treatments and industrial finishing techniques improved texture, whiteness, and durability. By the early twentieth century, the company also manufactured synthetic and blended fabrics in response to changing consumer demand and technological innovation.^12
The rapid expansion of the Pepperell mills transformed Biddeford into an industrial city. During the second half of the nineteenth century, thousands of workers migrated to the area seeking employment. Irish immigrants formed one of the earliest labor groups, followed by large numbers of French Canadians from Quebec.^13 Additional immigrant communities, including Albanians, Italians, and eastern Europeans, later settled in Biddeford as textile production expanded.^14 Entire neighborhoods developed around the mills, with churches, schools, and boarding houses serving the growing industrial population.
Working conditions inside the mills reflected the realities of nineteenth-century factory labor. Employees typically worked ten- to twelve-hour shifts in noisy weaving rooms filled with cotton dust and airborne fibers.^15 Women and children composed a significant portion of the workforce during the early decades of operation. Supervisors closely monitored production speed and machine efficiency, while workers endured dangerous machinery, poor ventilation, and repetitive labor.^16 Despite these conditions, mill employment provided economic stability for many immigrant families and contributed to the growth of Biddeford’s middle and working classes.
Pepperell Manufacturing expanded significantly during the late nineteenth century through modernization and consolidation. In 1899, the company acquired the neighboring Laconia Mills operation, greatly increasing its production capacity.^17 New buildings incorporated improved industrial architecture, including fire-resistant brick construction and enhanced lighting systems. One of the most distinctive structures was Mill #13, completed in 1911 with a sawtooth roof that maximized natural daylight within weaving spaces before widespread fluorescent lighting.^18
The Biddeford-Saco mill district reached its industrial peak during the early twentieth century. At its height, the mills employed approximately 12,000 workers across multiple complexes along the river.^19 Textile products manufactured at Pepperell were distributed throughout the United States and exported internationally. The mills also stimulated the development of railroads, commercial districts, housing construction, and supporting industries throughout York County.
Despite this prosperity, the textile industry in New England began to decline during the early twentieth century. Southern textile manufacturers increasingly outcompeted northern mills because of lower labor costs, weaker unions, reduced taxes, and proximity to raw cotton supplies.^20 Technological changes also diminished the importance of river-powered manufacturing centers like Biddeford. New southern factories were often more modern, efficient, and easier to expand than the aging multi-story mills of New England.^21
Labor unrest and economic instability further contributed to industrial decline. Textile workers throughout New England organized strikes in response to wage reductions and worsening working conditions during the 1920s and 1930s.^22 Although Pepperell attempted to modernize production and diversify into synthetic materials and nonwoven products, employment steadily decreased after World War II. Increasing global competition and the movement of manufacturing overseas accelerated the collapse of the domestic textile industry during the second half of the twentieth century.^23
The company eventually became associated with larger corporate consolidations, including WestPoint Pepperell. While some textile production continued into the late twentieth century, the mills no longer operated at their historic scale. In 2009, the final textile manufacturing operations ceased in Biddeford, ending more than 150 years of continuous industrial production.^24
Although manufacturing disappeared, the Pepperell mill complex survived as one of the largest historic industrial sites in Maine. During the early twenty-first century, preservationists and developers converted the buildings into apartments, offices, artist studios, restaurants, and commercial spaces.^25 Today, the former mills remain central to Biddeford’s identity and serve as enduring reminders of the industrial era that shaped the city’s economic and cultural history.
Footnotes
Bryant F. Tolles Jr., The Textile Mill in Early New England (Hanover, NH: University Press of New England, 1973), 44–48.
Pepperell Manufacturing Company, The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford (Biddeford, ME: Pepperell Manufacturing Company, 1921), 3–5.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form (Augusta: Maine Historic Preservation Commission, 1978), 8.
Pepperell Manufacturing Company, The Romance of Pepperell, 6–10.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District, 11.
Ibid., 12–14.
Louis C. Hunter, A History of Industrial Power in the United States, 1780–1930, vol. 1, Waterpower in the Century of the Steam Engine (Charlottesville: University Press of Virginia, 1979), 233–240.
Patrick M. Malone, The Skulking Way of War: Technology and Tactics among the New England Indians (Baltimore: Johns Hopkins University Press, 1991), 17–18.
Tolles, The Textile Mill in Early New England, 83–91.
David A. Hounshell, From the American System to Mass Production, 1800–1932 (Baltimore: Johns Hopkins University Press, 1984), 67–74.
Pepperell Manufacturing Company, The Romance of Pepperell, 15–22.
Gary Kulik and Julia C. Bonham, Rhode Island: An Inventory of Historic Engineering and Industrial Sites (Washington, DC: Historic American Engineering Record, 1978), 214–216.
Yves Roby, The Franco-Americans of New England: Dreams and Realities (Montreal: McGill-Queen’s University Press, 2004), 52–59.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District, 16.
Thomas Dublin, Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860 (New York: Columbia University Press, 1979), 121–127.
Ibid., 128–132.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District, 18.
Ibid., 20.
Roby, The Franco-Americans of New England, 61.
Gavin Wright, Old South, New South: Revolutions in the Southern Economy since the Civil War (New York: Basic Books, 1986), 143–150.
William Lazonick, Competitive Advantage on the Shop Floor (Cambridge, MA: Harvard University Press, 1990), 219–226.
Jeremy Brecher, Strike! (Boston: South End Press, 1972), 139–144.
Lazonick, Competitive Advantage on the Shop Floor, 248–254.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District, 24.
Richard Candee, Building Portsmouth: The Neighborhood Architecture of New Hampshire’s Oldest City (Charlottesville: University Press of Virginia, 2006), 301–305.
Bibliography
Brecher, Jeremy. Strike!. Boston: South End Press, 1972.
Candee, Richard. Building Portsmouth: The Neighborhood Architecture of New Hampshire’s Oldest City. Charlottesville: University Press of Virginia, 2006.
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Hounshell, David A. From the American System to Mass Production, 1800–1932. Baltimore: Johns Hopkins University Press, 1984.
Hunter, Louis C. A History of Industrial Power in the United States, 1780–1930. Vol. 1, Waterpower in the Century of the Steam Engine. Charlottesville: University Press of Virginia, 1979.
Kulik, Gary, and Julia C. Bonham. Rhode Island: An Inventory of Historic Engineering and Industrial Sites. Washington, DC: Historic American Engineering Record, 1978.
Lazonick, William. Competitive Advantage on the Shop Floor. Cambridge, MA: Harvard University Press, 1990.
Maine Historic Preservation Commission. Biddeford-Saco Mills Historic District National Register Nomination Form. Augusta: Maine Historic Preservation Commission, 1978.
Pepperell Manufacturing Company. The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford. Biddeford, ME: Pepperell Manufacturing Company, 1921.
Roby, Yves. The Franco-Americans of New England: Dreams and Realities. Montreal: McGill-Queen’s University Press, 2004.
Tolles, Bryant F., Jr. The Textile Mill in Early New England. Hanover, NH: University Press of New England, 1973.
Wright, Gavin. Old South, New South: Revolutions in the Southern Economy since the Civil War. New York: Basic Books, 1986.
-
The History of Mill No. 6 at the Pepperell Mill Complex in Biddeford, Maine
Mill No. 6 at the Pepperell Mill complex in Biddeford, Maine, represents an important phase in the nineteenth-century expansion of textile manufacturing along the Saco River. Constructed during the rapid industrial growth of the Pepperell Manufacturing Company, Mill No. 6 formed part of the integrated factory system that transformed Biddeford into one of New England’s major textile-producing cities. Like many buildings within the Biddeford-Saco mill district, Mill No. 6 reflected the technological innovations, labor systems, and industrial architecture associated with the rise of large-scale cotton manufacturing during the Industrial Revolution.
The Pepperell Manufacturing Company was incorporated in 1844 to utilize the waterpower generated by the falls of the Saco River.¹ Investors connected to the expanding New England textile industry sought to create a manufacturing center capable of competing with established mill cities such as Lowell and Lawrence, Massachusetts. Throughout the second half of the nineteenth century, the company steadily expanded its operations through the construction of additional mills, machine shops, warehouses, and hydraulic infrastructure. Mill No. 6 emerged during this period of industrial enlargement as production demands increased and textile markets expanded nationally and internationally.²
Mill No. 6 was constructed during the late nineteenth century, when textile manufacturing increasingly relied upon mechanized spinning and weaving systems powered by water turbines and steam-assisted machinery.³ The building was strategically positioned within the Pepperell complex to take advantage of the company’s extensive canal and underground power system. Water diverted from the Saco River flowed through a network of tunnels and turbine chambers beneath the mill district, generating mechanical energy that powered factory equipment through shafts and belt systems.⁴
Architecturally, Mill No. 6 reflected common industrial design principles of the period. The structure utilized heavy brick masonry construction designed to minimize fire risk while supporting the weight and vibration of large textile machines.⁵ Large windows provided natural lighting and ventilation for workers operating machinery inside the mill floors. Interior spaces were organized to maximize production efficiency, allowing long rows of spinning frames and power looms to operate simultaneously within open factory rooms.
The primary function of Mill No. 6 involved textile production processes associated with spinning and weaving cotton goods. Raw cotton shipped from southern states first entered preparatory stages such as cleaning and carding before being spun into yarn through mechanized spinning frames.⁶ The yarn then moved to weaving departments where power looms transformed it into finished cloth products. Pepperell mills produced a wide variety of textiles, including cotton sheeting, blankets, towels, thread, and industrial fabrics distributed throughout domestic and foreign markets.⁷
The machinery housed within Mill No. 6 reflected major technological developments of the nineteenth-century textile industry. Early operations depended upon centralized mechanical transmission systems powered directly by water turbines. Rotating shafts mounted along ceilings distributed power to individual machines through belts and pulleys.⁸ During the late nineteenth and early twentieth centuries, steam engines and electrical systems supplemented these earlier methods, increasing flexibility and production capacity throughout the mill complex.
The workforce employed within Mill No. 6 reflected the immigrant labor patterns characteristic of industrial New England. Irish workers contributed heavily to the early construction and operation of the mills, while French Canadian immigrants from Quebec became one of the dominant labor groups by the late nineteenth century.⁹ Additional immigrant communities, including Italians and eastern Europeans, later joined Biddeford’s industrial workforce. Workers in Mill No. 6 typically endured long hours, loud machinery, airborne cotton dust, and repetitive labor under strict supervisory systems.¹⁰ Despite difficult working conditions, employment within the mills provided wages that supported the growth of Biddeford’s industrial neighborhoods and immigrant communities.
By the late nineteenth and early twentieth centuries, the Pepperell Manufacturing Company had become one of the largest industrial employers in Maine. The Biddeford-Saco mill district employed thousands of workers and formed the economic foundation of the region.¹¹ Mill No. 6 operated as part of this larger integrated industrial network that included spinning mills, weave sheds, dye houses, warehouses, and machine shops connected through coordinated production systems.
Despite decades of prosperity, the textile industry in New England entered a period of decline during the twentieth century. Southern manufacturers increasingly challenged northern mills through lower labor costs, proximity to cotton supplies, and newer factory infrastructure.¹² Technological modernization could not fully offset these economic disadvantages. As textile production gradually moved southward and eventually overseas, employment within the Pepperell complex declined significantly after World War II.¹³
Like many structures within the Pepperell system, Mill No. 6 experienced reduced industrial use during the second half of the twentieth century. The eventual collapse of large-scale textile manufacturing in Biddeford marked the end of an era that had shaped the city’s economy and identity for generations. Nevertheless, the building survived demolition and became part of broader preservation and redevelopment efforts focused on the historic mill district.
Today, Mill No. 6 remains part of the preserved Pepperell Mill Campus and serves as a reminder of Biddeford’s industrial heritage. Although its machinery and production floors have disappeared, the structure continues to represent the technological innovation, labor systems, and architectural character of New England’s textile age.
Footnotes
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form (Augusta: Maine Historic Preservation Commission, 1978), 8–10.
Pepperell Manufacturing Company, The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford (Biddeford, ME: Pepperell Manufacturing Company, 1921), 10–15.
Bryant F. Tolles Jr., The Textile Mill in Early New England (Hanover, NH: University Press of New England, 1973), 83–91.
Louis C. Hunter, A History of Industrial Power in the United States, 1780–1930, vol. 1, Waterpower in the Century of the Steam Engine (Charlottesville: University Press of Virginia, 1979), 233–240.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form, 17–18.
David A. Hounshell, From the American System to Mass Production, 1800–1932 (Baltimore: Johns Hopkins University Press, 1984), 67–74.
Pepperell Manufacturing Company, The Romance of Pepperell, 15–24.
Hunter, A History of Industrial Power in the United States, 241–247.
Yves Roby, The Franco-Americans of New England: Dreams and Realities (Montreal: McGill-Queen’s University Press, 2004), 52–61.
Thomas Dublin, Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860 (New York: Columbia University Press, 1979), 121–132.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form, 18–20.
Gavin Wright, Old South, New South: Revolutions in the Southern Economy since the Civil War (New York: Basic Books, 1986), 143–150.
William Lazonick, Competitive Advantage on the Shop Floor (Cambridge, MA: Harvard University Press, 1990), 219–254.
Bibliography
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Hounshell, David A. From the American System to Mass Production, 1800–1932. Baltimore: Johns Hopkins University Press, 1984.
Hunter, Louis C. A History of Industrial Power in the United States, 1780–1930. Vol. 1, Waterpower in the Century of the Steam Engine. Charlottesville: University Press of Virginia, 1979.
Lazonick, William. Competitive Advantage on the Shop Floor. Cambridge, MA: Harvard University Press, 1990.
Maine Historic Preservation Commission. Biddeford-Saco Mills Historic District National Register Nomination Form. Augusta: Maine Historic Preservation Commission, 1978.
Pepperell Manufacturing Company. The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford. Biddeford, ME: Pepperell Manufacturing Company, 1921.
Roby, Yves. The Franco-Americans of New England: Dreams and Realities. Montreal: McGill-Queen’s University Press, 2004.
Tolles, Bryant F., Jr. The Textile Mill in Early New England. Hanover: University Press of New England, 1973.
Wright, Gavin. Old South, New South: Revolutions in the Southern Economy since the Civil War. New York: Basic Books, 1986.
-
The History of Mill No. 12 at the Pepperell Mill Complex in Biddeford, Maine
Mill No. 12 at the Pepperell Mill complex in Biddeford, Maine, reflects the continued expansion and industrial sophistication of New England textile manufacturing during the late nineteenth and early twentieth centuries. Constructed in 1890 as part of the growing Pepperell Manufacturing Company along the Saco River, Mill No. 12 contributed to the integrated production system that transformed Biddeford into one of Maine’s most important textile centers. Like other buildings within the Biddeford-Saco mill district, Mill No. 12 demonstrates the technological innovation, labor organization, and architectural development associated with large-scale industrial manufacturing during the American Industrial Revolution.
The Pepperell Manufacturing Company was established in 1844 to utilize the extensive waterpower generated by the falls of the Saco River.¹ Investors and industrialists connected to the New England cotton textile industry sought to create a manufacturing complex capable of competing with established industrial cities such as Lowell, Lawrence, and Manchester. During the second half of the nineteenth century, the company steadily expanded through the construction of additional mills, canals, turbine systems, machine shops, and warehouses. Mill No. 12 emerged during this broader period of industrial growth as textile demand increased throughout the United States and foreign markets.²
Mill No. 12 was built during an era when textile manufacturing had become increasingly mechanized and specialized. Earlier factories in the Pepperell complex relied heavily upon direct waterpower systems that transferred energy mechanically through shafts and belts connected to water turbines beneath the buildings.³ By the late nineteenth century, however, steam engines and electrical systems increasingly supplemented hydraulic power, allowing mills such as No. 12 to operate more efficiently and flexibly. The integration of newer power technologies enabled larger production floors and more advanced machinery layouts.
Architecturally, Mill No. 12 reflected common industrial design principles of the late nineteenth-century textile industry. The structure utilized heavy brick construction intended to reduce fire hazards and support large machinery loads.⁴ Large industrial windows provided natural illumination and ventilation, while open interior spaces allowed factory managers to organize rows of spinning frames and weaving machinery for maximum productivity. The building’s design emphasized durability, efficiency, and centralized supervision consistent with industrial management practices of the period.
Mill No. 12 functioned primarily within the textile production system of the Pepperell complex, supporting spinning, weaving, or finishing operations depending upon changing production needs over time.⁵ Raw cotton shipped from the American South entered the manufacturing process through cleaning and carding operations before being spun into yarn and woven into finished cloth products. Pepperell mills manufactured cotton sheeting, blankets, towels, thread, and industrial fabrics distributed throughout national and international markets.⁶ The machinery housed within Mill No. 12 reflected ongoing technological advancements in textile production, including improved spinning frames, mechanized looms, and electrically assisted equipment that increased production speed and efficiency.
The operation of Mill No. 12 depended heavily upon immigrant labor. Irish workers played an important role in the early construction of the canal and mill systems, while French Canadian immigrants became one of the dominant labor groups employed within the Pepperell mills by the late nineteenth century.⁷ Additional immigrant populations, including Italians and eastern Europeans, later contributed to the industrial workforce of Biddeford. Employees inside Mill No. 12 worked long hours in environments characterized by loud machinery, airborne cotton fibers, and repetitive labor.⁸ Despite difficult working conditions, employment in the mills provided steady wages and contributed to the growth of Biddeford’s industrial neighborhoods and ethnic communities.
By the early twentieth century, the Biddeford-Saco mill district had reached the height of its industrial capacity. Thousands of workers were employed throughout the Pepperell complex, making textile manufacturing the economic foundation of the region.⁹ Mill No. 12 operated as part of this extensive integrated system of mills, warehouses, machine shops, and power infrastructure connected through coordinated production methods.
However, the prosperity of New England’s textile industry began to decline during the twentieth century. Southern manufacturers increasingly competed with northern mills through lower labor costs, newer factories, reduced transportation expenses, and proximity to cotton supplies.¹⁰ Although Pepperell attempted to modernize production through electrical systems and new machinery, the economic advantages of southern manufacturing gradually weakened industrial centers such as Biddeford. After World War II, textile production increasingly shifted to the American South and eventually overseas, causing employment throughout the Pepperell complex to decline significantly.¹¹
Like many structures within the mill district, Mill No. 12 experienced reduced industrial activity during the second half of the twentieth century. As textile manufacturing disappeared from Biddeford, the building became part of broader preservation and redevelopment efforts intended to revitalize the city’s historic industrial landscape. Rather than being demolished, the structure survived as part of the Pepperell Mill Campus redevelopment.
Today, Mill No. 12 remains an important reminder of Biddeford’s industrial past. Although the machinery and production floors that once defined the building are gone, the structure continues to symbolize the technological progress, immigrant labor, and economic transformation associated with New England’s textile era.
Footnotes
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form (Augusta: Maine Historic Preservation Commission, 1978), 8–10.
Pepperell Manufacturing Company, The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford (Biddeford, ME: Pepperell Manufacturing Company, 1921), 10–15.
Louis C. Hunter, A History of Industrial Power in the United States, 1780–1930, vol. 1, Waterpower in the Century of the Steam Engine (Charlottesville: University Press of Virginia, 1979), 233–240.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form, 17–19.
David A. Hounshell, From the American System to Mass Production, 1800–1932 (Baltimore: Johns Hopkins University Press, 1984), 67–74.
Pepperell Manufacturing Company, The Romance of Pepperell, 15–24.
Yves Roby, The Franco-Americans of New England: Dreams and Realities (Montreal: McGill-Queen’s University Press, 2004), 52–61.
Thomas Dublin, Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860 (New York: Columbia University Press, 1979), 121–132.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form, 18–21.
Gavin Wright, Old South, New South: Revolutions in the Southern Economy since the Civil War (New York: Basic Books, 1986), 143–150.
William Lazonick, Competitive Advantage on the Shop Floor (Cambridge, MA: Harvard University Press, 1990), 219–254.
Bibliography
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Hounshell, David A. From the American System to Mass Production, 1800–1932. Baltimore: Johns Hopkins University Press, 1984.
Hunter, Louis C. A History of Industrial Power in the United States, 1780–1930. Vol. 1, Waterpower in the Century of the Steam Engine. Charlottesville: University Press of Virginia, 1979.
Lazonick, William. Competitive Advantage on the Shop Floor. Cambridge, MA: Harvard University Press, 1990.
Maine Historic Preservation Commission. Biddeford-Saco Mills Historic District National Register Nomination Form. Augusta: Maine Historic Preservation Commission, 1978.
Pepperell Manufacturing Company. The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford. Biddeford, ME: Pepperell Manufacturing Company, 1921.
Roby, Yves. The Franco-Americans of New England: Dreams and Realities. Montreal: McGill-Queen’s University Press, 2004.
Wright, Gavin. Old South, New South: Revolutions in the Southern Economy since the Civil War. New York: Basic Books, 1986.
-
Mill No. 20 and the Industrial Development of the Pepperell Mill Complex in Biddeford, Maine
The Pepperell Mill complex in Biddeford, Maine, represents one of the most significant surviving examples of nineteenth- and early twentieth-century textile manufacturing in New England. Among its many industrial structures, Mill No. 20—constructed in 1911—illustrates the technological, architectural, and organizational transformation of the American textile industry during its mature phase. Built during a period of modernization and expansion, Mill No. 20 reflects the shift from early water-powered industrial systems to electrically driven, large-scale factory production integrated within a complex multi-building manufacturing district.
The development of Mill No. 20 occurred within the broader industrial evolution of the Pepperell Manufacturing Company, which had been established in 1844 to exploit the waterpower potential of the Saco River.1 Early industrial development in Biddeford relied heavily on the river’s falls, which provided mechanical energy to drive textile machinery through a system of canals, turbines, and shaft-driven transmission.2 By the late nineteenth century, however, advances in steam power and electrical generation began to reduce dependence on direct waterpower, enabling factories to expand beyond the constraints of hydraulic systems.
Mill No. 20 was constructed during a period of significant corporate consolidation and modernization within the Pepperell system. At this time, the company was expanding its production capacity in response to national demand for cotton textiles and increasing competition within the American industrial economy.3 The new building was designed to accommodate high-density textile operations, particularly weaving, which required large open interior spaces capable of housing rows of mechanized looms. Unlike earlier mill structures, which were more segmented and closely tied to water distribution systems, Mill No. 20 reflected a more flexible industrial design emphasizing efficiency and scalability.
The architectural design of Mill No. 20 followed the industrial trends of the early twentieth century, incorporating fire-resistant brick construction, large multi-pane windows, and reinforced interior framing.4 These features improved both safety and working conditions by increasing natural light and reducing fire risk—an especially important concern in textile mills where cotton dust created highly combustible environments. The sawtooth and large-window design elements common in this period also reflected growing attention to worker productivity and machine visibility.
In terms of function, Mill No. 20 was primarily used for weaving operations, one of the final and most critical stages in textile production.5 Cotton fiber processed in earlier stages of the mill system—spinning and carding—was transformed into finished cloth through mechanized looms arranged in dense production rows. The introduction of electric power allowed individual machines to operate more independently, reducing reliance on centralized belt-and-shaft systems and increasing operational flexibility.6 This technological shift marked a major transition in industrial organization, as production became more modular and less dependent on rigid mechanical infrastructure.
Mill No. 20 also reflects broader changes in labor organization within the Pepperell complex. By the early twentieth century, textile production in Biddeford relied heavily on a diversified immigrant workforce, including Irish, French Canadian, and other European laborers.7 Workers in weaving departments typically endured long shifts in noisy, high-intensity environments characterized by repetitive machine operation and continuous production schedules. Although mechanization increased output, it also reinforced demanding labor conditions that were common across the New England textile industry.
The construction of Mill No. 20 coincided with the peak of Biddeford’s industrial capacity. At its height, the Pepperell system employed thousands of workers and operated as part of a larger regional network of mills along the Saco River.8 However, even as the complex expanded physically, structural pressures within the American textile industry were already beginning to emerge. Southern industrial centers, benefiting from lower labor costs and newer facilities, increasingly challenged the competitiveness of New England mills.9 Over time, these economic shifts contributed to the gradual decline of textile production in Biddeford.
Mill No. 20 therefore represents both the apex and the beginning of the end of industrial textile dominance in the region. While it reflects advanced engineering and industrial efficiency for its time, it also belongs to a system that would soon face irreversible decline. By the mid-to-late twentieth century, much of the textile industry had relocated to other regions and countries, leaving behind large industrial complexes like Pepperell as remnants of a once-dominant economic system.
Today, Mill No. 20 remains part of the preserved Pepperell Mill Campus, repurposed for modern commercial, residential, and creative uses. Its continued existence provides a physical link to Biddeford’s industrial past and illustrates the adaptive reuse of historic manufacturing infrastructure in post-industrial New England.
Footnotes
Bryant F. Tolles Jr., The Textile Mill in Early New England (Hanover, NH: University Press of New England, 1973), 44–48.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form (Augusta: Maine Historic Preservation Commission, 1978), 11–14.
Pepperell Manufacturing Company, The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford (Biddeford, ME: Pepperell Manufacturing Company, 1921), 15–18.
Ibid., 19–21.
David A. Hounshell, From the American System to Mass Production, 1800–1932 (Baltimore: Johns Hopkins University Press, 1984), 67–74.
Louis C. Hunter, A History of Industrial Power in the United States, 1780–1930, vol. 1, Waterpower in the Century of the Steam Engine (Charlottesville: University Press of Virginia, 1979), 241–247.
Yves Roby, The Franco-Americans of New England: Dreams and Realities (Montreal: McGill-Queen’s University Press, 2004), 52–59.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form, 18–20.
Gavin Wright, Old South, New South: Revolutions in the Southern Economy since the Civil War (New York: Basic Books, 1986), 143–150.
Bibliography
Hounshell, David A. From the American System to Mass Production, 1800–1932. Baltimore: Johns Hopkins University Press, 1984.
Hunter, Louis C. A History of Industrial Power in the United States, 1780–1930. Vol. 1, Waterpower in the Century of the Steam Engine. Charlottesville: University Press of Virginia, 1979.
Maine Historic Preservation Commission. Biddeford-Saco Mills Historic District National Register Nomination Form. Augusta: Maine Historic Preservation Commission, 1978.
Pepperell Manufacturing Company. The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford. Biddeford, ME: Pepperell Manufacturing Company, 1921.
Roby, Yves. The Franco-Americans of New England: Dreams and Realities. Montreal: McGill-Queen’s University Press, 2004.
Tolles, Bryant F., Jr. The Textile Mill in Early New England. Hanover, NH: University Press of New England, 1973.
Wright, Gavin. Old South, New South: Revolutions in the Southern Economy since the Civil War. New York: Basic Books, 1986.
-
The History of Mill No. 20 at the Pepperell Mill Complex in Biddeford, Maine
Mill No. 20 at the Pepperell Mill complex in Biddeford, Maine, represents an important stage in the industrial development of New England textile manufacturing during the early twentieth century. Constructed in 1911 during a period of modernization and expansion, the building reflected the transition from early water-powered mill systems to electrically assisted industrial production. As part of the larger Pepperell Manufacturing Company complex along the Saco River, Mill No. 20 contributed to Biddeford’s role as one of Maine’s leading textile centers during the height of the American Industrial Revolution.
The development of Mill No. 20 occurred within the broader industrial evolution of the Pepperell Manufacturing Company, which had been established in 1844 to exploit the waterpower potential of the Saco River.¹ Early industrial development in Biddeford relied heavily on the river’s falls, which provided mechanical energy to drive textile machinery through a system of canals, turbines, and shaft-driven transmission.² By the late nineteenth century, however, advances in steam power and electrical generation began to reduce dependence on direct waterpower, enabling factories to expand beyond the constraints of hydraulic systems.
Mill No. 20 was constructed during a period of significant corporate consolidation and modernization within the Pepperell system. At this time, the company was expanding its production capacity in response to national demand for cotton textiles and increasing competition within the American industrial economy.³ The new building was designed to accommodate high-density textile operations, particularly weaving, which required large open interior spaces capable of housing rows of mechanized looms. Unlike earlier mill structures, which were more segmented and closely tied to water distribution systems, Mill No. 20 reflected a more flexible industrial design emphasizing efficiency and scalability.
The architectural design of Mill No. 20 followed the industrial trends of the early twentieth century, incorporating fire-resistant brick construction, large multi-pane windows, and reinforced interior framing.⁴ These features improved both safety and working conditions by increasing natural light and reducing fire risk—an especially important concern in textile mills where cotton dust created highly combustible environments. The sawtooth and large-window design elements common in this period also reflected growing attention to worker productivity and machine visibility.
In terms of function, Mill No. 20 was primarily used for weaving operations, one of the final and most critical stages in textile production.⁵ Cotton fiber processed in earlier stages of the mill system—spinning and carding—was transformed into finished cloth through mechanized looms arranged in dense production rows. The introduction of electric power allowed individual machines to operate more independently, reducing reliance on centralized belt-and-shaft systems and increasing operational flexibility.⁶ This technological shift marked a major transition in industrial organization, as production became more modular and less dependent on rigid mechanical infrastructure.
Mill No. 20 also reflects broader changes in labor organization within the Pepperell complex. By the early twentieth century, textile production in Biddeford relied heavily on a diversified immigrant workforce, including Irish, French Canadian, and other European laborers.⁷ Workers in weaving departments typically endured long shifts in noisy, high-intensity environments characterized by repetitive machine operation and continuous production schedules. Although mechanization increased output, it also reinforced demanding labor conditions that were common across the New England textile industry.
The construction of Mill No. 20 coincided with the peak of Biddeford’s industrial capacity. At its height, the Pepperell system employed thousands of workers and operated as part of a larger regional network of mills along the Saco River.⁸ However, even as the complex expanded physically, structural pressures within the American textile industry were already beginning to emerge. Southern industrial centers, benefiting from lower labor costs and newer facilities, increasingly challenged the competitiveness of New England mills.⁹ Over time, these economic shifts contributed to the gradual decline of textile production in Biddeford.
Mill No. 20 therefore represents both the apex and the beginning of the end of industrial textile dominance in the region. While it reflects advanced engineering and industrial efficiency for its time, it also belongs to a system that would soon face irreversible decline. By the mid-to-late twentieth century, much of the textile industry had relocated to other regions and countries, leaving behind large industrial complexes like Pepperell as remnants of a once-dominant economic system.
Today, Mill No. 20 remains part of the preserved Pepperell Mill Campus, repurposed for modern commercial, residential, and creative uses. Its continued existence provides a physical link to Biddeford’s industrial past and illustrates the adaptive reuse of historic manufacturing infrastructure in post-industrial New England.
Footnotes
Bryant F. Tolles Jr., The Textile Mill in Early New England (Hanover, NH: University Press of New England, 1973), 44–48.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form (Augusta: Maine Historic Preservation Commission, 1978), 11–14.
Pepperell Manufacturing Company, The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford (Biddeford, ME: Pepperell Manufacturing Company, 1921), 15–18.
Ibid., 19–21.
David A. Hounshell, From the American System to Mass Production, 1800–1932 (Baltimore: Johns Hopkins University Press, 1984), 67–74.
Louis C. Hunter, A History of Industrial Power in the United States, 1780–1930, vol. 1, Waterpower in the Century of the Steam Engine (Charlottesville: University Press of Virginia, 1979), 241–247.
Yves Roby, The Franco-Americans of New England: Dreams and Realities (Montreal: McGill-Queen’s University Press, 2004), 52–59.
Maine Historic Preservation Commission, Biddeford-Saco Mills Historic District National Register Nomination Form, 18–20.
Gavin Wright, Old South, New South: Revolutions in the Southern Economy since the Civil War (New York: Basic Books, 1986), 143–150.
Bibliography
Hounshell, David A. From the American System to Mass Production, 1800–1932. Baltimore: Johns Hopkins University Press, 1984.
Hunter, Louis C. A History of Industrial Power in the United States, 1780–1930. Vol. 1, Waterpower in the Century of the Steam Engine. Charlottesville: University Press of Virginia, 1979.
Maine Historic Preservation Commission. Biddeford-Saco Mills Historic District National Register Nomination Form. Augusta: Maine Historic Preservation Commission, 1978.
Pepperell Manufacturing Company. The Romance of Pepperell: A Brief Account of How a Great Industry Developed at Biddeford. Biddeford, ME: Pepperell Manufacturing Company, 1921.
Roby, Yves. The Franco-Americans of New England: Dreams and Realities. Montreal: McGill-Queen’s University Press, 2004.
Tolles, Bryant F., Jr. The Textile Mill in Early New England. Hanover, NH: University Press of New England, 1973.
Wright, Gavin. Old South, New South: Revolutions in the Southern Economy since the Civil War. New York: Basic Books, 1986.













Tables For 1880 - 1901
Historic Notes







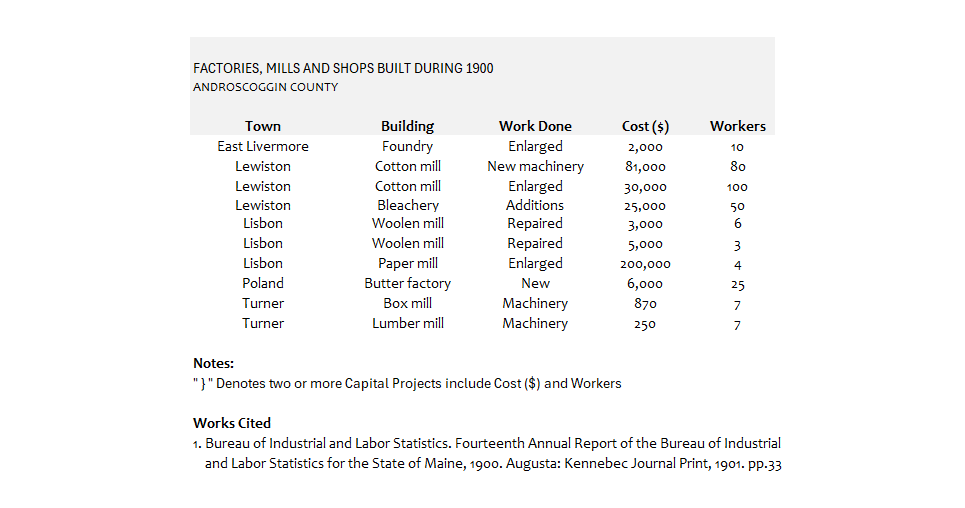
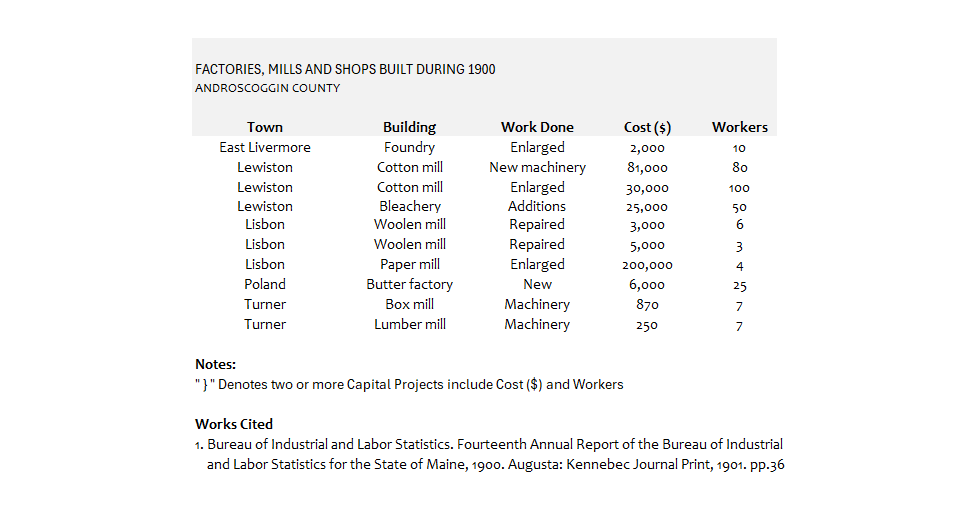
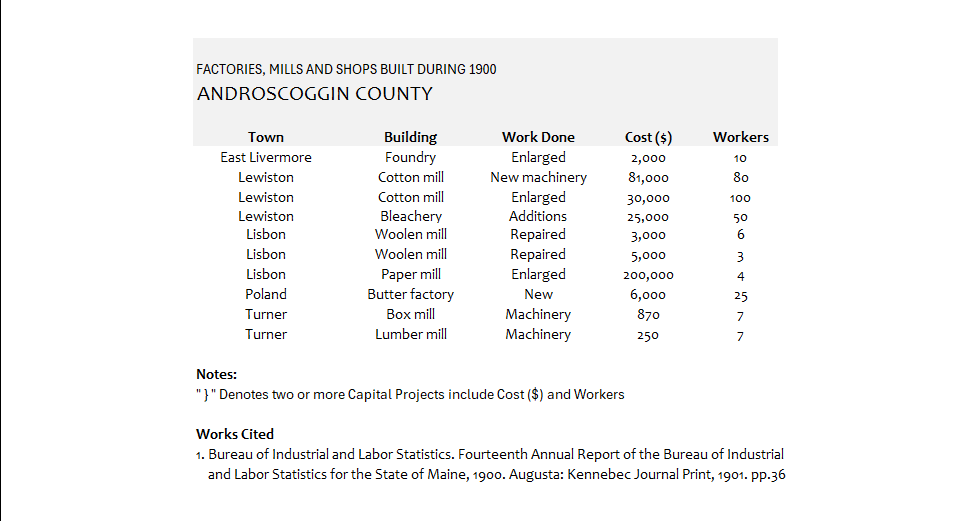
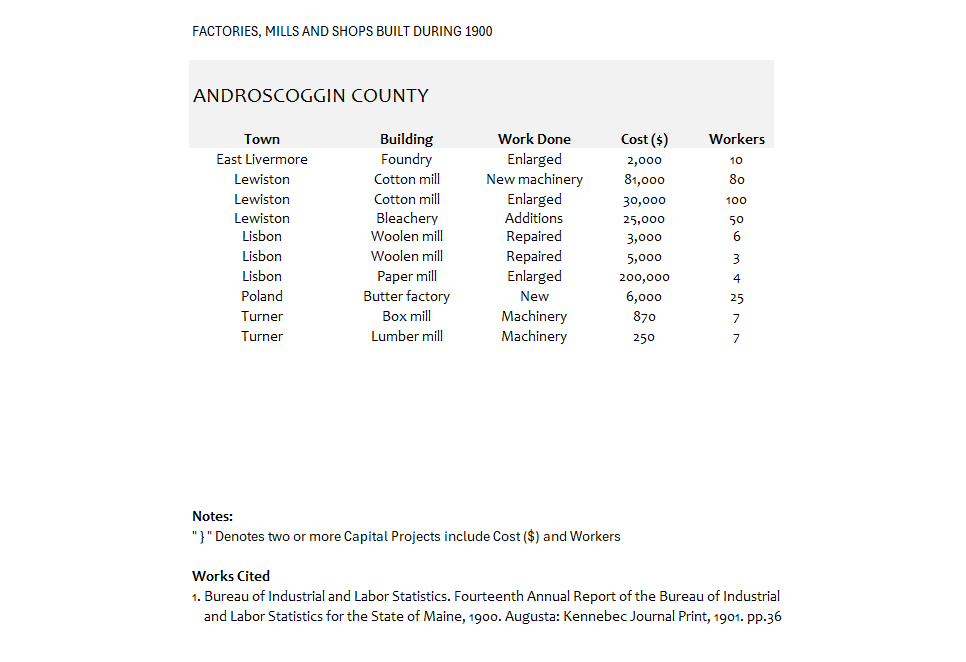
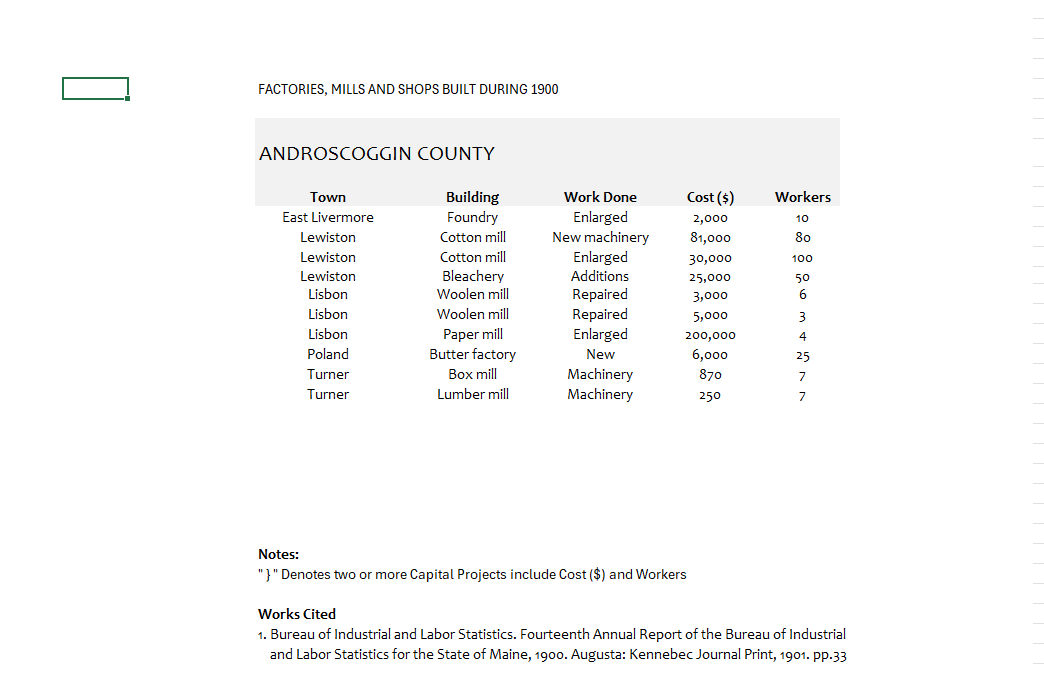
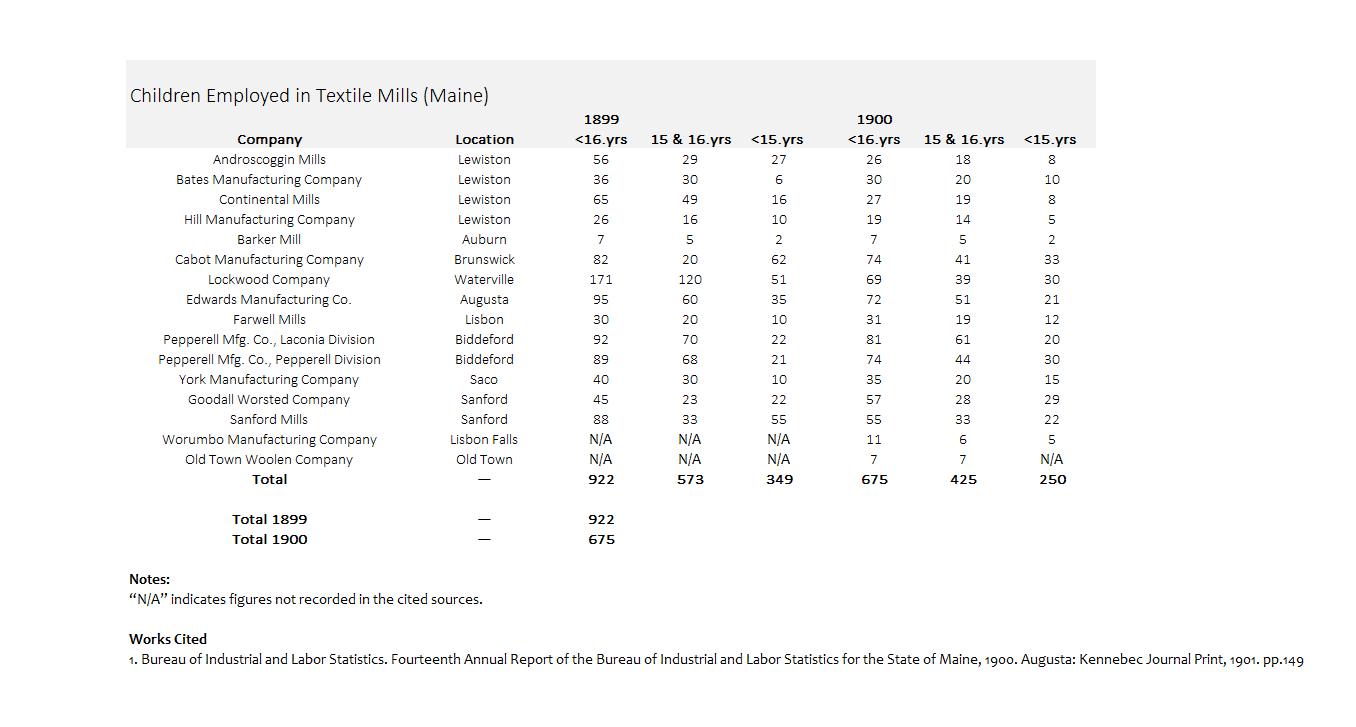
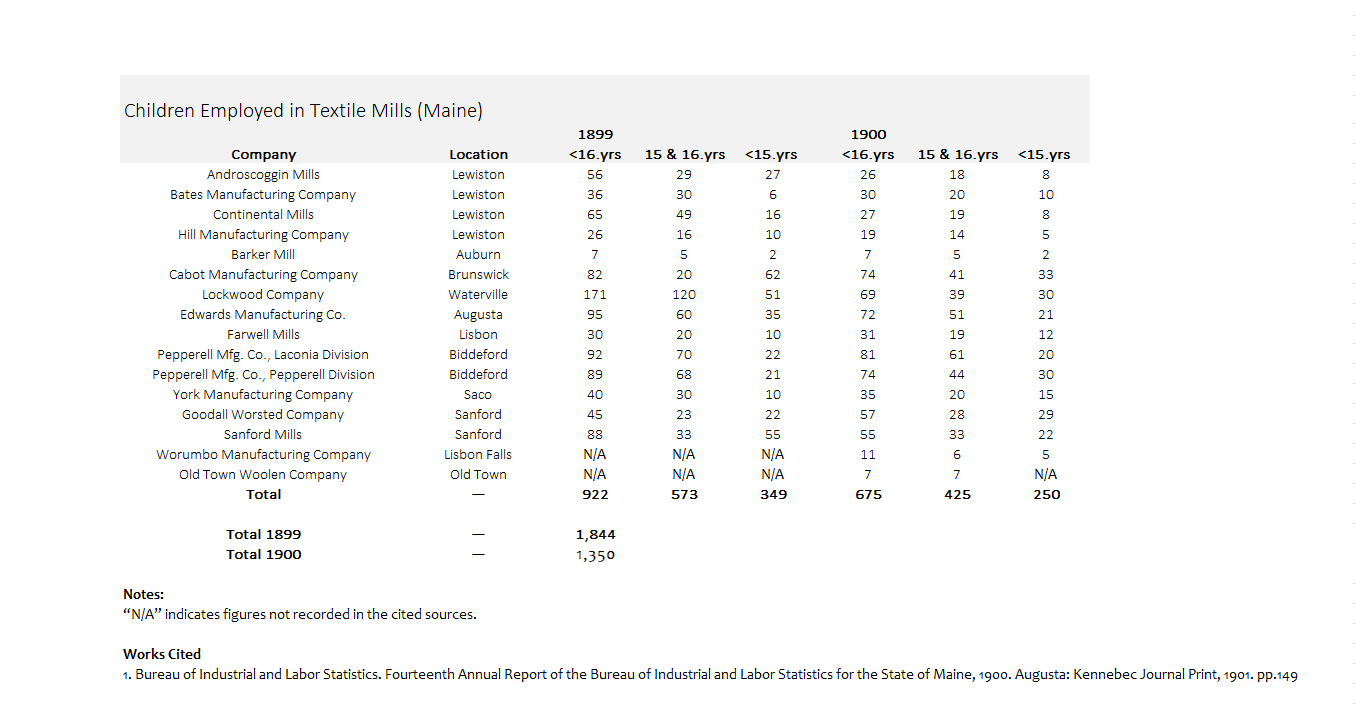
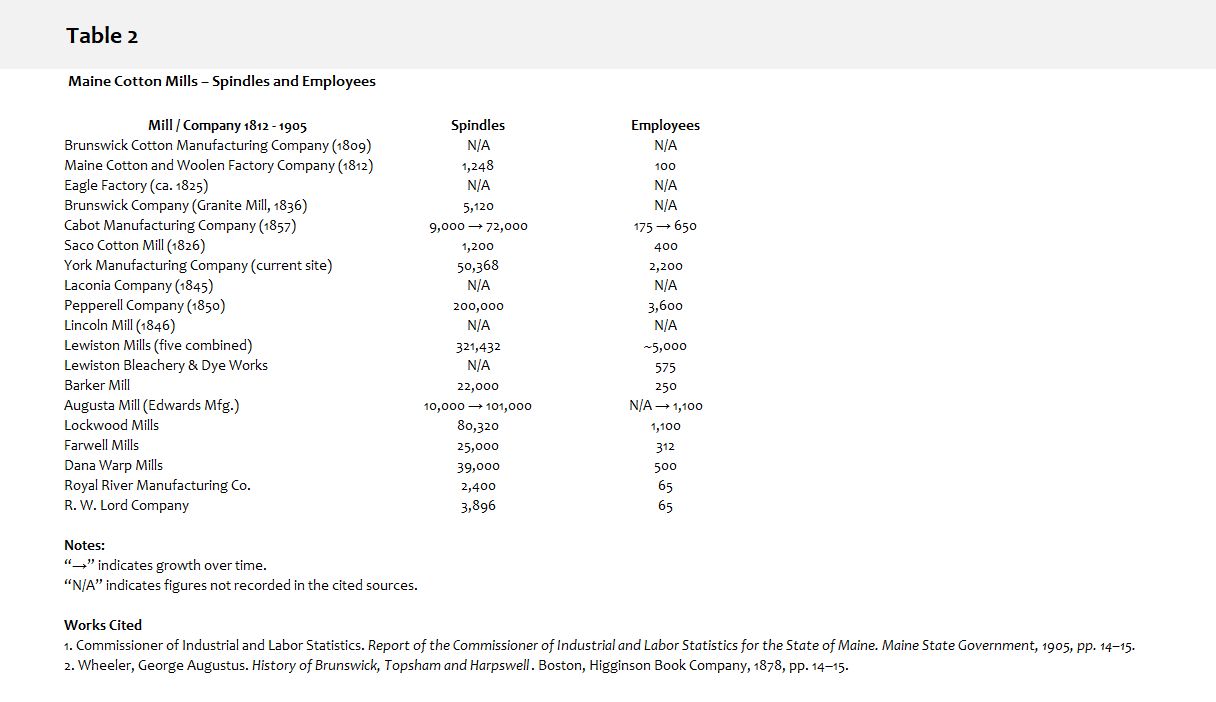
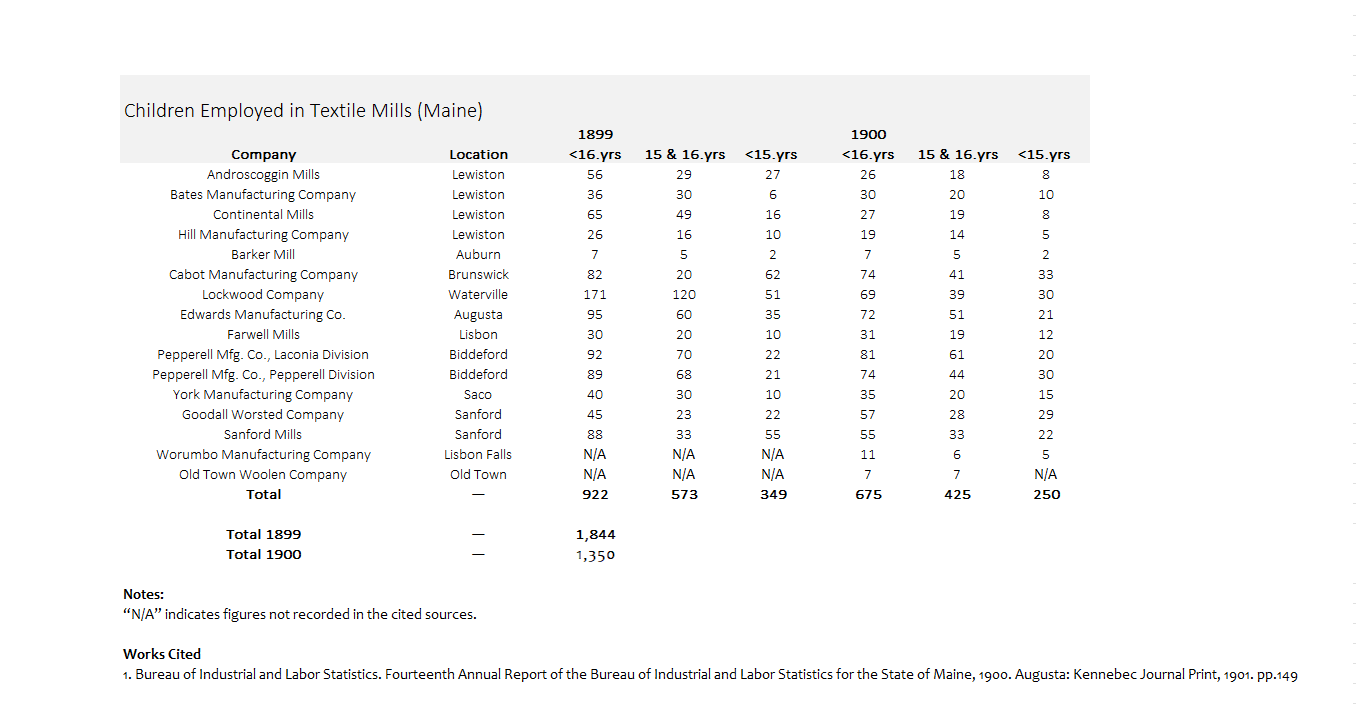
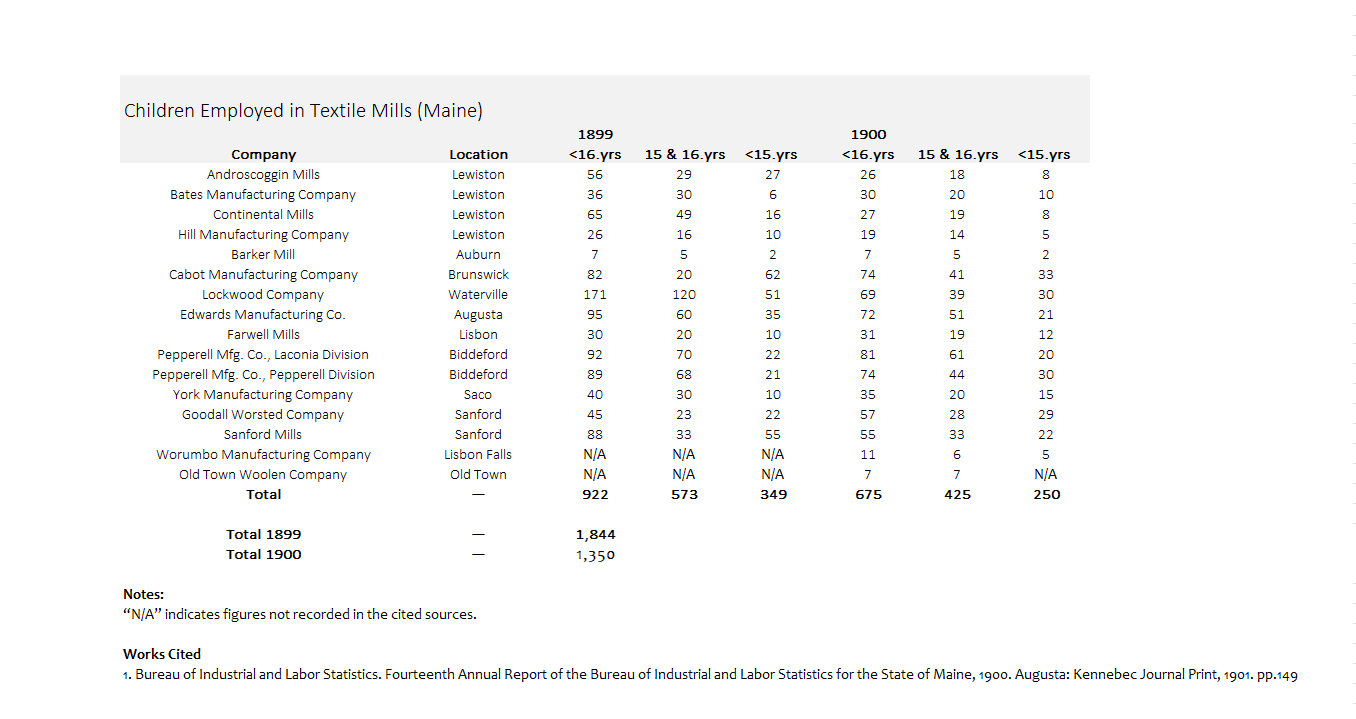
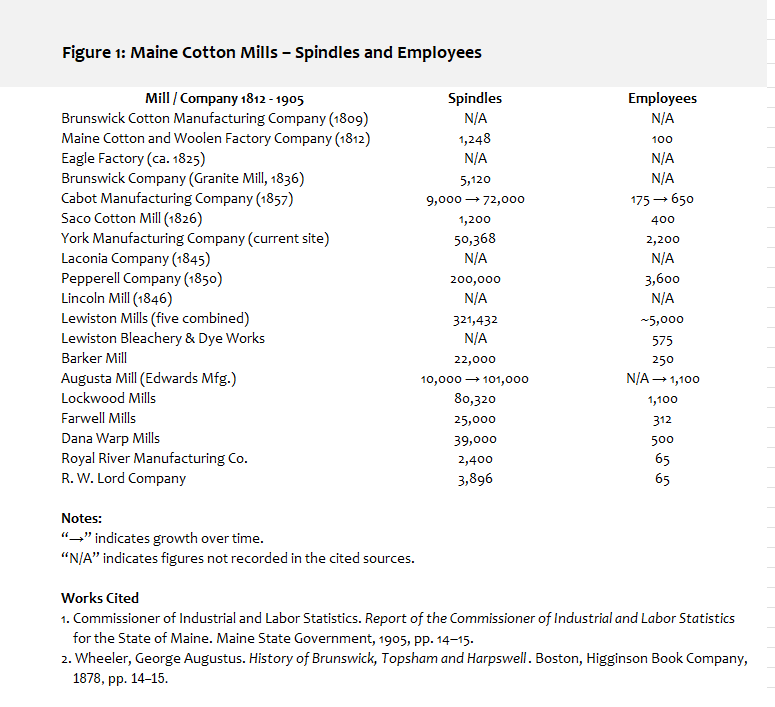
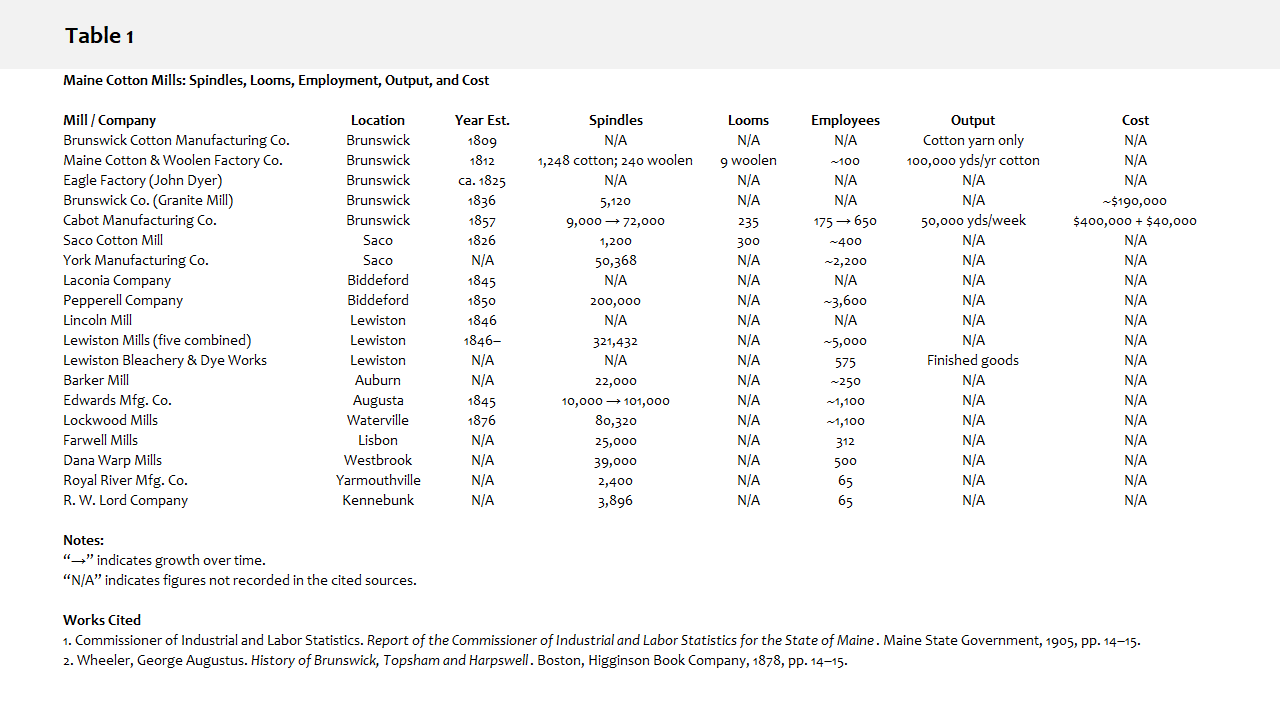
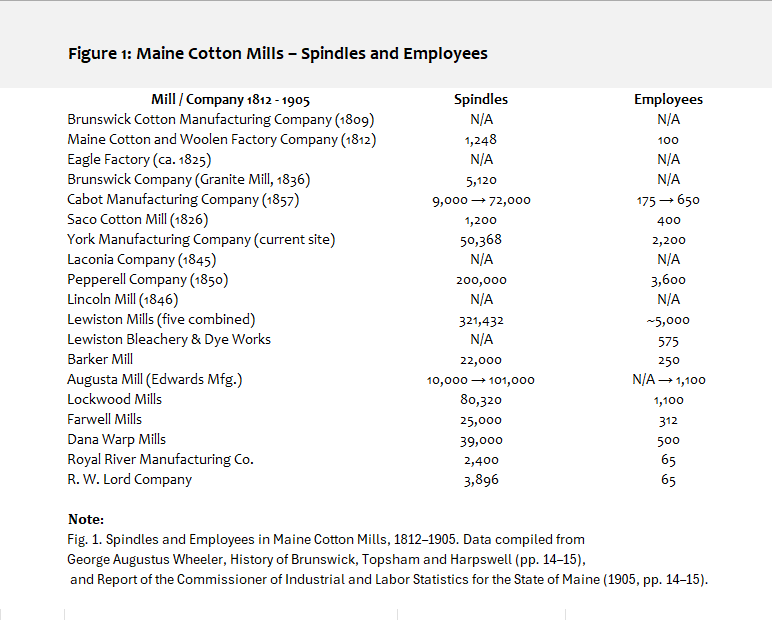
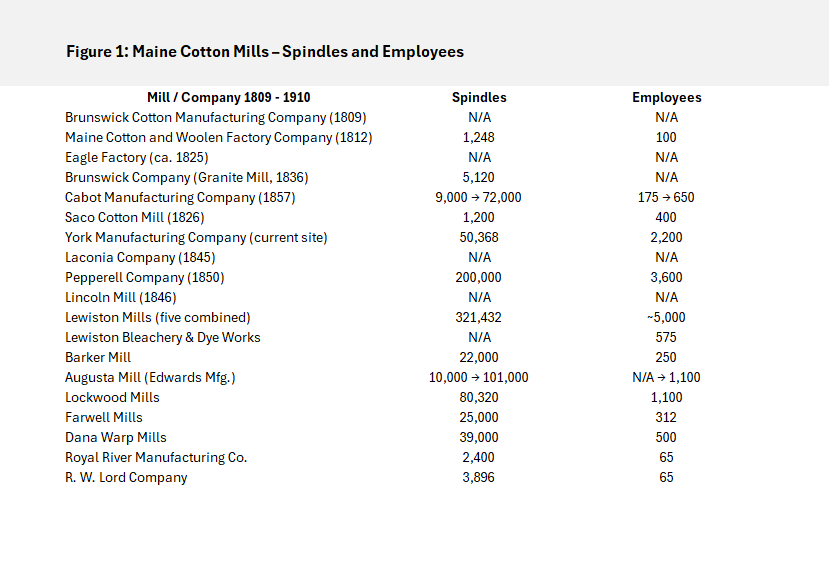
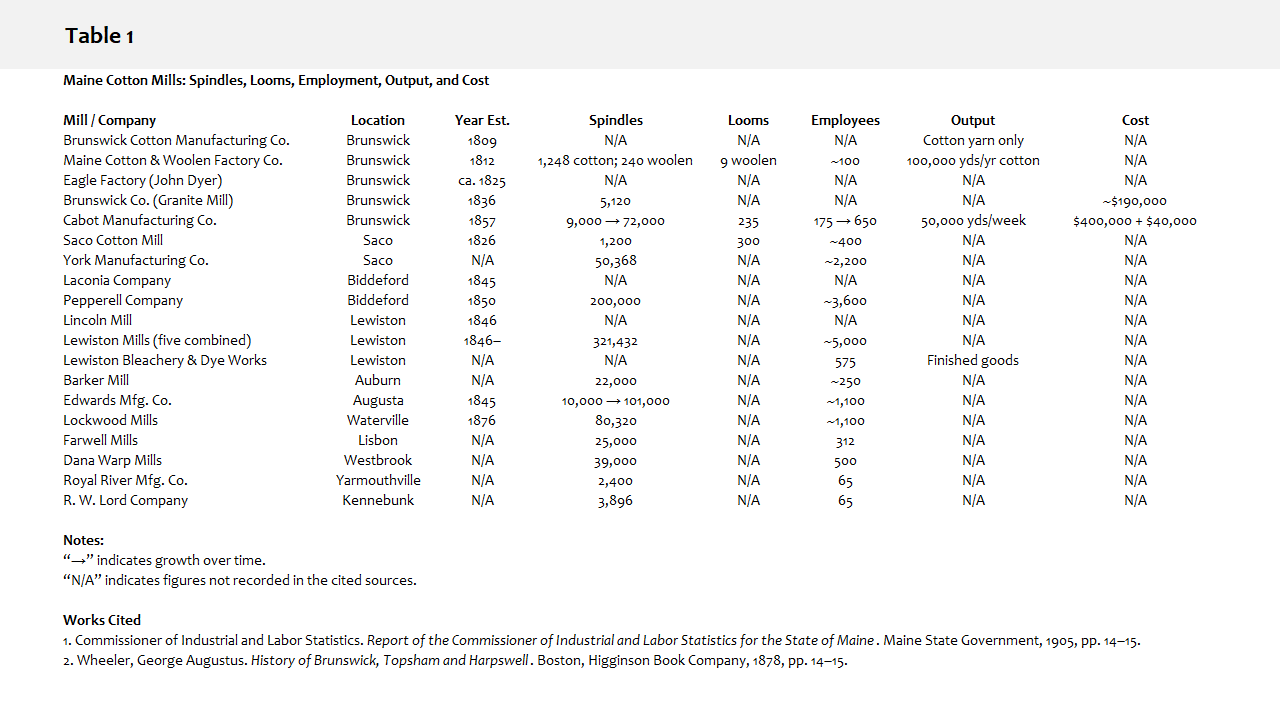
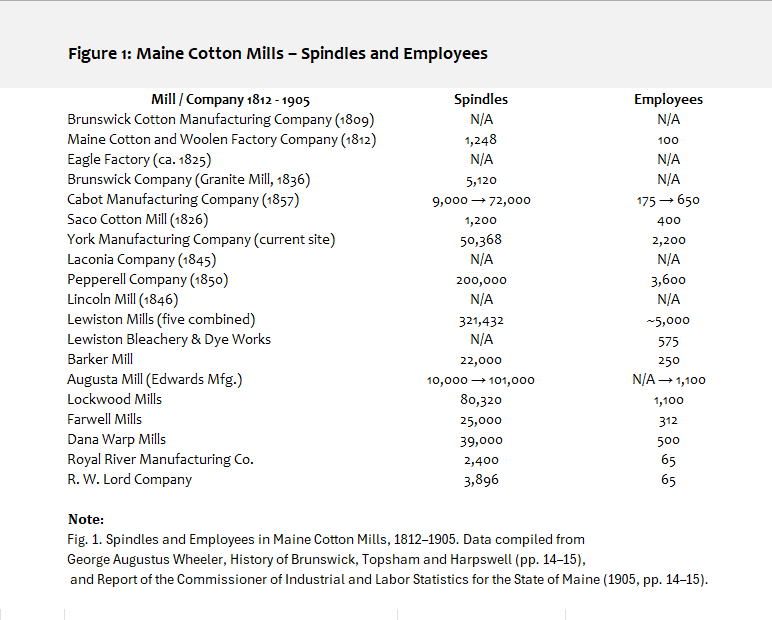
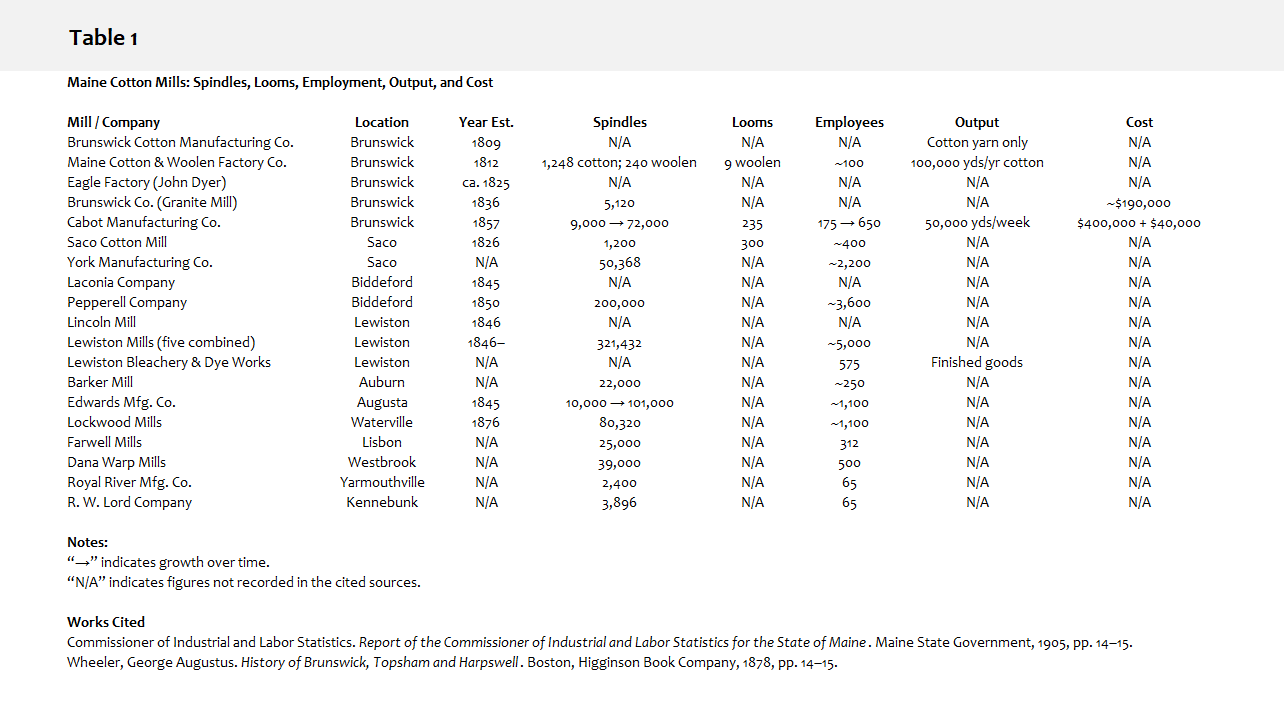
-
The environmental impacts of Maine’s nineteenth- and early twentieth-century textile mills followed broadly similar patterns shaped by shared technologies, fuel sources, and regulatory environments. Mills such as Androscoggin Mills (Lewiston), Bates Manufacturing Company (Lewiston), Hill Manufacturing Company (Lewiston), Barker Mill (Auburn), Edwards Manufacturing Company (Augusta), and the Maine Spinning Company / Solon Manufacturing Mill (Skowhegan) all relied on river-based power systems and operated prior to the emergence of modern environmental controls.¹
Water Use and Wastewater Disposal
Across Maine’s textile centers, rivers served a dual function as sources of power and conduits for waste disposal. Mills universally discharged wastewater—including wash water, sizing residues, dye effluents, and fiber-laden runoff—directly into adjacent rivers or mill canals.² At Androscoggin and Bates mills, effluent flowed into the Androscoggin River via canal sluices; Edwards Manufacturing discharged into the Kennebec River below the Augusta falls; Barker Mill released wastewater into the Little Androscoggin River; and the Maine Spinning Company discharged into the Kennebec River through electrically powered pumping and drainage systems.³
State industrial surveys and engineering reports from the period consistently describe these practices as standard and largely unremarkable, reflecting the prevailing belief that river dilution mitigated environmental harm.⁴ No evidence indicates that any of these mills operated formal wastewater treatment facilities prior to the mid-twentieth century, a condition typical of New England textile manufacturing before federal water pollution regulation.⁵
Solid Waste and Byproducts
Solid waste streams were similar across mills and included cotton and wool waste, sweepings, broken yarn, machine scrap, and packaging debris.⁶ Reusable fiber waste was commonly sold for lower-grade textile applications or reused as packing material.⁶ Non-reusable refuse was burned on site, buried nearby, or deposited in informal dumping areas adjacent to mill yards and rail sidings.⁷
Coal ash and cinders—generated by steam boilers used to supplement waterpower—were a major byproduct at larger complexes such as Androscoggin, Bates, and Edwards.⁸ Ash was typically stockpiled, spread as fill for roads and rail beds, or incorporated into yard grading, a practice documented throughout Maine’s industrial cities.⁸ Smaller mills such as Barker and Hill generated lower ash volumes but followed similar disposal methods.⁹
Air Quality and Workplace Exposure
Although air pollution was not measured systematically during the nineteenth century, textile mills were significant sources of airborne cotton and wool fibers, coal smoke, and boiler emissions.¹⁰ Workers and nearby residents were exposed to particulate matter from spinning and weaving rooms as well as smoke from boiler stacks.¹⁰ Electric power adoption—earliest at Edwards and the Maine Spinning Company—reduced reliance on coal-fired steam generation but did not eliminate indoor fiber dust or external emissions.¹¹
Scale and Cumulative Impact
Environmental impact varied primarily by scale rather than by operational philosophy. The massive integrated systems at Androscoggin and Bates exerted the greatest cumulative influence on river quality due to their size, workforce, and production volume.¹² Mid-sized operations such as Hill and Barker had smaller individual footprints but collectively contributed to river degradation through cumulative discharge.¹³ Electrified mills like the Maine Spinning Company reduced some localized pollution associated with steam boilers but continued direct wastewater discharge into river systems.¹⁴
Regulatory Change and Legacy
Meaningful regulation of industrial pollution did not emerge in Maine until the mid-twentieth century. By the time textile operations declined or ceased—1955 at Androscoggin, mid-twentieth century at Edwards and Barker, and 2005 at Solon Manufacturing—environmental impacts were increasingly recognized but largely unremediated.¹⁵ Subsequent river clean-up efforts and historic preservation initiatives have reframed these mill sites as both industrial heritage landscapes and sites of environmental consequence, contributing to modern understandings of the ecological costs of early industrialization.¹⁶
Taken together, Maine’s textile mills illustrate a consistent environmental pattern: industrial success built on hydropower, coupled with waste practices that prioritized efficiency over ecological protection. Their legacy is inseparable from both the economic development of Maine’s mill towns and the environmental transformations of the state’s river systems.
Human and Wildlife Health Impacts
Occupational Disease and Human Health
Textile production in Maine mills was associated with a range of occupational illnesses that were widely documented in late nineteenth- and early twentieth-century industrial and public health reports. The most common conditions included respiratory disorders, eye irritation, and chronic fatigue linked to prolonged exposure to cotton and wool fibers, coal smoke, and chemical residues.¹⁷ Workers in spinning, carding, and weaving rooms experienced high levels of airborne particulate matter, leading to persistent coughing, bronchial inflammation, and what contemporary physicians described as “mill fever” or “cotton asthma,” conditions now understood as early forms of byssinosis.¹⁸
Medical inspectors noted elevated respiratory complaints among operatives at large cotton mills such as Androscoggin, Bates, Edwards, and Hill, where production volume and enclosed multi-story layouts intensified exposure.¹⁹ Although mortality directly attributable to textile dust was rarely recorded, chronic illness reduced work capacity and contributed to long-term disability among aging workers.²⁰ Children and adolescents—commonly employed in spinning and doffing—were considered particularly vulnerable due to prolonged exposure during physical development.²¹
Chemical exposure also posed health risks. Dye houses and finishing rooms utilized aniline dyes, mordants, and bleaching agents, which caused skin irritation, eye injury, and occasional chemical burns.²² While severe poisoning incidents were uncommon in Maine mills, state labor reports consistently identified dye rooms as among the most hazardous environments within textile facilities.²³
Waterborne Impacts and Community Health
Although direct links between mill effluent and human disease were not formally quantified prior to the mid-twentieth century, public health officials expressed concern about the degradation of river water used downstream for drinking, washing, and food processing.²⁴ Communities relying on the Androscoggin and Kennebec rivers reported foul odors, discoloration, and reduced palatability of water during peak industrial discharge periods.²⁵ These conditions were believed to exacerbate gastrointestinal illness and skin infections, particularly during summer months when river flow was reduced.²⁶
State health authorities emphasized that industrial pollution compounded existing sanitation challenges, rather than serving as a sole cause of disease, reflecting the complex environmental conditions of mill towns before modern water treatment.²⁷
Wildlife, Fisheries, and Ecological Disease
The most clearly documented biological impacts occurred in aquatic ecosystems. Fisheries reports from the late nineteenth and early twentieth centuries describe fish kills, deformities, and reproductive decline in river sections downstream from major textile centers.²⁸ Organic waste, dye residues, and warm effluent reduced dissolved oxygen levels, contributing to stress and mortality among salmon, alewives, shad, and trout.²⁹
In the Androscoggin River, fish populations declined sharply during periods of peak textile and paper mill discharge, prompting early state investigations into industrial pollution.³⁰ Similar patterns were observed on the Kennebec River near Augusta and Skowhegan, where industrial effluent altered spawning habitats and increased susceptibility to fungal infections and parasitic disease in fish.³¹
While wildlife disease was not diagnosed in modern pathological terms, contemporary observers consistently linked industrial discharge to ecosystem imbalance, noting abnormal fish behavior, reduced species diversity, and the disappearance of sensitive aquatic organisms.³² These observations contributed to early conservation advocacy and, ultimately, to mid-twentieth-century pollution control legislation.³³
Legacy and Interpretation
Taken together, the human and wildlife health effects associated with Maine’s textile mills reflect the cumulative consequences of prolonged industrial exposure rather than isolated catastrophic events. Occupational illness, degraded river ecosystems, and declining fisheries formed part of the lived experience of mill communities, shaping public perceptions of industrial progress and environmental cost.³⁴
These impacts are now recognized as integral to the historical significance of Maine’s mill landscapes, underscoring the intertwined histories of labor, health, industry, and environmental change.
Footnotes
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 1–3.
Ibid., 18–21.
Maine Historic Preservation Commission, Edwards Manufacturing Company Historic Documentation, 2004, 6–8; Barker Mill National Register Nomination, 1979, 3–4.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1895, 110–113.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 29–30.
U.S. Commissioner of Labor, Report on Cotton Manufacturing, 1907, 214–216.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1895, 112–114.
Ibid., 114–115.
Maine Historic Preservation Commission, Barker Mill National Register Nomination, 1979, 4–5.
U.S. Commissioner of Labor, Report on Cotton Manufacturing, 1907, 210–213.
Maine Historic Preservation Commission, Edwards Manufacturing Company Historic Documentation, 2004, 9–10.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 22–25.
Maine Historic Preservation Commission, Barker Mill National Register Nomination, 1979, 2–3.
Maine Historic Preservation Commission, Maine Spinning Company Mill National Register Nomination, 2022, 3–4.
Maine Department of Environmental Protection, Historical Industrial Pollution in Maine Rivers, 1980, 1–3.
Maine Historic Preservation Commission, Industrial Heritage and Environmental Legacy in Maine, 2010, 5–7.
Maine State Board of Health, Annual Report, 1898, 42–44.
U.S. Commissioner of Labor, Report on Cotton Manufacturing, 1907, 218–219.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1905, 76–78.
Maine State Board of Health, Annual Report, 1903, 51–52.
U.S. Department of Labor, Child Labor in Textile Industries, 1910, 33–35.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1895, 118–119.
Maine Factory Inspection Report, 1908, 14–16.
Maine State Board of Health, Annual Report, 1901, 28–30.
Ibid., 31–32.
Ibid., 33–34.
Maine State Board of Health, Annual Report, 1906, 12–14.
Maine Commissioners of Fisheries and Game, Annual Report, 1894, 22–25.
Ibid., 26–28.
Maine Commissioners of Fisheries and Game, Annual Report, 1902, 17–19.
Maine Inland Fisheries Survey, Kennebec River Basin, 1915, 8–10.
Maine Commissioners of Fisheries and Game, Annual Report, 1908, 11–13.
Maine Department of Environmental Protection, Historical Industrial Pollution in Maine Rivers, 1980, 6–8.
Maine Historic Preservation Commission, Industrial Heritage and Environmental Legacy in Maine, 2010, 8–10.
Bibliography
Maine Bureau of Industrial Statistics. Manufacturing in Maine. Augusta, ME, 1895, 110–115.
Maine Department of Environmental Protection. Historical Industrial Pollution in Maine Rivers. Augusta, ME, 1980, 1–10.
Maine Historic Preservation Commission. Androscoggin Mill Block National Register Nomination. Augusta, ME, 2001, 1–6.
Maine Historic Preservation Commission. Barker Mill National Register Nomination. Augusta, ME, 1979, 1–6.
Maine Historic Preservation Commission. Edwards Manufacturing Company Historic Documentation. Augusta, ME, 2004, 1–12.
Maine Historic Preservation Commission. Lewiston Mills and Water Power System Historic District Nomination. Augusta, ME, 2015, 1–31.
Maine Historic Preservation Commission. Maine Spinning Company Mill National Register Nomination. Augusta, ME, 2022, 1–6.
United States Commissioner of Labor. Report on Cotton Manufacturing. Washington, D.C., 1907, 210–220.
Maine Commissioners of Fisheries and Game. Annual Report. Augusta, ME, 1894, 1902, 1908.
Maine Factory Inspection Department. Factory Inspection Report. Augusta, ME, 1908.
Maine Inland Fisheries Survey. Kennebec River Basin. Augusta, ME, 1915.
Maine State Board of Health. Annual Report. Augusta, ME, 1898–1906.
United States Department of Labor. Child Labor in Textile Industries. Washington, D.C., 1910.
-
The environmental impacts of Maine’s nineteenth- and early twentieth-century textile mills followed broadly similar patterns shaped by shared technologies, fuel sources, and regulatory environments. Mills such as Androscoggin Mills (Lewiston), Bates Manufacturing Company (Lewiston), Hill Manufacturing Company (Lewiston), Barker Mill (Auburn), Edwards Manufacturing Company (Augusta), and the Maine Spinning Company / Solon Manufacturing Mill (Skowhegan) all relied on river-based power systems and operated prior to the emergence of modern environmental controls.¹
Water Use and Wastewater Disposal
Across Maine’s textile centers, rivers served a dual function as sources of power and conduits for waste disposal. Mills universally discharged wastewater—including wash water, sizing residues, dye effluents, and fiber-laden runoff—directly into adjacent rivers or mill canals.² At Androscoggin and Bates mills, effluent flowed into the Androscoggin River via canal sluices; Edwards Manufacturing discharged into the Kennebec River below the Augusta falls; Barker Mill released wastewater into the Little Androscoggin River; and the Maine Spinning Company discharged into the Kennebec River through electrically powered pumping and drainage systems.³
State industrial surveys and engineering reports from the period consistently describe these practices as standard and largely unremarkable, reflecting the prevailing belief that river dilution mitigated environmental harm.⁴ No evidence indicates that any of these mills operated formal wastewater treatment facilities prior to the mid-twentieth century, a condition typical of New England textile manufacturing before federal water pollution regulation.⁵
Solid Waste and Byproducts
Solid waste streams were similar across mills and included cotton and wool waste, sweepings, broken yarn, machine scrap, and packaging debris.⁶ Reusable fiber waste was commonly sold for lower-grade textile applications or reused as packing material.⁶ Non-reusable refuse was burned on site, buried nearby, or deposited in informal dumping areas adjacent to mill yards and rail sidings.⁷
Coal ash and cinders—generated by steam boilers used to supplement waterpower—were a major byproduct at larger complexes such as Androscoggin, Bates, and Edwards.⁸ Ash was typically stockpiled, spread as fill for roads and rail beds, or incorporated into yard grading, a practice documented throughout Maine’s industrial cities.⁸ Smaller mills such as Barker and Hill generated lower ash volumes but followed similar disposal methods.⁹
Air Quality and Workplace Exposure
Although air pollution was not measured systematically during the nineteenth century, textile mills were significant sources of airborne cotton and wool fibers, coal smoke, and boiler emissions.¹⁰ Workers and nearby residents were exposed to particulate matter from spinning and weaving rooms as well as smoke from boiler stacks.¹⁰ Electric power adoption—earliest at Edwards and the Maine Spinning Company—reduced reliance on coal-fired steam generation but did not eliminate indoor fiber dust or external emissions.¹¹
Scale and Cumulative Impact
Environmental impact varied primarily by scale rather than by operational philosophy. The massive integrated systems at Androscoggin and Bates exerted the greatest cumulative influence on river quality due to their size, workforce, and production volume.¹² Mid-sized operations such as Hill and Barker had smaller individual footprints but collectively contributed to river degradation through cumulative discharge.¹³ Electrified mills like the Maine Spinning Company reduced some localized pollution associated with steam boilers but continued direct wastewater discharge into river systems.¹⁴
Regulatory Change and Legacy
Meaningful regulation of industrial pollution did not emerge in Maine until the mid-twentieth century. By the time textile operations declined or ceased—1955 at Androscoggin, mid-twentieth century at Edwards and Barker, and 2005 at Solon Manufacturing—environmental impacts were increasingly recognized but largely unremediated.¹⁵ Subsequent river clean-up efforts and historic preservation initiatives have reframed these mill sites as both industrial heritage landscapes and sites of environmental consequence, contributing to modern understandings of the ecological costs of early industrialization.¹⁶
Taken together, Maine’s textile mills illustrate a consistent environmental pattern: industrial success built on hydropower, coupled with waste practices that prioritized efficiency over ecological protection. Their legacy is inseparable from both the economic development of Maine’s mill towns and the environmental transformations of the state’s river systems.
Footnotes
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 1–3.
Ibid., 18–21.
Maine Historic Preservation Commission, Edwards Manufacturing Company Historic Documentation, 2004, 6–8; Barker Mill National Register Nomination, 1979, 3–4.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1895, 110–113.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 29–30.
U.S. Commissioner of Labor, Report on Cotton Manufacturing, 1907, 214–216.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1895, 112–114.
Ibid., 114–115.
Maine Historic Preservation Commission, Barker Mill National Register Nomination, 1979, 4–5.
U.S. Commissioner of Labor, Report on Cotton Manufacturing, 1907, 210–213.
Maine Historic Preservation Commission, Edwards Manufacturing Company Historic Documentation, 2004, 9–10.
Maine Historic Preservation Commission, Lewiston Mills and Water Power System Historic District Nomination, 2015, 22–25.
Maine Historic Preservation Commission, Barker Mill National Register Nomination, 1979, 2–3.
Maine Historic Preservation Commission, Maine Spinning Company Mill National Register Nomination, 2022, 3–4.
Maine Department of Environmental Protection, Historical Industrial Pollution in Maine Rivers, 1980, 1–3.
Maine Historic Preservation Commission, Industrial Heritage and Environmental Legacy in Maine, 2010, 5–7.
Bibliography
Maine Bureau of Industrial Statistics. Manufacturing in Maine. Augusta, ME, 1895, 110–115.
Maine Department of Environmental Protection. Historical Industrial Pollution in Maine Rivers. Augusta, ME, 1980, 1–10.
Maine Historic Preservation Commission. Androscoggin Mill Block National Register Nomination. Augusta, ME, 2001, 1–6.
Maine Historic Preservation Commission. Barker Mill National Register Nomination. Augusta, ME, 1979, 1–6.
Maine Historic Preservation Commission. Edwards Manufacturing Company Historic Documentation. Augusta, ME, 2004, 1–12.
Maine Historic Preservation Commission. Lewiston Mills and Water Power System Historic District Nomination. Augusta, ME, 2015, 1–31.
Maine Historic Preservation Commission. Maine Spinning Company Mill National Register Nomination. Augusta, ME, 2022, 1–6.
United States Commissioner of Labor. Report on Cotton Manufacturing. Washington, D.C., 1907, 210–220.
-
Historic Shoe Manufacturing in Augusta, Maine
Augusta, Maine’s capital city, played a modest but meaningful role in the state’s broader shoe‑manufacturing tradition, which was an important component of Maine’s industrial economy from the late nineteenth century through much of the twentieth century. While nearby cities such as Lewiston–Auburn became better known as centers of large‑scale shoe production, Augusta nonetheless supported several shoe factories and related enterprises that contributed to local employment and industrial diversity.
Early Industrial Context
In the latter half of the nineteenth century, manufacturing along the Kennebec River transformed Augusta from a small river town into an industrial hub with sawmills, pulp and paper operations, and smaller factories.¹ The city’s location on the river and its growing rail connections drew entrepreneurs seeking to capitalize on transport access and labor availability. Among the industrial enterprises reported in historical accounts was the Taylor Shoe Company, which stood on the west side of the Kennebec River near Old Fort Western and near the Memorial Bridge.² Workers from this and other local factories were part of a growing Franco‑American labor population drawn to Maine’s mills in the late nineteenth and early twentieth centuries.¹
Hazzard Shoe Company (1906–1973)
A well documented example of sustained shoe manufacturing in Augusta was the Hazzard Shoe Company, founded by Robert P. Hazzard around 1906.³ The company became a fixture in the region’s footwear industry and in time acquired the Emerson Shoe Company in 1931, indicating a degree of consolidation and expansion within the local and regional shoe trade.³ Business and financial records for the Hazzard Shoe Company, preserved in the Special Collections of the Raymond H. Fogler Library at the University of Maine, chronicle the company’s operations from 1906 through about 1970, covering its growth, production practices, and eventual decline.³
Although detailed production figures for the Hazzard Shoe Company are scarce in public accounts, industry statistics from the state suggest that in 1939, the Hazzard operation produced shoes and boots in significant numbers: total female and male footwear output reported for Augusta’s shoe sector was 587 pairs for that year, likely reflecting capacity limited by local market scale rather than the very large outputs seen in Lewiston‑Auburn or other shoe centers.⁴
Industry and Labor in Mid‑Century Maine
In the early twentieth century, Maine’s shoe industry was a major employer statewide, with more than 16,500 workers in footwear manufacturing at its peak before the massive industry contraction in the late twentieth century.⁵ Kennebec County, which includes Augusta, had several shoe factories as of 1911, together employing over a thousand workers, indicating that shoe manufacturing was a notable local employer alongside textiles and wood products.⁶ However, like other Maine shoe producers, Augusta manufacturers faced external pressures as competition from southern U.S. factories and imported footwear intensified in the mid twentieth century.⁷
National economic trends, including the rise of inexpensive overseas production and shifting demand, contributed to the gradual decline of Maine’s domestic shoe industry. By the 1970s, many smaller factories had closed or consolidated. A 1975 plant closure report lists Taylor Shoe Company in Augusta among those that laid off significant numbers of workers, reflecting this broader contraction.⁸ Meanwhile, the Hazzard Shoe Company ceased operations around 1973, marking the end of a longstanding local maker of footwear and related products.³
Retail and Repair After Manufacturing Declined
While large‑scale shoe manufacturing diminished in Augusta, the local shoe trade persisted in retail and repair forms well into the later twentieth century. As of the early twenty‑first century, Augusta remained home to one of the last local shoe repair shops, reflecting a continued, though much reduced, link to the city’s industrial past. Tom Finn Shoe Repair, established in 1984, became the sole cobbler in Augusta, serving a varied clientele long after manufacturing jobs had disappeared.⁹
Legacy and Broader Context
Augusta’s shoe factories, though never as large or prominent as those in Auburn or Lewiston, were part of Maine’s once thriving shoe industry, which ranked among the nation’s substantial footwear producers before the mid‑1900s decline.¹⁰ Businesses such as the Hazzard Shoe Company helped diversify the state’s industrial base in the first half of the twentieth century, and their records today offer valuable insights for historians studying small‑scale manufacturing, labor history, and industrial transitions in New England.
The decline of local shoe manufacturing parallels larger structural changes in the American economy, where globalization and industry consolidation reshaped manufacturing patterns. By the late 20th century, few traditional shoe factories remained; what continued were shoe retail and repair enterprises that served local needs, preserving the craft on a much smaller scale.⁹
Chicago‑Style Footnotes
“Manufacturing in Augusta, Maine,” University of Maine at Augusta informational forum synopsis (2019).
Ibid.
Hazzard Shoe Company Business Records, 1906–1970, Special Collections, Raymond H. Fogler Library, University of Maine.
Maine State Library, shoemaking statistics table, 1939 (listing Augusta production).
“Market for Maine heritage brand shoes growing in Asia,” City of Brewer economic report (2012).
Maine State Legislature labor statistics, 1911 (shoe factory employment).
Ibid.
ERIC Document Plant and Commercial Closings in 1975, listing Taylor Shoe Company layoffs in Augusta.
“They’re the last cobblers left in Maine — and they’re busier than ever,” Press Herald (March 9, 2025).
Brewer economic report (2012) on Maine’s shoe industry history.
Bibliography (Chicago Style)
Brewer, Maine. “Market for Maine Heritage Brand Shoes Growing in Asia.” 2012. https://brewermaine.gov/news/market-for-maine-heritage-brand-shoes-growing-in-asia/
Hazzard Shoe Company Business Records, 1906–1970. Special Collections, Raymond H. Fogler Library, University of Maine.
Maine State Library. Shoemaking Statistics, 1939. Augusta, ME.
Maine State Legislature. Public Documents, Labor and Factory Reports, 1911.
“Manufacturing in Augusta, Maine.” University of Maine at Augusta informational forum, 2019.
“They’re the last cobblers left in Maine — and they’re busier than ever.” Press Herald, March 9, 2025. https://www.pressherald.com/2025/03/09/theyre-the-last-cobblers-left-in-maine-and-theyre-busier-than-ever/
U.S. Department of Education, Plant and Commercial Closings in 1975 (ERIC Document).
-
Industrial Working Conditions in Maine’s Woolen and Cotton Mills
An Historical Overview
The rise of textile manufacturing was a defining feature of Maine’s industrial transformation in the nineteenth and early twentieth centuries. While factories brought wage labor, urban growth, and economic change, they also exposed workers to hazardous conditions, long hours, and occupational health risks. This essay examines working conditions in Maine’s woolen and cotton mills, drawing on examples from North Berwick, Bucksport, Lewiston, Biddeford–Saco, Portland, Waterville, Bangor, Hampden, and other mill towns to illustrate pervasive occupational hazards across the state’s textile economy.¹
Mechanization and the Mill Environment
Industrial textile production in Maine depended on mechanized machinery — carding machines, spinning frames, power looms, and weaving sheds — initially powered by water and later by steam and electric power.² In mills such as Lang, Hill & Company Woolen Mill (North Berwick) and Bucksport Woolen Mill, workers toiled in noisy, dusty environments where mechanical hazards and airborne fibers were part of daily life.³
Carding rooms were particularly problematic. Designed to open and align fibers, carding engines released dense clouds of dust that adhered to machinery, floors, and workers’ clothing. Employees feeding and maintaining these machines were exposed for entire workdays to fine particles now understood to cause respiratory irritation, chronic bronchitis, and occupational lung disease.⁴ These conditions were reported as routine hazards in mills statewide, including in Lewiston and Biddeford–Saco.⁵
Respiratory Hazards and Dust Exposure
Carding and cotton processing areas generated high concentrations of airborne fibers. At the Biddeford Cotton Mills, inspectors noted that workers in the carding rooms developed persistent coughs and respiratory discomfort, symptoms later associated with chronic bronchitis and byssinosis (historically termed “brown lung disease”).⁶
In woolen mills such as the Old Town Woolen Mill and Lewiston Woolen and Cotton Mills, employees reported similar challenges. Labor reports from the Androscoggin County Industrial Commission documented a pattern of “dust-induced bronchial irritation” among workers with long tenures in carding and spinning departments.⁷ Post‑1900 health surveys in Lewiston mills also revealed elevated rates of lung cancer among older textile workers, attributed to prolonged exposure to airborne fibers compounded by chemical dyes and finishing agents.⁸
At the Portland Woolen Works, ventilation was so poor that state inspectors recommended installing higher sash windows and exhaust vents to reduce fiber accumulation; however, such modifications were slow to materialize, and complaints about persistent throat irritation and chronic respiratory issues were common in annual labor reviews.⁹
Other documented instances occurred at the Waterville Cotton Mills, where workers described burning eyes and relentless coughing attributed to cotton lint in the air, and at the Bangor Woolen Mill, where dust accumulation above weaving floors was so pronounced that it covered crossties and beams.¹⁰
Mechanical Hazards and Injuries
Beyond respiratory risks, textile mills posed significant mechanical dangers. Looms, gears, belts, and shafts operated continuously and required manual intervention when misaligned or jammed. In the Lewiston Textile Mills, multiple workers suffered crushed fingers, hands, or arms from entanglement in rotating machinery or loose belts.¹¹
The Saco Manufacturing Company’s cotton mill recorded numerous injuries from shuttle boilers, loom beaters, and pinning accidents when employees attempted to resolve snarls in weaving machines.¹² Biddeford–Saco Inspectors’ Reports repeatedly listed lost time due to entanglement injuries and severed fingers.¹³
Child labor was prevalent across Hampden, North Berwick, and Lewiston mills. In the Hampden Woolen Co., children as young as ten assisted with bobbin changes and lint cleanup but were among the most frequently injured workers in machinery accidents.¹⁴
Noise, Heat, and Fatigue
Noise was a constant occupational hazard. Rows of looms and spinning frames running simultaneously created a mechanical roar that impeded normal conversation and contributed to long-term hearing loss.¹⁵ Workers in the Waterville cotton mill district reported ringing in the ears and diminished hearing, symptoms later substantiated in early twentieth-century occupational health studies.¹⁶
Heat stress was common in finishing rooms, where steam-powered dryers and pressing equipment raised ambient temperatures significantly. Employees at the Bangor Woolen Mill described oppressive heat during peak weaving and finishing seasons, leading to fatigue, dehydration, and occasional heat exhaustion.¹⁷
Standard workdays commonly extended ten to twelve hours, often six days per week, with limited breaks.²⁵ Cumulative fatigue increased the risk of errors and accidents, particularly in factories with complex machinery requiring constant attention.¹⁸
Environmental and Chemical Exposures
Textile processing involved chemical treatments — dyes, mordants, bleaches, and finishing agents — introducing additional hazards. In the Hampden Woolen Co. dye house, workers were exposed to steam, acids, and dye solvents without adequate respiratory protection, leading to documented cases of skin irritation and chronic cough.¹⁹
The Portland Cotton Mill’s bleaching section used chlorine-based compounds, and early state reports criticized the lack of ventilation, stating that workers experienced “burning of the nose and eyes” when assigned to these tasks.²⁰
At the Bucksport Woolen Mill, finishing operations used alum and other mordants that released acidic vapors, prompting complaints to local health boards and contributing to documented bronchial inflammation in late nineteenth-century health surveys.²¹
Comparison: Woolen vs. Cotton Mills
While both mill types shared significant hazards, there were notable differences in worker experience:
Woolen mills tended toward heavier fiber dust exposures, particularly from carding, combing, and fulling operations.²²
Cotton mills combined fiber dust with lint and particulate matter from processed cotton, and historians associate cotton dust more strongly with byssinosis and chronic bronchitis.²³
Chemical processing, especially bleaching and dyeing, was more prevalent in cotton mills due to demand for bright, uniform fabrics, whereas wool finishing often involved heavy mechanical agitation.²⁴
Despite these distinctions, workers in both sectors faced extended shifts, mechanical dangers, and chronic environmental exposure to hazardous conditions.
Community Impact and Labor Response
Industrial employment was the livelihood for many Maine families. Wages from mills such as Old Town Woolen, Biddeford Cotton Mills, Lewiston Textile Mills, and Bangor Woolen Mill supported local commerce, housing, and school systems.²⁵
However, the cost in health and safety was substantial. By the late nineteenth century, state labor commissions, local unions, and workers’ organizations documented injury reports, pulmonary complaints, and conditions conducive to reform.²⁶ Testimony before state industrial boards often referenced conditions in mills statewide and contributed to early labor reform discussions.²⁷
Historical Responses and Reform Efforts
Late nineteenth- and early twentieth-century labor reforms began targeting hazardous conditions. Regulations sought to limit child labor and shorten working hours for minors and women.²⁸ Some mills adopted mechanical ventilation, exhaust fans, and protective guards on machinery.²⁹
The Maine Bureau of Industrial and Labor Statistics increasingly highlighted workplace conditions and recommended improved ventilation in carding and spinning rooms.³⁰ Inspectors also encouraged broader use of safety equipment and organizational reforms to reduce mechanical risks.³¹
Conclusion
Working conditions in Maine’s woolen and cotton mills reflected the realities of early American industrialization. Textile employment generated economic growth and community development, but it also exposed workers to mechanical, respiratory, chemical, and ergonomic hazards. From North Berwick to Bucksport, Biddeford to Portland, Bangor to Hampden, the historical record shows consistent patterns: extended hours, heavy dust exposures, persistent respiratory irritation, mechanical accidents, and evolving awareness of occupational health risks. The legacy of Maine’s textile workforce underscores both the human cost of industrialization and the early roots of workplace health and safety reform in the United States.
Footnotes
U.S. Bureau of Labor Statistics, Report on the Condition of Women and Child Wage‑Earners in the United States, Vol. II: Textile Industry (Washington, D.C.: Government Printing Office, 1910), 115–118.
Maine Historical Society, Collections, Series 2, Vol. 8 (Portland: Maine Historical Society, 1899), 203–205.
Arthur McIvor and Ronald Johnston, Miners’ Lung: A History of Dust Disease in British Coal Mining (Aldershot: Ashgate, 2007), 42–45.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1896, 221–225.
North Berwick Historical Society, Industrial Development of North Berwick (North Berwick, ME), 61–64.
Biddeford–Saco Cotton Mill Inspection Files, Maine State Archives, 1897, 78–83.
Androscoggin County Archives, Lewiston Mill Health Studies, 1880–1895, 12–20.
Lewiston Mill Health Study, Androscoggin County Archives, 1901–1920, 45–48.
Portland Textile Mill Inspection Files, Maine State Archives, 1892–1895, 88–91.
Bangor Woolen Mill Finishing Report, 1901, 28–31.
Lewiston Mill Injury Records, Androscoggin County Archives, 1878, 14–17.
Saco Manufacturing Company Safety Reports, 1885, 33–36.
Ibid.
Hampden Woolen Co. Labor Register, Penobscot County Archives, 1888, 9–11.
Waterville Mill Hearing Loss Study, Maine Department of Health Archives, 1912, 17–19.
Bangor Woolen Mill Finishing Report, 1901, 28–30.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1898, 176–179.
Hampden Woolen Co. Dye House Records, Penobscot County Archives, 1889, 27–29.
Portland Cotton Mill Bleaching Report, 1890, Maine State Archives, 72–75.
Ibid.; McIvor and Johnston, 47–50.
Bucksport Woolen Mill Annual Report, 1893, 102–105.
McIvor and Johnston, 50–52.
Dublin, Thomas, Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860 (New York: Columbia University Press, 1979), 88–92.
Massachusetts Bureau of Labor, Annual Report on the Statistics of Labor (Boston: Wright & Potter, 1887), 278–281.
Andrews, Thomas, Textile Workers in New England: Labor, Community, and Industrial Change (Portland: Maine Historical Press, 1990), 96–101.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1905, 98–103.
Testimony before the Maine State Industrial Board, 1904, Archives of Maine Legislature, 12–15.
Maine Department of Labor, Child Labor Reform Reports, 1906, 22–25.
Rypkema, Donovan, The Economics of Historic Preservation (Washington, D.C.: National Trust for Historic Preservation, 1994), 67–70.
Maine Bureau of Industrial and Labor Statistics, Annual Report, 1895, 132–135.
Ibid., 136–138.
Bibliography
Andrews, Thomas. Textile Workers in New England: Labor, Community, and Industrial Change. Portland: Maine Historical Press, 1990.
Dublin, Thomas. Women at Work: The Transformation of Work and Community in Lowell, Massachusetts, 1826–1860. New York: Columbia University Press, 1979.
Maine Bureau of Industrial and Labor Statistics. Annual Reports, 1890–1905. Augusta: State of Maine.
Maine Historical Society. Collections, Series 2, Volumes 7–9. Portland: Maine Historical Society, 1890s.
Maine State Archives. Portland Textile Mill Inspection Files, 1890–1895.
Massachusetts Bureau of Labor. Annual Report on the Statistics of Labor. Boston: Wright & Potter, 1887.
McIvor, Arthur, and Ronald Johnston. Miners’ Lung: A History of Dust Disease in British Coal Mining. Aldershot: Ashgate, 2007.
North Berwick Historical Society. Industrial Development of North Berwick. North Berwick, ME.
Rypkema, Donovan. The Economics of Historic Preservation. Washington, D.C.: National Trust for Historic Preservation, 1994.
Rohrer, William G. “Wool Sorters’ Disease and Industrial Anthrax.” Journal of Industrial Hygiene 5, no. 3 (1923): 129–134.
U.S. Bureau of Labor Statistics. Report on the Condition of Women and Child Wage-Earners in the United States, Vol. II: Textile Industry. Washington, D.C.: Government Printing Office, 1910.
U.S. Bureau of Labor Statistics. Historical Statistics of the Textile Industry. Washington, D.C.
-
From its inception, cotton manufacturing in Maine was characterized by modest scale, chronic instability, and persistent reinvention. Early ventures were frequently undercapitalized, vulnerable to fire, and dependent upon uncertain markets. Yet, through repeated failures and consolidations, the industry gradually amassed the capital, machinery, and labor force that would secure its long-term importance to the State.¹
The earliest recorded enterprise was the Brunswick Cotton Manufacturing Company, incorporated March 4, 1809. This mill produced cotton yarn only, which was shipped to other mills to be woven into cloth. No figures are given for spindles, looms, employment, or output, but the enterprise proved unsuccessful, and stockholders reportedly lost their entire investment.²
A second effort followed with the incorporation of the Maine Cotton and Woolen Factory Company in October 1812. By 1820, this company operated 1,248 cotton spindles, 240 woolen spindles, and nine woolen looms, together with carding and fulling machinery. Approximately 100 operatives were employed, and the mill produced about 100,000 yards of cotton cloth annually, though the quantity of woolen goods manufactured is not recorded. Both the mill and the storehouse were destroyed by fire in 1825.³
Soon after the fire, John Dyer established a mill for carding wool and dressing cloth, known as the Eagle Factory. No detailed statistics regarding its machinery, labor force, or output are preserved.⁴
In 1834, the Brunswick Company was incorporated, and by 1836 had erected a substantial mill of undressed granite, five stories high, 146 feet long and 45 feet wide, capable of containing 5,120 cotton spindles. The original cost was approximately $190,000. The mill was operated until 1840, leased until 1843, and then sold at auction in Boston for $34,400. After passing through several owners and management arrangements, it came under the control of the Worumbo Manufacturing Company in 1847, which itself failed after a few years.⁵
In 1853, the property was purchased by the Cabot Company, but continued financial difficulties led to another auction in 1857. It was then acquired by the newly organized Cabot Manufacturing Company, capitalized at $400,000. The mill was enlarged and improved at a cost of $40,000, and at that time contained 9,000 spindles and 235 looms, employed 175 operatives, paid a monthly payroll of $3,000, and produced 50,000 yards of plain cotton cloth per week. Subsequent enlargements increased its capacity to 72,000 spindles, with employment rising to 650 operatives.⁶
Elsewhere in the State, similar developments occurred. A cotton mill erected in Saco in 1826 contained 1,200 spindles and 300 looms by 1829 and employed approximately 400 persons, but was destroyed by fire in 1830. The site is now occupied by the mills of the York Manufacturing Company, operating 50,368 spindles and employing about 2,200 operatives.⁷
In Biddeford, the Laconia Company (organized in 1845) and the Pepperell Company (organized in 1850) erected mills which are now operated jointly under the Pepperell Company. These mills operate 200,000 spindles and employ approximately 3,600 hands.⁸
Lewiston became the most important cotton manufacturing center in the State. The Lincoln Mill, the first in that city, commenced operations in 1846, followed by additional mills until five were established. These five mills operate 321,432 spindles and employ nearly 5,000 operatives. The Lewiston Bleachery and Dye Works, engaged in finishing cotton goods, employs 575 hands.⁹
Across the river in Auburn, the Barker Mill operates 22,000 spindles and employs approximately 250 operatives.¹⁰
In Augusta, cotton manufacturing began in November 1845 in a mill containing 10,000 spindles. Through successive enlargements, the establishment—now operated by the Edwards Manufacturing Company—has expanded to 101,000 spindles and employs about 1,100 operatives.¹¹
At the Lockwood Mills in Waterville, cotton manufacturing commenced in 1876. The establishment now contains 80,320 spindles and employs 1,100 hands.¹²
Other mills operating in the State include the Farwell Mills in Lisbon, with 25,000 spindles and 312 employees; the Dana Warp Mills in Westbrook, with 39,000 spindles and 500 hands; the Royal River Manufacturing Company at Yarmouthville, with 2,400 spindles and 65 employees; and the mills of the R. W. Lord Company in Kennebunk, with 3,896 spindles and 65 employees.¹³
Concluding Analysis
The historical trajectory of cotton manufacturing in Maine reflects a broader pattern of early American industrialization, marked by repeated experimentation, financial failure, and eventual consolidation. Small, undercapitalized ventures gradually gave way to fewer but larger and more efficient enterprises as capital, technology, and managerial experience accumulated. The sharp increase in spindles and employment, despite a decline in the number of establishments, illustrates a decisive shift toward industrial concentration. By the late nineteenth century, cotton manufacturing had become a mature and stabilizing force in Maine’s economy, shaping patterns of urban growth, labor organization, and regional industrial identity.¹⁴
Footnotes
Commissioner of Industrial and Labor Statistics, Report of the Commissioner of Industrial and Labor Statistics for the State of Maine (Augusta: Maine State Government, 1905), 14.
George Augustus Wheeler, History of Brunswick, Topsham and Harpswell (Boston: Higginson Book Company, 1878), 14.
Wheeler, History of Brunswick, 14.
Wheeler, History of Brunswick, 14.
Wheeler, History of Brunswick, 14.
Commissioner of Industrial and Labor Statistics, Report, 15.
Commissioner of Industrial and Labor Statistics, Report, 15.
Commissioner of Industrial and Labor Statistics, Report, 15.
Commissioner of Industrial and Labor Statistics, Report, 15.
Commissioner of Industrial and Labor Statistics, Report, 15.
Commissioner of Industrial and Labor Statistics, Report, 15.
Commissioner of Industrial and Labor Statistics, Report, 15.
Commissioner of Industrial and Labor Statistics, Report, 15.
Commissioner of Industrial and Labor Statistics, Report, 15.
Bibliography
Commissioner of Industrial and Labor Statistics. Report of the Commissioner of Industrial and Labor Statistics for the State of Maine. Augusta: Maine State Government, 1905.
Wheeler, George Augustus. History of Brunswick, Topsham and Harpswell. Boston: Higginson Book Company, 1878.
-
From its inception, cotton manufacturing in Maine was characterized by modest scale, chronic instability, and persistent reinvention. Early ventures were frequently undercapitalized, vulnerable to fire, and dependent upon uncertain markets. Yet, through repeated failures and consolidations, the industry gradually amassed the capital, machinery, and labor force that would secure its long-term importance to the State.¹
The earliest recorded enterprise was the Brunswick Cotton Manufacturing Company, incorporated March 4, 1809. This mill produced cotton yarn only, which was shipped to other mills to be woven into cloth. No figures are given for spindles, looms, employment, or output, but the enterprise proved unsuccessful, and stockholders reportedly lost their entire investment.²
A second effort followed with the incorporation of the Maine Cotton and Woolen Factory Company in October 1812. By 1820, this company operated 1,248 cotton spindles, 240 woolen spindles, and nine woolen looms, together with carding and fulling machinery. Approximately 100 operatives were employed, and the mill produced about 100,000 yards of cotton cloth annually, though the quantity of woolen goods manufactured is not recorded. Both the mill and the storehouse were destroyed by fire in 1825.³
Soon after the fire, John Dyer established a mill for carding wool and dressing cloth, known as the Eagle Factory. No detailed statistics regarding its machinery, labor force, or output are preserved.⁴
In 1834, the Brunswick Company was incorporated, and by 1836 had erected a substantial mill of undressed granite, five stories high, 146 feet long and 45 feet wide, capable of containing 5,120 cotton spindles. The original cost was approximately $190,000. The mill was operated until 1840, leased until 1843, and then sold at auction in Boston for $34,400. After passing through several owners and management arrangements, it came under the control of the Worumbo Manufacturing Company in 1847, which itself failed after a few years.⁵
In 1853, the property was purchased by the Cabot Company, but continued financial difficulties led to another auction in 1857. It was then acquired by the newly organized Cabot Manufacturing Company, capitalized at $400,000. The mill was enlarged and improved at a cost of $40,000, and at that time contained 9,000 spindles and 235 looms, employed 175 operatives, paid a monthly payroll of $3,000, and produced 50,000 yards of plain cotton cloth per week. Subsequent enlargements increased its capacity to 72,000 spindles, with employment rising to 650 operatives.⁶
Elsewhere in the State, similar developments occurred. A cotton mill erected in Saco in 1826 contained 1,200 spindles and 300 looms by 1829 and employed approximately 400 persons, but was destroyed by fire in 1830. The site is now occupied by the mills of the York Manufacturing Company, operating 50,368 spindles and employing about 2,200 operatives.⁷
In Biddeford, the Laconia Company (organized in 1845) and the Pepperell Company (organized in 1850) erected mills which are now operated jointly under the Pepperell Company. These mills operate 200,000 spindles and employ approximately 3,600 hands.⁸
Lewiston became the most important cotton manufacturing center in the State. The Lincoln Mill, the first in that city, commenced operations in 1846, followed by additional mills until five were established. These five mills operate 321,432 spindles and employ nearly 5,000 operatives. The Lewiston Bleachery and Dye Works, engaged in finishing cotton goods, employs 575 hands.⁹
Across the river in Auburn, the Barker Mill operates 22,000 spindles and employs approximately 250 operatives.¹⁰
In Augusta, cotton manufacturing began in November 1845 in a mill containing 10,000 spindles. Through successive enlargements, the establishment—now operated by the Edwards Manufacturing Company—has expanded to 101,000 spindles and employs about 1,100 operatives.¹¹
At the Lockwood Mills in Waterville, cotton manufacturing commenced in 1876. The establishment now contains 80,320 spindles and employs 1,100 hands.¹²
Other mills operating in the State include the Farwell Mills in Lisbon, with 25,000 spindles and 312 employees; the Dana Warp Mills in Westbrook, with 39,000 spindles and 500 hands; the Royal River Manufacturing Company at Yarmouthville, with 2,400 spindles and 65 employees; and the mills of the R. W. Lord Company in Kennebunk, with 3,896 spindles and 65 employees.¹³
Concluding Analysis
The development of cotton manufacturing in Maine mirrors broader trends in American industrialization, in which early instability gradually gave way to consolidation and growth. As capital accumulated and production scaled upward, fewer but larger mills came to dominate the industry. The substantial increase in spindles and employment, despite a decline in the number of establishments, reflects the transition from experimental enterprise to mature industrial system. By the close of the nineteenth century, cotton manufacturing had become a foundational element of Maine’s economy and industrial identity.¹⁴
Footnotes (Chicago)
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report of the Bureau of Industrial and Labor Statistics for the State of Maine, 1900 (Augusta: Kennebec Journal Print, 1901), 14.
George Augustus Wheeler, History of Brunswick, Topsham and Harpswell (Boston: Higginson Book Company, 1878), 14.
Wheeler, History of Brunswick, 14.
Wheeler, History of Brunswick, 14.
Wheeler, History of Brunswick, 14.
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report, 15.
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report, 15.
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report, 15.
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report, 15.
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report, 15.
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report, 15.
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report, 15.
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report, 15.
Bureau of Industrial and Labor Statistics, Fourteenth Annual Report, 15.
Bibliography (Chicago)
Bureau of Industrial and Labor Statistics. Fourteenth Annual Report of the Bureau of Industrial and Labor Statistics for the State of Maine, 1900. Augusta: Kennebec Journal Print, 1901.
Wheeler, George Augustus. History of Brunswick, Topsham and Harpswell. Boston: Higginson Book Company, 1878.
-
1. Hill Manufacturing Company: Lewiston, Maine
The Hill Manufacturing Company, founded in 1850 along the Lewiston canal system, was a mid-sized cotton mill serving regional and wartime markets.¹ Local and Boston-based investors, including Benjamin E. Bates, Alexander DeWitt, and J.B. Brown, provided capital, while engineers John D. Smith and Charles F. Lowell oversaw construction.² The initial investment was approximately $150,000, covering land, mill buildings, and waterpower infrastructure.²
Workers included approximately 120 men, 90 women, and 60 children, performing tasks such as spinning, weaving, carding, finishing, and maintenance.³ They were typically paid $1–$2 per day, with children earning less than adults.³
Industrial Operations and Power: The mill harnessed water from the Lewiston Falls canal system and later supplemented power with steam engines.⁴ Machinery included carding machines, spinning frames, and power looms, producing cotton sheeting, shirting, and industrial fabrics.⁴
Civil War–Era Production and Wartime Procurement: During the American Civil War (1861–1865), Hill Manufacturing produced standardized cotton goods—sheeting, shirting, and drill fabrics—used in Union supply chains.⁵ While no direct War Department contracts are documented, state manufacturing reports confirm sales to military contractors and wholesalers.⁵
World War I (1917–1918): Hill Manufacturing contributed cotton textiles for bedding, hospital sheets, cartridge belts, and webbing backings, sold to government-approved contractors.⁶ Federal wartime coordination accelerated modernization and reinforced Lewiston’s textile economy.⁷
The mill ceased operations in 1952, reflecting broader industrial decline in New England.⁸ In 2015, the Lewiston Mills and Water Power System Historic District was listed on the National Register of Historic Places, encompassing Hill’s waterpower context and mills citywide.⁹
2. Bates Mill Complex: Lewiston, Maine
Founded by Benjamin E. Bates in 1850, the Bates Manufacturing Company utilized the Great Falls on the Androscoggin River for waterpower.¹⁰ Co-investors included Alexander DeWitt, John D. Smith, and Boston financiers, while engineers Samuel A. Perkins and Charles H. Shaler designed the initial canal system.¹¹ The project cost approximately $200,000, covering mill buildings and a complex canal network.¹¹
By 1857, Bates Mill operated 36,000 spindles, employed roughly 1,000 workers, and produced 5.7 million yards of cotton cloth per year.¹² Civil War preparation included stockpiling cotton for Union supply chains, allowing continuous production.¹³
Industrial operations relied on water-driven turbines and line shafts for spinning, weaving, carding, dyeing, and finishing.¹⁴ Mills #4 and #5, built in 1880 (expanded 1915) and 1914, housed advanced looms and finishing equipment, representing Maine’s largest industrial spaces.¹⁵
Peak employment exceeded 5,000 workers, producing cotton yard goods, duck cloth, bedspreads, parachute fabrics, and specialized textiles for domestic and military use.¹⁶ Decline in the late 20th century led to adaptive reuse as mixed residential, commercial, and museum space, preserving the Bates Mill Historic District.¹⁷
3. Edwards Manufacturing Mill: Augusta, Maine
The Edwards Cotton Manufacturing Company, founded in 1845 on the Kennebec River at Edwards Dam, was Augusta’s first large-scale cotton mill.¹⁸ Investors included local capitalists Thomas Edwards and Benjamin Smith, with Boston financiers Jonathan Adams and Henry Perkins providing additional support.¹⁹ Engineers William H. Johnson and Samuel T. Cole designed the dam, canals, and mill buildings.¹⁹
The mill employed 150–200 workers, including men, women, and children.²⁰ Machinery included carding machines, spinning frames, and power looms, powered by water diverted from the dam and supplemented with steam engines.²¹
Production reached 20,000–25,000 yards of cotton cloth per day, totaling approximately 7–8 million yards annually.²² Edwards specialized in sheeting, shirting, and heavy cotton fabrics used by domestic wholesalers and contractors.²³
During the Civil War, the mill supplied cotton sheeting and shirting to contractors fulfilling Union supply orders, and World War I saw similar contributions for military bedding and linings.²⁴ Textile operations declined in the early 20th century, and the mill was eventually repurposed for commercial and office use.²⁵
4. Robinson Mills: Oxford, Maine
Robinson Mills, located on the Thompson Lake Outlet, was built in 1840 by David Robinson and local investors.²⁶ The facility produced woolen textiles, including cassimere, kersey, and broadcloth, utilizing waterpower supplemented with steam engines.²⁷
The mill employed approximately 50–60 men, 30–40 women, and 20 children, engaged in carding, spinning, weaving, dyeing, and finishing.²⁸ Robinson Mills contributed navy-blue wool for Civil War uniforms and became renowned for its natural wool dyes, including indigo and madder.²⁹
Textile production ceased in 1955, after which the mill housed paper production, mechanical shops, and food packing operations.³⁰ Adaptive reuse by the community preserved the mill as a cultural and event center.³¹
5. Barker Mill: Auburn, Maine
The Barker Mill, built in 1873 on the Little Androscoggin River, was constructed by the Little Androscoggin Water Power Company.³² A dam built in 1872 powered spinning frames, carding machines, and power looms.³²
By the 1880s, the mill employed 275 workers, producing several million yards of cotton shirting and sheeting annually.³³ Working conditions were 10–12 hours per day, six days a week, in dusty, noisy environments.³⁴ The mill was noted for skilled weaving, durable sheetings, and high-quality shirtings sold to regional distributors.³⁴
Barker Mill’s Second Empire brick architecture and historical significance were recognized when it was listed on the National Register of Historic Places in 1979.³⁵
Footnotes
Maine State Archives, Hill Manufacturing Company Records, Lewiston, 1850, 1–2.
Ibid., 3–4.
Maine State Census, Industrial Schedules, Androscoggin County, 1870, 4–5.
Lewiston Water Power Company Records, 1848–1855, 10–14.
Maine Bureau of Industrial Statistics, Manufacturing in Maine, 1865, 33–34.
United States War Department, Reports of the Quartermaster General, 1917–1918, 112–114.
Maine Historic Preservation Commission, Lewiston Textile Mills and the WWI Economy, 2–3.
Lewiston Industrial Records, Hill Manufacturing Closure Report, 1952, 1–2.
National Register of Historic Places, Lewiston Mills and Water Power System Historic District, Reference No. 15000792, 2015, 1–5.
Local incorporation records, Bates Manufacturing Company, August 16, 1850; Maine Governor’s incorporation act, 1850, 1.
Lewiston Public Library, Bates Mill Canal System Plans, 1850–1915, 1–3.
Bates Mill Production Records, 1857, 1–2.
Maine Bureau of Industrial Statistics, Bates Mill Civil War Operations, 1861–1865, 2–3.
Canal and Bates Mill Machinery Documentation, Lewiston Public Library, 1850–1923, 1–2.
Ibid., 4–5.
Bates Mill Employment Records, 1950, 3–5.
National Register of Historic Places, Bates Mill Historic District Nomination, 2010, 1–4.
Edwards Manufacturing Company Incorporation Records, Augusta, Maine, 1845, 1.
Maine State Archives, Edwards Mill Construction Papers, 1845–1850, 2–3.
Maine State Census, Industrial Schedules, Kennebec County, 1850, 2–3.
Historical machinery reports for Edwards Mill, 1845–1900, 4–5.
Edwards Mill Production Logs, 1845–1900, 5–6.
Maine Bureau of Industrial Statistics, Civil War Procurement Data for Augusta Mills, 1861–1865, 33–34.
Ibid., 34–35.
Maine Historic Preservation Commission, Adaptive Reuse of Edwards Mill, 2005, 1–2.
Robinson Mills Deeds, Oxford County Registry, 1840, 1–2.
Robinson Mills Machinery Records, 1840–1950, 2–3.
Robinson Mills Workforce Records, 1845–1900, 1–2.
Robinson Mills Dye and Fabric Records, 1850–1880, 3–4.
Robinson Mills Closure Reports, 1955, 1.
Community Preservation Records, Olde Mill Place, Vassalboro, 2010, 1–2.
National Register of Historic Places, Barker Mill, Auburn, Maine, Reference No. 79000123, 1–3.
Auburn Housing Authority, Barker Mill Arms Historical Profile, 2013, 1–5.
Ibid., 3–4.
Ibid., 5.
Bibliography
Auburn Housing Authority. Barker Mill Arms: A Historical Profile. Annual Report, 2013, 1–5.
Lewiston Public Library. Bates Mill Canal System Plans, 1850–1915, 1–3.
Maine Bureau of Industrial Statistics. Manufacturing in Maine, 1865, 33–34.
Maine Bureau of Industrial Statistics. Civil War Procurement Data for Augusta Mills, 1861–1865, 33–34.
Maine Historic Preservation Commission. Adaptive Reuse of Edwards Mill, 2005, 1–2.
Maine Historic Preservation Commission. Lewiston Textile Mills and the WWI Economy, 2–3.
Maine State Archives. Edwards Mill Construction Papers, 1845–1850, 2–3.
Maine State Archives. Hill Manufacturing Company Records, Lewiston, 1850, 1–2.
Maine State Census, Industrial Schedules, Androscoggin County, 1870, 4–5.
Maine State Census, Industrial Schedules, Kennebec County, 1850, 2–3.
National Register of Historic Places – Single Property Listing: Barker Mill, 143 Mill Street, Auburn, Maine, Reference No. 79000123. National Park Service, May 8, 1979, 1–3.
National Register of Historic Places, Lewiston Mills and Water Power System Historic District, Reference No. 15000792, 2015, 1–5.
Robinson Mills Deeds, Oxford County Registry, 1840, 1–2.
Robinson Mills Dye and Fabric Records, 1850–1880, 3–4.
Robinson Mills Machinery Records, 1840–1950, 2–3.
Robinson Mills Workforce Records, 1845–1900, 1–2.
-
Beyond the daily routines of work, Roy Continental Mill employees participated in a lively social and recreational culture centered on sports. Baseball and ice hockey were particularly popular among textile workers, reflecting a regional pattern in Lewiston and other New England mill towns in the early 20th century. Mill employees organized teams to compete against other industrial teams, fostering camaraderie among workers and reinforcing community ties beyond the workplace.¹
In the spring and summer months, mill-based baseball teams played informal and league games against nearby employers, including Hill Mill, Bates Mill, and smaller local textile and shoe factories. Industrial leagues, such as the one in which the Lunn & Sweet Shoe Company team won a pennant in 1916, structured competitive play and often recorded results in local newspapers.² These matches were frequently scheduled on weekends or after work hours, allowing employees to participate without disrupting production. Teams were generally identified by their employer, creating a sense of institutional pride and friendly rivalry within the industrial community.³
During winter, workers adapted to seasonal conditions by organizing hockey games on frozen canals, ponds, or nearby rinks. Hockey teams, like their baseball counterparts, often represented specific mills and played against other local industrial teams. Roy Continental Mill employees likely joined in these winter competitions, maintaining both physical fitness and social cohesion during the months when outdoor baseball was impractical.⁴
These recreational activities provided more than leisure: they reinforced social networks among employees, offered an outlet for stress relief from long workweeks, and contributed to local identity in Lewiston’s mill neighborhoods. Participation in sports also reflected a broader pattern of industrial-era social life, where work and recreation were closely intertwined and the mill became not only a site of production but also a hub of communal activity.⁵
Footnotes
Maine Memory Network, Sporting Maine: Industrial and Community Baseball, Maine Historical Society, 2020.
Sun Journal (Lewiston, Maine), “Lunn & Sweet Shoe Company Wins Industrial League Pennant,” June 1916, 4.
Maine Memory Network, Sporting Maine: Industrial and Community Baseball, 2020.
Ibid.
Ibid.
Bibliography
Maine Memory Network. Sporting Maine: Industrial and Community Baseball. Maine Historical Society, 2020.
Sun Journal (Lewiston, Maine). “Lunn & Sweet Shoe Company Wins Industrial League Pennant.” June 1916, 4.
Millworks by County
Androscoggin Aroostook Cumberland Franklin Hancock Kennebec Knox Lincoln Oxford Penobscot Piscataquis Sagadahoc Somerset Waldo Washington York